Cetakan Pasir
•Descargar como DOCX, PDF•
1 recomendación•1,114 vistas

Dokumen tersebut membahas proses pengecoran logam menggunakan cetakan pasir, yang merupakan metode pengecoran tradisional yang banyak digunakan. Proses ini melibatkan penempatan pola dalam cetakan pasir untuk membentuk rongga, pengisian rongga dengan logam cair, pendinginan hingga mengeras, dan pelepasan hasil pengecoran dari cetakan. Cetakan pasir memiliki kelebihan biaya rendah namun toleransi dim

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (18)
Similar a Cetakan Pasir
Similar a Cetakan Pasir (20)
Cetakan Pasir
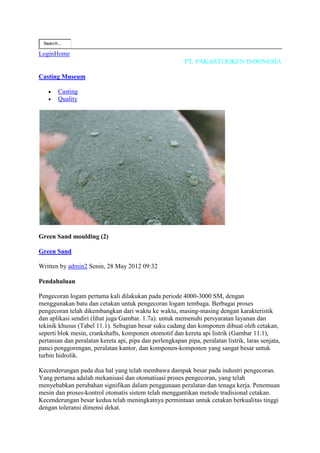
- 1. Search... LoginHome PT. PAKARTI RIKEN INDONESIA Casting Museum Casting Quality Green Sand moulding (2) Green Sand Written by admin2 Senin, 28 May 2012 09:32 Pendahuluan Pengecoran logam pertama kali dilakukan pada periode 4000-3000 SM, dengan menggunakan batu dan cetakan untuk pengecoran logam tembaga. Berbagai proses pengecoran telah dikembangkan dari waktu ke waktu, masing-masing dengan karakteristik dan aplikasi sendiri (lihat juga Gambar. 1.7a). untuk memenuhi persyaratan layanan dan tekinik khusus (Tabel 11.1). Sebagian besar suku cadang dan komponen dibuat oleh cetakan, seperti blok mesin, crankshafts, komponen otomotif dan kereta api listrik (Gambar 11.1), pertanian dan peralatan kereta api, pipa dan perlengkapan pipa, peralatan listrik, laras senjata, panci penggorengan, peralatan kantor, dan komponen-komponen yang sangat besar untuk turbin hidrolik. Kecenderungan pada dua hal yang telah membawa dampak besar pada industri pengecoran. Yang pertama adalah mekanisasi dan otomatisasi proses pengecoran, yang telah menyebabkan perubahan signifikan dalam penggunaan peralatan dan tenaga kerja. Penemuan mesin dan proses-kontrol otomatis sistem telah menggantikan metode tradisional cetakan. Kecenderungan besar kedua telah meningkatnya permintaan untuk cetakan berkualitas tinggi dengan toleransi dimensi dekat.
- 2. Bab ini disusun berdasarkan klasifikasi utama dari praktek cetakan (lihat gambar II.2 dalam Pengenalan Bagian II.). Klasifikasi ini berkaitan dengan bahan pembentuk, proses pembentukan, dan metode memberi makan pembentuk dengan logam cair. Table 11.1 Summary of casting process Proses Advanteg Limitettion Mold Almost any metal cast : no limited to Some finishing required; parts size save or weight ; low tooling relatively coarse surface cost finish; wide tolerances Evaporative Good dimensional accuracy and surface Part size limited; expensive finish; high production rate patterns and equipment Most metal cast with no limit to size; Pattern have low strength and Pattern can be costly for low Complex part shapes quantities Intricate part shapes; good dimensional Limited to nonferrous metals; Mold accuracy and surface finish; low limited part size and volume porosity of production; mold-making time relatively long Intricate part shapes; close-tolerances Ceramic mold part; good surface finish Limited part size Intricate part shapes; excellent surface Part size limited; expensive finish and accuracy; almost any metal pattern, molds, and labor Permanent cast Expensive equipment; Centrifugal Large cylindrical or tubular parts with limited part shape good quality; high production rate Kategori utamanya adalah sebagai berikut: 1. Expendable mold, yang mana tipe ini terbuat dari pasir, gips, keramik, dan bahan semacamnya, dan umumnya dicampur dengan berbagai bahan pengikat (bonding agents) untuk peningkatan peralatan. Sebuah cetakan pasir khas terdiri dari 90% pasir, 7% tanah liat, dan 3% air. Seperti dijelaskan dalam Bab 8, materi-materi ini bersifat patah (bahwa, bahan ini memiliki kemampuan untuk bertahan pada temperatur tinggi logam cair). Setelah cetakan yang telah berbentuk padat, hasil cetakan dipisahkan dari cetakannya. 2. Permanent molds, yang mana terbuat dari logam yang tahan pada temperatur tinggi. Seperti namanya, cetakan ini digunakan berulang-ulang dan dirancang sedemikian rupa sehingga hasil cetakan dapat dihilangkan dengan mudah dan cetakan dapat digunakan untuk cetakan berikutnya. Cetakan logam dapat digunakan kembali karena bersifat konduktor dan lebih baik daripada cetakan bukan logam yang terbuang setelah digunakan (lihat Tabel 3.1).
- 3. Sehingga, cetakan padat terkena tingkat yang lebih tinggi dari pendinginan, yang mempengaruhi sturktur mikro dan ukuran butir dalam pengecoran. 3. Comosite molds, yang mana terbuat dari dua atau lebih material yang berbeda (seperti pasir, grafit, dan logam) dengan menggabungkan keunggulan masing-masing bahan. Pembentuk ini memiliki sifat tetap dan sebagian dibuang dan digunakan di berbagai proses cetakan untuk meningkatkan kekuatan pembentuk, mengendalikan laju pendinginan, dan mengoptimalkan ekonomi keseluruhan proses pengecoran. Karakteristik umum pengecoran cetakan pasir dan proses cetakan lainnya diberikan di Tabel 11.2. Hampir semua benda yang bersifat komersial menggunakan logam yang dapat di cor. Penyelesaian akhir diperoleh sebagian besar dari bahan cetakan. Bagaimanapun, seperti yang diharapkan, coran pasir umumnya memiliki sifat kasar, permukaan kasar. Dimensi toleransi umumnya tidak sebagus yang ada di mesin. Namun, bentuk yang rumit dapat dilakukan dengan cara casting, seperti blok mesin besi dan baling kapal yang sangat besar yang digunakan di laut. Karena karakteristik mereka yang unik dan aplikasinya, terutama di bidang manufaktur perangkat mikroelektronik, teknik dasar crystal-growing juga dijelaskan dalam bab ini, yang diakhiri dengan gambaran singkat mengenai pengecoran logam modern. 11.2 Proses cetakan expendable-mold Kategori-kategori cetakan expendable-mold adalah pasir, plaster molds, shell mold, cetakan keramik, evaporative pattern, dan investment molds. 11.2.1 Cetakan Pasir Metode tradisional pengecoran cetakan logam telah digunakan selama ribuan tahun. Cetakan pasir masih merupakan bentuk yang paling lazim dalam pengecoran; di Amerika Serikat saja, sekitar 15 juta ton logam di cor dengan metode ini setiap tahun. Aplikasi yang umum dalam pengecoran pasir termasuk basis mesin, pendorong turbin besar, baling-baling, perlengkapan pipa saluran air, dan berbagai komponen untuk pertanian dan peralatan kereta api. Kemampuan pengecoran pasir diberikan dalam Tabel 11.2. Pada dasarnya, pengecoran pasir terdiri dari : (a) menempatkan pola (memiliki bentuk yang diinginkan cetakan) dalam pasir untuk membuat sebuah imprint, (b) memasukkan system gating, (c) menghapus pola dan mengisi rongga cetakan dengan logam cair , (d) yang memungkinkan logam menjadi dingin sampai mengeras, (e) asir pembentuk meleaskan diri, dan (f) menghapus cetakan (Gambar 11.2).
