Types ofproduct
•Descargar como DOCX, PDF•
8 recomendaciones•8,007 vistas

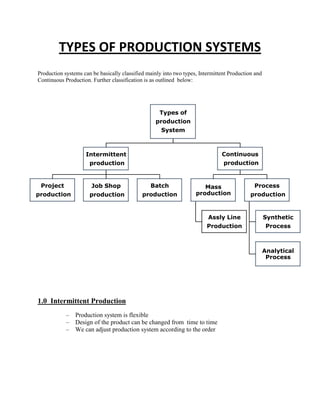
There are two main types of production systems: intermittent and continuous. Intermittent production includes job shop production, batch production, and project production. It is characterized by flexibility and the ability to change designs. Continuous production includes mass production and process production. It prioritizes standardized high-volume output through dedicated equipment arranged in a linear process flow. Both production types have tradeoffs between flexibility, cost, and output.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Types ofproduct
Similar a Types ofproduct (20)
Más de Joseph Konnully
Más de Joseph Konnully (20)
Types ofproduct
- 1. TYPES OF PRODUCTION SYSTEMS Production systems can be basically classified mainly into two types, Intermittent Production and Continuous Production. Further classification is as outlined below: Types of production System Intermittent Continuous production production Project Job Shop Batch Mass Process production production production production production Assly Line Synthetic Production Process Analytical Process 1.0 Intermittent Production – Production system is flexible – Design of the product can be changed from time to time – We can adjust production system according to the order
- 2. 1.0.1 Characteristics of Intermittent Production General purpose machines and equipment are used Variety of the product can be produced Production is not continuous Process layout is adopted Volume of production is small Production is as per the customer order 1.1Project Production Single assignment job is there Complex in nature This system is for specific time period Specific expenditure is there All the operations are carried out in a fixed position layout Examples are: - ships, locomotives air crafts, roads, building, spacecrafts. 1.1.1 Characteristics of Project Production Short life cycle Low Volume end of the continuum High customization The sequence of operations is unique to each project Products cannot be produced to stock because needs of next customer unknown Fixed position layout Involvement of different agencies Examples are: - ships, locomotives ,aircrafts, roads, building, spacecrafts. Fig. 1.Classifications of production systems
- 3. 1.2 JOB-SHOP PRODUCTION Job-shop production are characterised by manufacturing one or few quantity of products designedand produced as per the specification of customers within prefixed time and cost. The distinguishing feature of this is low volume and high variety of products. A job-shop comprises of general-purpose machines arranged into different departments. Eachjob demands unique technological requirements, demands processing on machines in a certainsequence. 1.2.1Job-shop Production is characterized by 1. High variety of products and low volume. 2. Use of general purpose machines and facilities. 3. Highly skilled operators who can take up each job as a challenge because of uniqueness. 4. Large inventory of materials, tools, parts. 5. Detailed planning is essential for sequencing the requirements of each product, capacities foreach work centre and order priorities. 1.2.2 Advantages Following are the advantages of Job-shop Production: 1.Because of general purpose machines and facilities variety of products can be produced. 2. Operators will become more skilled and competent, as each job gives them learningopportunities. 3. Full potential of operators can be utilized 4. Opportunity exists for Creative methods and innovative ideas. 1.2.3 Limitations Following are the limitations of Job-shop Production: 1. Higher cost due to frequent set up changes. 2. Higher level of inventory at all levels and hence higher inventory cost 3. Production planning is complicated. 4. Larger space requirements. 1.3 Batch Production American Production and Inventory Control Society (APICS) defines Batch Production as a formof manufacturing in which the job pass through the functional departments in lots or batches andeach lot may have a different routing. It is characterised by the manufacture of limited number ofproducts produced at regular intervals and stocked awaiting sales. 1.3.1 Characteristics of Batch Production 1. Shorter production runs. 2. Plant and machinery are flexible.
- 4. 3. Plant and machinery set up is used for the production of item in a batch and change of set up is required for processing the next batch. 4. Manufacturing lead-time and cost are lower as compared to job order production. 1.3.2 Advantages Following are the advantages of Batch Production: 1. Better utilisation of plant and machinery. 2. Promotes functional specialisation. 3. Cost per unit is lower as compared to job order production. 4. Lower investment in plant and machinery. 5. Flexibility to accommodate and process number of products. 6. Job satisfaction exists for operators. 1.3.3Limitations Following are the limitations of Batch Production: 1. Material handling is complex because of irregular and longer flows. 2. Production planning and control is complex. 3. Work in process inventory is higher compared to continuous production. 4. Higher set up costs due to frequent changes in set up. 2.0 Continuous Production Production facilities are arranged as per the sequence of production operations from the first operations to the finished product. The items are made to flow through the sequence of operations through material handling devices such as conveyors, transfer devices, etc. 2.0.1Continuous Production is characterised by 1. Dedicated plant and equipment with zero flexibility. 2. Material handling is fully automated. 3. Process follows a predetermined sequence of operations. 4. Component materials cannot be readily identified with final product. 5. Planning and scheduling is a routine action. 2.0.2 Advantages Following are the advantages of Continuous Production: 1. Standardisation of product and process sequence. 2. Higher rate of production with reduced cycle time. 3. Higher capacity utilisation due to line balancing. 4. Manpower is not required for material handling as it is completely automatic. 5. Person with limited skills can be used on the production line. 6. Unit cost is lower due to high volume of production.
- 5. 2.0.3 Limitations Following are the limitations of Continuous Production: 1. Flexibility to accommodate and process number of products does not exist. 2. Very high investment for setting flow lines. 3. Product differentiation is limited. 2.1 Mass Productionand AssemblyLine Production Manufacture of discrete parts or assemblies using a continuous process are called Mass Production. This production system is justified by very large volume of production. The machines are arranged in a line or product layout. Product and process standardisation exists and all outputs follow the same path. 6 2.1.1Mass Production is characterised by 1. Standardisation of product and process sequence. 2. Dedicated special purpose machines having higher production capacities and output rates. 3. Large volume of products. 4. Shorter cycle time of production. 5. Lower in process inventory. 6. Perfectly balanced production lines. 7. Flow of materials, components and parts is continuous and without any back tracking. 8. Production planning and control is easy. 9. Material handling can be completely automatic. 2.1.2 Advantages Following are the advantages of Mass Production: 1. Higher rate of production with reduced cycle time. 2. Higher capacity utilisation due to line balancing. 3. Less skilled operators are required. 4. Low process inventory. 5. Manufacturing cost per unit is low. 2.1.3 Limitations Following are the limitations of Mass Production: 1. Breakdown of one machine will stop an entire production line. 2. Line layout needs major change with the changes in the product design. 3. High investment in production facilities. 4. The cycle time is determined by the slowest operation. 2.2 Process Production Process production is characterized by the manufacture of a single product . The flexibility of such plants is almost zero as only one type of product can be produced in the plant
- 6. Examples are refineries, petrol, kerosene, and diesel oil. 2.2.1 Characteristics of Process Production Special purpose machines and equipments are used Material handling is highly mechanized In this manufacturing cycle time is almost zero. The whole plant is like one large machine where materials are entered at the one end. Labor required is having semi skilled workmen and skilled technicians are required Supervision in this type of production is high. 2.2.2 Types of Process Production There are two types of Process Production 1. Analytical Process: Here raw material is broken down into its component parts. Ex: Crude oil in refinery is broken down into individual fractions like Kerosene. Petrol, Naptha etc. 2. Synthetic Process: Mixing of two or more parts of materials to form a finishesd product like soap.