- 4. Pasir Sebagian besar operasi pengecoran pasir menggunakan pasir silika (SiO2) sebagai bahan cetakan. Pasir yang murah dan cocok sebagai bahan cetakan karena karakteristik tahan temperatur tinggi dan memiliki titik lebur yang tinggi. Ada dua jenis karakteristik umum pasir: naturally-bonded(pasir sungai) dan sintetis (pasir danau). Karena komposisi dapat dikontrol lebih akurat, pasir sintetik lebih disukai oleh kebanyakan pengecoran logam. Untuk memfungsikan, cetakan pasir harus bersih dan lebih baru. Beberapa faktor penting dalam pemilihan pasir untuk cetakan, dan itu melibatkan pengorbanan tertentu yang terkait dengan properti. Pasir halus dengan butiran bulat dapat dikemas dengan cermat dan, dengan demikian, bentuk permukaan cetakan bersifat halus. Meskipun pasir halus meningkatkan kekuatan cetakan, butir halus juga lebih rendah menyerap air dan membentuk gas(penetrasi melalui pori-pori). Penyerapan air, gas pembentuk dan inti yang bagus memungkinkan gas dan uap berevolusi selama proses cetakan dengan mudah. Cetakan juga harus memiliki collapsibility baik untuk memungkinkan coran menyusut saat pendinginan dan, dengan demikian, untuk menghindari kerusakan di cetakan, seperti robek oleh panas dan patah (lihat Gambar. 10,12). Tipe sand molds. Pasir pembentuk (Gambar 11.3) yang ditandai dengan jenis pasir yang meliputi mereka dan dengan metode yang digunakan untuk menghasilkan mereka. Ada tiga : Figure 11.2 Outline of production steps in a typical sand-casting operation Figure 11.3 schematic illustration of sand mold, showing various features Tipe cetakan pasir: pasir-hijau, kotak-dingin, dan tidak ada-panggang pembentuk. Bahan pembentuk paling umum adalah cetakan pasir hijau, yang mana terbentuk dari campuran pasir, tanah liat, dan air. Istilah “ hijau” mengacu pada fakta bahwa logam dituangkan kedalam cetakan pasir yang lembab atau basah. Cetakan green-sand adalah metode paling murah untuk pembuatan cetakan, dan pasirnya dapat dengan mudah didaur ulang untuk digunakan lagi. Dalam metode skin-dried, permukaan cetakan dikeringkan, baik dengan
- 5. menyimpan cetakan di udara atau dengan mengeringkannya dengan obor. Karena kekuatan bahan lebih kuat, cetakan ini umumnya digunakan untuk cetakan besar. Dalam proses cetakan cold-box, lebih dikenal berbagai bahan organik dan anorganik yang dicampur ke dalam pasir untuk obligasi butir kimia untuk mendapatkan kekuatan yang lebih besar. Cetakan ini lebih akurat dimensi toleransinya dari cetakan pasir hijau, tetapi lebih mahal. Dalam proses cetakan tidak dengan pembakaran, resin sintetik cair dicampur dengan pasir, dan campuran mengeras pada suhu kamar. Karena ikatan cetakan dalam hal ini dan dalam proses kotak pendingin terjadi tanpa panas, maka mereka disebut sebagai proses pengaturan pendinginan. Lihat pada video di bawah ini. Cetakan Pasir yang kering dengan oven (dipanggang) sebelum penuangan logam cair, lebih kuat dari cetakan pasir hijau dan memberikan akurasi yang lebih baik dan menyelesaikan dimensi permukaan untuk pengecoran. Namun, metode ini memiliki kekurangan sebagai berikut: (a) distorsi cetakan yang lebih besar, (b) tuang lebih rentan terhadap merobek panas karena collapsibility bawah cetakan, dan (c) tingkat produksi lebih rendah karena waktu pengeringan yang cukup dibutuhkan. Fitur-fitur utama dari cetakan pasir akan dijelaskan selanjutnya. 1. Botol, yang mana pendukung cetakan itu sendiri. Cetakan dua potong terdiri dari 1 buah yang menghadap ke atas dan 1 buah menarik di bagian bawah: lapisan antara mereka adalah garis pemisah. Bila lebih dari dua buah digunakan dalam cetakan pasir, bagian penambahan dapat disebut cheeks. 2. Sebuah cawan tuang atau pouring cup, dimana logam cair dituang. 3. sprue, melalui logam cair yang mengalir ke bawah. 4. Sistem saluran, yang memiliki saluran yang membawa logam cair dari sprue ke rongga cetakan. Gates adalah lubang dalam rongga cetakan. 5. Risers, yang memasok logam cair tambahan untuk pengecoran karena menyusut selama pembekuan. Dua jenis risers yaitu mata tertutup dan mata terbuka. Ditunjukkan pada Gambar. 11.3. 6. Core, terbuat dari pasir. Mereka ditempatkan dalam cetakan untuk membentuk daerah kosong atau menentukan interior permukaan coran. Core juga digunakan di luar casting untuk membentuk fitur seperti huruf-huruf di permukaan dari casting atau kantong eksternal dalam. 7. Vent, dapat ditempatkan dalam cetakan untuk melakukan off gas cair yang dihasilkan ketika
- 6. logam datang ke dalam kontak dengan pasir dalam cetakan dan inti. Vent pembuangan udara dari rongga cetakan sebagai aliran logam cair ke dalam cetakan. Pola Pola yang digunakan untuk campuran pasir ke dalam bentuk cetakan terbuat dari kayu, plastik, atau logam. Pemilihan material pola tergantung pada ukuran dan bentuk cor, akurasi dimensi dan jumlah cetakan yang diperlukan, dan proses pencetakan. Karena pola yang digunakan berulang-ulang untuk membuat cetakan, kekuatan dan ketahanan dari bahan yang dipilih untuk pola harus mencerminkan jumlah pembentuk yang akan menghasilkan cetakan. Pola dapat dibuat dari kombinasi bahan dan biasanya dilapisi dengan agen perpisahan untuk memfasilitasi pemindahan pengecoran dari cetakan. Pola dirancang dengan berbagai fitur untuk menyesuaikan aplikasi spesifik dan kebutuhan ekonomi satu-potong, juga disebut pola longgar atau padat, umumnya digunakan untuk bentuk sederhana dan kuantitas produksi rendah, umumnya busur terbuat dari kayu dan tidak mahal. Split pola, pola dua-potong, dibuat sedemikian rupa sehingga masing-masing bagian membentuk bagian rongga untuk casting tersebut; dengan cara ini, penuangan dengan bentuk rumit dapat dihasilkan. Cocok-lempeng pola adalah jenis umum dari pola dipasang di mana dua potong pola dibuat dengan mengamankan setiap setengah satu atau lebih pola split ke sisi berlawanan dari lempeng tunggal (Gambar 11.4). Dalam konstruksi seperti itu, sistem gating dapat dipasang di sisi drag pola. Jenis pola yang paling sering digunakan bersama dengan mesin cetak dan produksi yang besar untuk menghasilkan cetakan lebih kecil. Sebuah perkembangan penting dalam cetakan dan pembuatan pola adalah aplikasi dari prototyping (bab 20). Pada pengecoran cetakan pasir, misalnya, pola dapat dipabrikasi dalam mesin prototipe cepat dan diikat di sebagian kecil dari waktu dan biaya pemesinan pola. Ada beberapa teknik prototyping yang cepat, sehingga alat-alat ini dapat diproduksi dengan cepat. Pola desain merupakan aspek penting dari operasi total casting. Desain harus disediakan untuk penyusutan logam, kemudahan pemindahan dari cetakan pasir dengan cara yang lancip atau draft (Gambar 11.5), dan aliran logam yang tepat dalam rongga cetakan. Topik ini dijelaskan secara lebih rinci dalam bab 12. Figure 11.4 A typical metal match-plate pattern used in sand casting Core
- 7. Untuk cetakan dengan rongga internal atau bagian, seperti yang ditemukan di sebuah blok mesin otomotif atau badan katup. Core ditempatkan dalam rongga cetakan untuk membentuk permukaan interior casting dan dikeluarkan dari bagian cetakan selama shake-out dan pengolahan lebih lanjut. Seperti cetakan, inti harus memiliki kekuatan, permeabilitas. Kemampuan untuk tahan panas, dan collapsibility; karenanya, core terbuat dari agregat pasir. Inti berlabuh kepada dudukan inti, yang wadahnya ditambahkan ke pola untuk mendukung inti dan untuk menyediakan ventilasi untuk keluar dari gas (Gbr. 11,61. Suatu masalah umum dengan core adalah bahwa (untuk beberapa persyaratan casting, seperti dalam kasus reses) mereka mungkin kekurangan dukungan struktural yang cukup dalam rongga. Untuk menjaga inti dari pergeseran, logam pendukung (penahan) dapat digunakan untuk jangkar inti pada tempatnya (Gbr. 11,6 b). Core umumnya dibuat dengan cara yang serupa dengan yang digunakan dalam pembuatan cetakan, sebagian besar dibuat dengan dinding(lihat Bagian 11.2.2), tidak di bakar, atau proses kotak-dingin. Inti berbentuk kotak inti, yang digunakan dalam banyak cara yang sama bahwa pola-pola yang digunakan untuk membentuk cetakan pasir. Sand-molding machines. Metode tertua cetakan yang masih digunakan untuk tuang sederhana, adalah dengan penempaan (tamping)di sekitar pola. Campuran pasir dipadatkan di pola oleh mesin cetak. Mesin ini tidak membutuhkan tenaga kerja. Mesin ini sulit untuk menawarkan hasil casting berkualitas tinggi dengan meningkatkan aplikasi dan distribusi tenaga, memanipulasi cetakan secara hati-hati untuk dikendalikan, dan laju peningkatan produksi. Dalam mold-vertical tanpa botol, potongan pola bentuk dinding ruang vertikal terhadap pasir yang ditiup dan dipadatkan (Gbr. 11,7). Kemudian kedua belah cetakan yang dikemas secara horisontal dengan garis perpisahan berorientasi vertikal dan pindah sepanjang konveyor. Operasi ini sederhana dan sebenarnya perlu menghilangkan penanganan termos, sangat memungkinkan untuk tingkat produksi tinggi, terutama ketika aspek-aspek lain dari operasi (seperti coring dan menuangkan) yang otomatis. Pasir slingers mengisi termos seragam dengan pasir di bawah aliran bertekanan tinggi, mereka digunakan untuk 611 botol besar dan biasanya dioperasikan oleh mesin. Sebuah mesin pendorong dalam melempar pasir dari pisau (atau cangkir) dengan kecepatan tinggi sehingga mesin tidak hanya tempat pasir, tapi juga penumbuk sejawarnya.Dalam dampak pembentuk, pasir dipadatkan dengan ledakan terkontrol atau pelepasan gas dikompresi sesaat.Metode ini menghasilkan cetakan dengan kekuatan seragam dan permeabilitas yang baik. Dalam cetak vakum (juga dikenal sebagai proses V), pola tertutup rapat dengan plastik lembaran tipis. Sebuah termos ditempatkan di atas pola dilapisi dan diisi dengan kering, pasir tanpa binder. Sebuah lembar kedua dari plastik kemudian diletakkan di atas pasir. dan tindakan kotak vakum pasir sehingga pola tersebut dapat ditarik. Cetakan kedua bagian tersebut dibuat dengan cara ini dan dirakit. Selama menuangkan, cetakan tetap berada di bawah vakum, tetapi rongga casting tidak. Ketika logam telah memperkuat, vakum dimatikan, dan pasir jatuh jauh, melepaskan coran.Vacuum molding memproduksi tuang dengan detail permukaan tinggi kualitas dan akurasi dimensi, melainkan cocok terutama untuk besar, relatif datar (pesawat) cor. Operasi pasir-casting. Setelah cetakan telah terbentuk dan inti telah ditempatkan pada posisi, kedua bagian (mengatasi dan tarik) ditutup, dijepit, dan tertimbang turun untuk mencegah pemisahan cetakan bagian bawah tekanan yang diberikan saat logam cair dituang ke rongga
- 8. cetakan. Sebuah urutan operasi lengkap dalam pengecoran pasir ditunjukkan pada Gambar. 11,8. Setelah pemadatan, cetakan terguncang keluar dari cetakan, dan pasir dan lapisan oksida mengikuti coran dikeluarkan oleh getaran (menggunakan pengocok) atau oleh pasir peledakan.Tuang juga dibersihkan oleh peledakan dengan tembakan besi atau grit. (shot blasting; Bagian 26,8).Penambah dan gerbang dipotong dengan memotong oxyfuel- gas,menggergaji, geser, dan roda abrasif, atau mereka dipangkas dalam mati. Gates dan penambah pada baja tuang juga dapat dihapus dengan busur karbon udara (Bagian 30,8) atau obor. Tuang dapat dibersihkan lebih lanjut dengan cara elektrokimia atau dengan pengawetan dengan bahan kimia untuk menghilangkan permukaan oksida. Casting selanjutnya dapat perlakukan panas untuk meningkatkan sifat tertentu yang diperlukan untuk menggunakan layanan sesuai dengan tujuannya, proses ini penting, terutama untuk baja tuang. Finishing operasi mungkin melibatkan permesinan, meluruskan, atau tempa dengan meninggalkan (ukuran) untuk mendapatkan dimensi akhir. Inspeksi merupakan langkah akhir penting dan dilakukan untuk memastikan bahwa coran memenuhi semua desain dan kualitas kontrol persyaratan. Rammed-graphite Molding. Dalam proses ini, grafit membentur (Bagian 8.6) digunakan untukmembuat cetakan untuk pengecoran logam reaktif, seperti titanium dan zirconium. Pasir tidak dapat digunakan karena logam bereaksi keras dengan silika. Cetakan dikemas seperti cetakan pasir, udara kering, dipanggang di 175 0C, 870 0C menembak, dan kemudian disimpan di bawah kelembaban terkendali dan suhu. Prosedur casting adalah sama dengan untuk cetakan pasir. 11,23 Plaster-mold casting Proses ini, dan cetakan-keramik dan casting investasi proses yang diuraikan dalam Bagian 11.2.4 dan 11.2.6, dikenal sebagai pengecoran presisi karena ketepatan dimensi yang tinggi dan permukaan yang baik yang diperoleh.Bagian umum yang dibuat adalah komponen kunci, roda gigi, katup, fiting, perkakas, dan ornamen. Benda tuang biasanya berat kurang dari 10 kg dan biasanya dalam kisaran 125-250 g, meskipun bagian-bagian ringan seperti 1 g telah dibuat.Kemampuan dari plester-cetakan casting diberikan dalam Tabel 11.2. Dalam proses pencetakan-plester, cetakan terbuat dari plester dari paris (gips atau kalsium sulfat) dengan penambahan tepung bedak dan silika untuk meningkatkan kekuatan dan mengendalikan waktu yang dibutuhkan untuk plester untuk mengatur.Komponen-komponen ini dicampur dengan air, dan lumpur yang dihasilkan dituangkan pola. Setelah plester set (biasanya dalam waktu 15 menit) tersebut akan dihapus, dan cetakan dikeringkan pada rentang temperatur 120 ° sampai 260 ° C untuk menghilangkan kelembaban. suhu pengeringan yang lebih tinggi dapat digunakan, tergantung pada jenis plester.Dua cetakan dirakit untuk membentuk rongga cetakan dan dipanaskan sampai sekitar 120 ° C. Logam cair kemudian dituangkan ke dalam cetakan. Karena cetakan plester memiliki permeabilitas yang sangat rendah, gas berevolusi selama pemadatan dari logam tidak dapat keluar.Akibatnya, logam cair dituang baik dalam vakum atau di bawah tekanan. permeabilitas pembentuk dapat ditingkatkan secara substansial dengan proses Antiokhia, di mana cetakan yang dehidrasi di oven (autoclave bertekanan)
- 9. selama 6 sampai 12 jam dan kemudian rehydrated di udara selama 14 jam. Cara lain untuk meningkatkan permeabilitas cetakan adalah dengan menggunakanbusa plester yang mengandung gelembung udara yang terperangkap. Pola untuk cetakan plester umumnya terbuat dari bahan seperti paduan aluminium, thermosetting plastik, kuningan, atau paduan seng. Kayu pola tidak cocok untuk membuat sejumlah besar cetakan, karena mereka berulang kali berhubungan dengan plester lumpur berbasis air. Karena ada batas untuk suhu maksimum cetakan plaster dapat menahanya (umumnya sekitar 1200 ° C), plester-cetakan pengecoran hanya digunakan untuk aluminium, magnesium, seng, dan beberapa paduan berbasis tembaga. Benda tuang yang memiliki kehalusan permukaan yang baik dengan rincian halus. Karena cetakan plester memiliki konduktivitas termal yang lebih rendah daripada yang lain, benda tuang dingin perlahan- lahan, dan dengan demikian, struktur butir lebih seragam diperoleh dengan warpage kurang. Wall ketebalan bagian tuang dapat 1-2,5 mm. 11.2.4 Ceramic-mold casting Proses casting-cetakan keramik (juga disebut menghadapi-dan-tarik investasi casting) mirip dengan proses plester-cetakan, dengan pengecualian bahwa ia menggunakan bahan-bahan cetakan tahan api yang cocok untuk aplikasi temperatur tinggi. bagian umum dibuat adalah impeler, pemotong untuk pengoperasian mesin, mati untuk Metalworking, dan cetakan untuk membuat komponen plastik dan karet. Bagian beratnya sebanyak 700 kg telah dilemparkan oleh proses ini. Lumpur adalah campuran zirkon halus (ZrSiO4), aluminium oksida, dan leburan silika, yang dicampur dengan agen bonding dan menuangkan atas pola (Gambar 11,10), yang telah ditempatkan dalam termos. Pola dapat dibuat dari kayu atau logam. Setelah pengaturan, cetakan (Seram face ic) dihapus, dikeringkan, dibakar untuk menghilangkan zat terbang, dan dipanggang. Cetakan yang dijepit tegas dan digunakan sebagai semua keramik cetakan. Dalam proses Shaw, face keramik yang didukung oleh fireclay (yang menolak suhu tinggi) untuk memberikan kekuatan untuk cetakan. The face kemudian dirakit ke dalam cetakan lengkap, siap untuk dituangkan. Perlawanan tinggi suhu bahan cetakan refraktori memungkinkan cetakan ini akan digunakan untuk pengecoran paduan tinggi suhu besi dan lainnya, noda kurang baja, dan baja perkakas. Meskipun proses ini agak mahal, tuang memiliki akurasi dimensi baik dan menyelesaikan permukaan melalui berbagai ukuran dan bentuk yang rumit. 11.2.5 evaporative-pattern casting (lost-foam proses) Evaporative-pola casting (dan investment casting dibahas berikutnya), kadang-kadang disebut sebagai proses pengecoran pola dibuang atau proses pola cetakan dibuang-dibuang. Hal ini unik karena cetakan dan pola harus diproduksi untuk setiap casting, sedangkan pola dalam proses uraikan sejauh yang dapat digunakan kembali. Tiikal aplikasi adalah kepala silinder, blok mesin, poros engkol, komponen rem, beragam, dan basis mesin.Kemampuan evaporative pola casting diberikan dalam Tabel 11.2. Proses casting evaporative-pola menggunakan pola polystyrene, yang evaporates pada kontak dengan logam cair membentuk rongga untuk coran, proses ini juga dikenal sebagai casting hilang-busa dan jatuh dalam proses perdagangan nama Kendali-Mold.
- 10. Gambar 11,10 urutan operasi dalam membuat cetakan keramik. Sumber: Hatyibook Logam, Vol. 5, 8 ed. Itu telah menjadi salah satu proses casting lebih penting untuk logam besi dan nonferrous, terutama untuk industri otomotif. Dalam proses ini, mentah, dibuang polystyrene (EPS) manik-manik yang mengandung 5 sampai dengan 8%-Tane pena (hidrokarbon volatile) ditempatkan dalam mati preheated yang biasanya terbuat dari aluminium. polistiren yang mengembang dan mengambil bentuk rongga mati. Tambahan panas diterapkan untuk sekering dan obligasi manik-manik bersama-sama. Yang mati kemudian didinginkan dan membuka dan pola polistiren dihapus. pola kompleks juga dapat dilakukan oleh ikatan bagian berbagai pola individu menggunakan panas-meleleh perekat (Bagian 32.4.1). Pola ini dilapisi dengan refraktori lumpur berbasis air, kering, dan ditempatkan dalam termos. termos kemudian diisi dengan longgar, pasir halus, yang mengelilingi dan mendukung pola (Gambar 11,11) dan mungkin kering atau dicampur dengan agen bonding untuk memberikan iklan kekuatan tradisional. Pasir berkala adalah dipadatkan, tanpa menghapus pola karet sintetis, maka logam cair dituangkan ke dalam cetakan. Tindakan ini segera menguap pola dan mengisi rongga cetakan, sepenuhnya menggantikan ruang yang sebelumnya ditempati oleh pola polistiren. menurunkan panas (depolymerizes) karet sintesis, dan produk degradasi yang dibuang ke pembulatan pasir. Kecepatan aliran logam cair dalam cetakan tergantung pada tingkat degradasi polimer. Penelitian telah menunjukkan bahwa aliran logam pada dasarnya adalah berlapis, dengan angka Reynolds dalam kisaran 400 sampai 3000. Kecepatan dari logam cair di depan pola logam-polimer (interface) adalah pada kisaran 0,1-1,0 m / s dan dapat dikontrol dengan memproduksi pola dengan rongga atau bagian berlubang. Dengan demikian, kecepatan akan meningkat dengan logam cair melintasi wilayah ini kosong, mirip dengan menuangkan logam ke dalam rongga kosong. 11,11 ilustrasi skematis dari proses pengecoran dibuang-pola, juga dikenal sebagai lost-foam atau evaporative-pola menyengat. Karena polimer membutuhkan energi yang cukup untuk menurunkan, gradien termal besar hadir dalam antarmuka logam-polimer. Dengan kata lain, logam cair dingin akan lebih cepat daripada jika itu dituangkan langsung ke dalam rongga kosong. Akibatnya, fluiditas kurang dari dalam pengecoran pasir. Hal ini memiliki efek yang penting pada mikro di seluruh casting dan juga mengarah ke arah solidifikasi logam. Polimetilmetakrilat (PMMA) dan karbonat polyalkylene juga dapat digunakan sebagai bahan pola untuk besi tuang.
- 11. Proses pola-evaporative memiliki sejumlah keunggulan dibandingkan metode casting lain: • Proses ini relatif sederhana karena ada garis perpisahan tidak, core, atau riser sistem. Oleh karena itu, memiliki fleksibilitas desain. • Murah termos yang memuaskan untuk proses itu. • Polistirena adalah murah dan dapat diproses dengan mudah ke dalam pola memiliki bentuk yang kompleks, berbagai ukuran, dan detail permukaan halus. • casting memerlukan minimal finishing dan pembersihan operasi. • Proses dapat diotomatisasi dan ekonomis untuk produksi lama berjalan. Namun, faktor utama adalah biaya untuk menghasilkan mati digunakan untuk memperluas polistiren manik- manik untuk membuat pola dan kebutuhan untuk dua set perkakas. Selain itu, proses ini digunakan untuk desain casting baru dan tidak untuk desain yang ada. Dalam modifikasi proses evaporative-pola, yang disebut CS Replicast proses, pola polistiren dikelilingi oleh shell keramik, lalu pola ini terbakar habis sebelum menuangkan logam cair ke dalam cetakan. keuntungan utamanya selama casting investasi (menggunakan pola lilin, Bagian 11.2.6) adalah bahwa pickup karbon ke logam dihindari sepenuhnya. perkembangan lebih lanjut dalam pola evaporative cetakan meliputi produksi komposit matriks logam (Bagian 9,5 dan 19,14). Selama pengecoran pola polimer, serat atau partikel yang tertanam di seluruhnya, yang kemudian menjadi bagian integral dari coran. teknik tambahan termasuk modifikasi dan perbaikan butir casting dengan menggunakan penyuling butir dan paduan pengubah-master (Bagian 11,7) dalam pola saat ini sedang dibentuk. STUDI KASUS 11,1 Lost-Foam Casting dari Blok Engine Salah satu bagian terpenting dalam sebuah mesin pembakaran internal mesin blok. Bentuk blok mesin kandang pada mesin, memberikan dasar struktur yang membungkus piston dan silinder, dan pertemuan yang signifikan tekanan selama operasi. . Menyadari tekanan pada industri berkualitas tinggi, biaya rendah dan desain ringan, Mercury tuang membangun sebuah garis casting hilang-busa untuk memproduksi blok mesin dan kepala silinder aluminium. Salah satu contoh bagian dihasilkan melalui casting hilang-busa adalah kW 45-3-silinder blok mesin yang digunakan untuk aplikasi kelautan dan diilustrasikan pada Gambar. 11,12. Sebelumnya dibuat sebagai delapan tuang mati terpisah, blok ini telah dikonversi ke casting, kehilangan satu-busa 10-kg dengan berat dan penghematan biaya 1 kg dan $ 25 pada setiap blok, masing-masing. Lupa casting-busa juga memungkinkan konsolidasi kepala silinder mesin dan knalpot dan sistem pendingin ke blok dan mengeliminasi mesin terkait dan pengencang dibutuhkan dalam pasir-cor atau desain mati-tuang. Selain itu, karena pola yang terdapat lubang dan ini dapat dibuang tanpa menggunakan core, operasi pengeboran banyak dihilangkan.
- 12. GAMBAR 11,12 (a) Logam dituangkan ke dalam cetakan untuk pengecoran hilang-busa dari 45 kW, mesin kelautan 3-silinder, (b) selesai blok mesin. Sumber: Courtesy of Mercury Marine. Mercury Marine juga berada di tengah mengembangkan mesin V6 baru memanfaatkan paduan aluminium tahan korosi baru dengan ketahanan aus meningkat. Desain mesin ini juga membutuhkan blok silinder dan integrasi kepala. Ini fitur bagian berlubang untuk air pendingin jaket yang tidak dapat buang dalam cetakan-mati atau semi-permanen cetak (proses yang digunakan untuk lainnya V6 blok). Berdasarkan keberhasilan pengecoran itu dengan blok-busa hilang 3-silinder, insinyur diterapkan hilang busa casting untuk blok V6 mati. Blok mesin baru sekarang melibatkan hanya satu casting, yang lebih ringan dan lebih murah daripada desain sebelumnya. Diproduksi dengan kepala silinder yang terintegrasi dan pembuangan dan sistem pendingin, komponen ini adalah cast hampa untuk membuat jaket pendingin air lebih efisien dari mesin selama operasi. Perusahaan juga telah mengembangkan proses busa-hilang bertekanan. Pola busa dibuat, ditempatkan dalam termos, dan dikelilingi oleh pasir. termos kemudian ditempatkan dalam bejana di mana robot menuang aluminium cair ke pola polistiren. Sebuah tutup pada bejana tertutup dan tekanan 1 MPa diterapkan untuk pengecoran sampai mengeras. Hasilnya adalah casting dengan dimensi akurasi yang lebih baik, porositas rendah, dan kekuatan meningkat dibandingkan dengan pengecoran hilang-busa konvensional. Sumber: Courtesy of Mercury Marine. 11.2.6 Investment casting Proses investasi-casting, juga disebut proses hilang-lilin, pertama kali digunakan selama periode dari 4CJ0 ke 3000 SM bagian umum dibuat adalah komponen untuk peralatan kantor serta komponen mekanis, seperti roda gigi, Bubungan, katup, dan roda bergigi searah. Suku Cadang sampai 1,5 m dengan diameter dan berat sebanyak 1140 kg telah dibuat dengan baik oleh proses ini. Kemampuan casting investment diberikan dalam Tabel 11.2. Urutan terlibat dalam casting investasi diperlihatkan pada Gambar. 11,13. Pola ini terbuat dari lilin atau dari plastik seperti polistiren dengan pencetakan atau pro totyping teknik cepat. Pola ini kemudian dicelupkan ke dalam bubur bahan refraktori seperti silika yang sangat halus dan bahan pengikat, termasuk air, etil silikat, dan asam. Setelah pelapisan awal ini telah kering, pola ini dilapisi berulang kali untuk meningkatkan ketebalan untuk kekuatan yang lebih baik. Investasi jangka berasal dari kenyataan bahwa pola diinvestasikan (ibulatkan)
- 13. dengan bahan refraktori. pola Wax perlu penanganan yang hati-hati karena mereka tidak cukup kuat untuk menahan pasukan yang ditemui selama pembuatan cetakan, namun, tidak seperti pola plastik, lilin dapat dikembalikan dan digunakan kembali. The one-piece cetakan dikeringkan di udara dan dipanaskan sampai suhu 90 ° sampai 175 ° C. Hal ini diadakan dalam posisi terbalik selama sekitar 12 jam untuk mencairkan keluar lilin. cetakan tersebut kemudian dipecat untuk 650 ° untuk 1050 ° C selama sekitar empat jam (tergantung pada logam yang akan tuang) untuk mengusir air dari kristalisasi (gabungan kimia air) dan untuk menghilangkan semua sisa lilin. Setelah logam telah dituangkan dan telah memperkuat, cetakan rusak dan casting akan dihapus. Beberapa pola dapat bergabung untuk membuat satu cetakan, disebut pohon (Gambar 11,13), signifikan GAMBAR 11,13 ilustrasi skematis dari investasi casting (hilang-lilin) proses. Tuang diproduksi oleh memod ini dapat dibuat dengan detail sangat halus dan dari berbagai logam. Sumber: Courtesy of steel Foundaries’ society of America. meningkatkan tingkat produksi. Untuk komponen kecil, pohon dapat disisipkan ke dalam termos permeabel dan diisi dengan investasi lumpur cair. Investasi kemudian ditempatkan dalam ruang dan dievakuasi (untuk menghilangkan gelembung udara di dalamnya) sampai cetakan mengeras. termos biasanya ditempatkan pada mesin vakum-casting, sehingga logam cair yang ditarik ke dalam cetakan permeabel dan ke bagian tersebut, detail halus memproduksi. Meskipun bahan cetakan dan tenaga kerja yang terlibat membuat proses hilang-lilin mahal, sangat cocok untuk pengecoran paduan tinggi-lebur-titik dengan sentuhan permukaan yang baik dan toleransi dimensi dekat; sedikit atau tidak ada operasi finishing, yang dinyatakan akan menambah secara signifikan terhadap total biaya pengecoran tersebut, diperlukan. Proses ini mampu menghasilkan bentuk yang rumit, dengan bagian-bagian beratnya dari 1 g untuk 35 kg dari berbagai logam besi dan nonferrous dan paduan. Recent uang muka termasuk casting titanium-mesin pesawat dan komponen kerangka pesawat struktural dengan tebal dinding atas perintah 1,5 mm, sehingga bersaing dengan struktur lembaran-logam yang sebelumnya digunakan.
- 14. Ceramic-shell investment casting. Sebuah variasi dari proses investasi-casting adalah casting keramik-shell. Menggunakan jenis yang sama dari lilin atau pola plastik, yang pertama dicelupkan dalam etil silikat gel dan kemudian menjadi fluidized bed (lihat Bagian 4.12) dari leburan silika halus atau tepung zirkon. Pola ini kemudian dicelupkan ke dalam silika berbutir kasar-untuk membangun pelapisan tambahan dan mengembangkan ketebalan yang tepat sehingga pola dapat menahan kejutan panas karena penuangan. Sisanya prosedur itu mirip dengan casting investasi. Proses ini ekonomis dan digunakan secara ekstensif untuk pengecoran presisi dan baja paduan tinggi suhu. Urutan operasi yang terlibat dalam pembuatan disk turbin dengan metode ini ditunjukkan dalam Gambar. 11,14. Jika core keramik digunakan dalam casting, mereka dibuang oleh pencucian dengan solusi kaustik di bawah tekanan tinggi dan suhu. Logam cair dapat dituangkan dalam vakum untuk mengekstrak gas berevolusi dan mengurangi oksidasi sehingga meningkatkan kualitas casting. Untuk lebih mengurangi microporosity, benda tuang yang dibuat oleh ini (serta proses lainnya) menjadi sasaran menekan isostatik panas. Aluminium tuang, misalnya, menjadi sasaran tekanan gas sampai 100 MPa pada 500 ° C. 11,14 GAMBAR Investment casting sebuah integral cor rotor untuk turbin gas, (pertemuan) pola Wax, (b) shell Keramik sekitar pola lilin. (C) Lilin dilebur dan cetakan diisi, di bawah kondisi vakum, dengan superalloy cair. (D) cast Rotor, diproduksi untuk membentuk bersih- bersih atau dekat. Sumber: Courtesy of Corporation Howmet. CONTOH 11,1 komponen superalloy Investment-cast untuk turbin gas Sejak 1960-an, investasi-cor superalloy telah menggantikan counter ¬ tempa bagian dalam turbin gas berkinerja tinggi. Banyak perkembangan telah terjadi dalam memproduksi superalloy bersih (nikel dan kobalt berbasis-based). Perbaikan telah dibuat pada peleburan dan teknik casting, seperti vakum-induksi mencair dan dengan menggunakan kontrol mikroprosesor. Pengotor dan tingkat inklusi memiliki sekutu dilanju mengalami penurunan, meningkatkan kekuatan dan daktilitas komponen ini. Sistem pengawasan ini penting, karena bagian ini beroperasi pada suhu hanya sekitar 50 ° C di bawah suhu solidus dari paduan (Bagian 4.3). Struktur mikro dari cor-investasi terpadu, rotor turbin gas ditampilkan di bagian atas Gambar. 11,15. Perhatikan baik-baik saja, seragam, sama-sumbu butir di seluruh penampang-rotor. Prosedur meliputi penggunaan tambahan nucleant pada logam cair, serta pengendalian dekat superheat nya, menuangkan teknik, dan pengendalian laju pendinginan coran. Sebaliknya, perhatikan struktur kasar-butir di bagian bawah Gambar. 11,15 menunjukkan jenis yang sama dari cast rotor konvensional. Rotor ini memiliki sifat rendah dibandingkan dengan rotor halus. Karena perkembangan dalam proses ini, proporsi bagian tuang ke bagian lain di dalam pesawat terbang mesin telah meningkat dari 20% menjadi sekitar 45% menurut beratnya. 11,15 GAMBAR Penampang dan mikro dari dua rotor: (atas) investasi-cor; (bawah) cor konvensional. Sumber: Bahan Advanced dan Proses, Oktober 1990, hal 25. ASM International. 113. Permanent-Mold Casting Processes Proses pengecoran cetakan tetap memiliki kelebihan tertentu atas proses casting lainnya, seperti dijelaskan di sini.
- 15. 11.3.1 Permanent-mold casting Dalam cetakan permanen-casting, (juga disebut keras-cetakan pengecoran), dua bagian dari cetakan terbuat dari material dengan tahan yang tinggi terhadap erosi dan kelelahan termal, seperti besi cor, baja, perunggu, grafit, atau paduan logam refraktori. bagian umum dibuat adalah mobil piston, kepala silinder, menghubungkan batang, perlengkapan kosong untuk peralatan dan dapur. Bagian yang dapat dibuat secara ekonomis umumnya memiliki berat kurang dari 25 kg, meskipun tuang khusus beratnya beberapa ratus kilogram telah dibuat dengan menggunakan proses ini. Kemampuan cetakan permanen-casting diberikan dalam Tabel 11.2. Rongga cetakan dan sistem gating adalah mesin ke dalam cetakan dan, dengan demikian menjadi bagian integral dari itu. Untuk menghasilkan tuang dengan rongga internal, core terbuat dari logam atau agregat pasir ditempatkan dalam cetakan sebelum pengecoran. bahan inti yang tipikal adalah minyak-berikat atau resin-bonded pasir, plester, grafit, abu-abu besi, baja karbon rendah, dan panas-pekerjaan baja mati. Gray besi paling sering digunakan, terutama untuk cetakan besar untuk casting aluminium dan magnesium. Sisipan juga digunakan untuk berbagai bagian cetakan. Dalam rangka meningkatkan kehidupan cetakan permanen, permukaan rongga cetakan biasanya dilapisi dengan bubur refraktori (seperti natrium silikat dan tanah liat) atau disemprot dengan grafit setiap tuang sedikit. Lapisan ini juga berfungsi sebagai agen perpisahan dan sebagai penghalang termal, sehingga mengendalikan laju pendinginan coran. Mekanikal ejector yang didapatkan (seperti pin terletak di berbagai bagian cetakan) mungkin diperlukan untuk menghilangkan tuang kompleks; ejector yang didapatkan biasanya meninggalkan jejak bulat kecil. Cetakan yang dijepit bersama-sama dengan cara mekanis dan dipanaskan sampai sekitar 150 ° sampai 200 ° C untuk memfasilitasi aliran logam dan mengurangi kerusakan termal untuk mati karena gradien temperatur tinggi. Logam cair kemudian dituangkan melalui sistem gating. Setelah pemadatan, cetakan dibuka dan casting akan dihapus. berarti khusus yang digunakan untuk mendinginkan cetakan termasuk air atau penggunaan sirip yang mirip dengan yang ditemukan di sepeda motor atau mesin pemotong rumput yang mendinginkan blok mesin. Meskipun operasi casting-cetakan permanen dapat dilakukan secara manual, bisa otomatis untuk produksi besar berjalan. Proses ini digunakan terutama untuk aluminium, magnesium, paduan tembaga, dan besi abu-abu karena mereka umumnya lebih rendah titik lebur, meskipun baja juga dapat dibuang dengan menggunakan grafit atau cetakan logam tahan panas. Ini menghasilkan cor dengan permukaan akhir yang baik, dekat toleransi dimensi, sifat mekanis seragam dan baik, dan pada tingkat produksi yang tinggi. Meskipun biaya peralatan bisa tinggi karena biaya mati tinggi, biaya tenaga kerja tetap rendah oleh proses otomatis. Proses ini tidak ekonomis untuk menjalankan produksi kecil dan bentuk yang rumit, karena kesulitan dalam menghapus coran dari cetakan. Namun, mudah disempitkan core pasir dapat digunakan, yang kemudian dikeluarkan dari cetakan, meninggalkan rongga internal yang rumit. Proses ini kemudian disebut casting semipermanen-cetakan. 11.3.2 Vacuum casting
- 16. Sebuah ilustrasi skematis dari proses vakum-casting atau counter-gravitasi rendah tekanan (CL) proses (tidak harus bingung dengan proses vakum pencetakan dijelaskan pada Bagian 11.2.1) ditunjukkan pada Gambar. 11,16. casting Vacuum adalah sebuah alternatif untuk investasi, shell-jamur, dan casting hijau-pasir dan cocok terutama untuk berdinding tipis (0,75 mm) bentuk kompleks dengan sifat seragam. bagian umum dibuat adalah turbin gas- komponen dari superalloy. Bagian ini, yang sering dalam bentuk superalloy untuk turbin gas, memiliki dinding setipis 0,5 mm. Dalam proses ini, campuran pasir halus dan urethane yang dibentuk atas logam meninggal dan disembuhkan dengan uap amina. cetakan kemudian diadakan dengan lengan robot dan terbenam sebagian ke dalam logam cair yang diadakan di sebuah tungku induksi. logam mungkin meleleh di udara (PKB proses) atau dalam vakum (CLV proses). vakum ini mengurangi tekanan udara di dalam cetakan sampai sekitar dua-pertiga dari tekanan atmosfer, sehingga gambar logam cair ke dalam rongga cetakan melalui gerbang di dasar cetakan. Logam dalam tanur pada suhu 55 ° C biasanya di atas likuidus suhu paduan. Oleh karena itu, mulai memperkuat dalam waktu yang sangat singkat. Setelah cetakan penuh, maka ditarik dari logam cair. Proses ini dapat diotomatisasi, dan biaya produksi adalah sama dengan yang untuk pengecoran hijau-pasir. Karbon, rendah dan baja paduan tinggi, dan bagian-bagian baja stainless berat sebanyak 70 kg telah dilemparkan vakum dengan metode ini. bagian KKB dilakukan dengan mudah pada volume tinggi dan relatif murah. bagian CLV biasanya melibatkan logam reaktif, seperti aluminium, titanium, zirkonium, dan hafnium. 11.3.3 Slush casting Telah dicatat dalam Gambar. 10,11 bahwa kulit mengeras berkembang pertama di casting, dan kulit ini kemudian menjadi lebih tebal dengan waktu. tuang Hollow dengan dinding tipis dapat dibuat dengan pengecoran cetakan-permanen dengan menggunakan prinsip ini: suatu proses yang disebut casting lumpur. Proses ini cocok untuk menjalankan produksi kecil dan umumnya digunakan untuk membuat orna ¬ objek mental dan dekoratif (seperti basis lampu dan tangkai) dan mainan dari logam rendah-titik lebur seperti seng, timah, dan paduan timah. Logam cair dituangkan ke dalam cetakan logam. Setelah ketebalan yang diinginkan kulit dipadatkan diperoleh, cetakan terbalik (atau tersampir) dan sisa logam cair dituang keluar. Memperdua cetakan kemudian dibuka, dan casting akan dihapus. Perhatikan bahwa operasi ini sangat mirip dengan membuat bentuk coklat berongga, telur, dan confectionaries lainnya. 113,4 Pressure casting Dalam dua proses permanen-cetakan dijelaskan sebelumnya, aliran logam cair ke rongga cetakan dengan gravitasi. Dalam pengecoran tekanan (juga disebut tekanan menuangkan atau cor tekanan rendah), logam cair dipaksa ke atas oleh tekanan gas menjadi grafit atau cetakan logam. Tekanan ini dipertahankan sampai logam telah memperkuat sepenuhnya dalam cetakan. Logam cair juga bisa dipaksa ke atas oleh sebuah vakum, yang juga menghilangkan gas terlarut dan menghasilkan casting dengan porositas rendah. Tekanan casting umumnya digunakan untuk tuang berkualitas tinggi (seperti roda baja kereta api-mobil), walaupun roda ini mungkin juga dilemparkan dalam cetakan pasir atau cetakan semipermanen dibuat grafit pf dan pasir.
- 17. 11.3.5 Die casting Proses die casting, yang dikembangkan pada awal 1900-an, adalah contoh lebih lanjut dari casting-permanen cetakan. bagian umum yang dibuat oleh die casting adalah motor perumahan, blok mesin, bisnis-mesin dan komponen alat, perkakas tangan, dan mainan. Berat berkisar dari cetakan yang paling kurang dari 90 g menjadi sekitar 25 kg. Peralatan biaya, khususnya biaya meninggal, yang agak tinggi, tetapi biaya tenaga kerja umumnya rendah, karena proses ini sekarang atau semi-otomatis. Die casting adalah ekonomis untuk produksi yang besar berjalan. Kemampuan die casting diberikan dalam Tabel 11.2. Dalam proses ini, logam cair dipaksa ke dalam rongga mati pada tekanan berkisar 0,7-700 MPa. The casting Eropa tekanan-mati panjang (atau hanya die casting), yang digambarkan dalam bagian ini, tidak menjadi bingung dengan tekanan jangka casting diuraikan dalam Bagian 11.3.4. Ada dua tipe dasar mesin mati-casting: panas-dingin-kamar dan ruang. Proses panas-ruang (Gambar 11,17) melibatkan penggunaan piston, yang volume tertentu perangkap logam cair dan pasukan ke rongga mati melalui leher angsa dan nozzle. Berbagai tekanan sampai dengan 35 MPa dengan rata-rata sekitar 15 MPa. logam ini diadakan di bawah tekanan hingga mengeras dalam mati. Untuk meningkatkan hidup mati dan untuk membantu pendinginan logam cepat (sehingga mengurangi waktu siklus) meninggal biasanya didinginkan oleh sirkulasi air atau minyak melalui berbagai saluran di blok mati. paduan titik lebur rendah (seperti seng, magnesium, timah, dan memimpin) umumnya dilemparkan menggunakan proses ini. Siklus kali biasanya berkisar 200-300 tembakan (suntikan individu) per jam untuk seng, meskipun sangat kecil komponen seperti gigi ritsleting dapat dibuang pada tingkat dari 18.000 tembakan per jam.
- 18. Dalam proses dingin-ruang (Gambar 11,18), logam cair dituang ke dalam silinder injeksi (ruang ditembak). Ruang yang tidak dipanaskan, maka istilah ruang dingin. logam ini dipaksa masuk ke rongga mati pada tekanan biasanya berkisar antara 20-70 MPa, meskipun mereka mungkin setinggi 150 MPa. GAMBAR 11,17 ilustrasi skematis dari ruang-panas mati-proses pengecoran. GAMBAR 11,18 ilustrasi skematis dari ruang-dingin mati-proses pengecoran. Mesin ini besar dibandingkan dengan ukuran casting, karena kekuatan tinggi diperlukan untuk menjaga kedua bagian dari mati tertutup di bawah tekanan. Mesin arah horizontal (seperti pada gambar) atau vertikal, dalam hal ini ruang shot vertikal. Tinggi titik lebur-paduan dari aluminium, magnesium, dan tembaga biasanya adalah cor dengan metode ini, meskipun logam lainnya (termasuk logam besi) juga dapat dibuang. Temperatur logam cair-mulai dari sekitar 600 ° C selama beberapa paduan aluminium dan magnesium, dan meningkatkan cukup untuk paduan berbasis tembaga dan besi berbasis. Proses seleksi kemampuan dan mesin. Die casting memiliki kemampuan untuk produksi cepat kuat, bagian berkualitas tinggi dengan bentuk yang kompleks, terutama dengan aluminium, kuningan, magnesium, dan seng (Tabel 11.3). Hal ini juga menghasilkan akurasi dimensi yang baik dan detail permukaan, sehingga bagian mesin memerlukan sedikit atau tidak ada quent subse ¬ atau operasi finishing (bersih-bentuk pembentukan). Karena tekanan tinggi yang terlibat, dinding setipis 0,38 mm yang diproduksi, yang lebih tipis dari yang diperoleh dengan metode casting lainnya. Namun, tanda ejektor tetap, karena mungkin sejumlah kecil lampu kilat (bahan tipis diperas antara mati) di garis perpisahan mati. Bagian khas yang dibuat oleh die casting ditunjukkan pada Gambar. 11.Id, perhatikan bentuk yang rumit dan detail permukaan halus. Dalam pembuatan bagian-bagian tertentu, die casting dapat bersaing baik dengan metode pengolahan lainnya (seperti stempel logam lembaran dan tempa) atau proses casting lainnya. Selain itu, karena logam cair panas dingin cepat pada dinding mati, casting memiliki kulit, halus keras dengan kekuatan tinggi. Akibatnya, rasio kekuatan-ke-berat meningkat mati-cor bagian dengan penurunan tebal dinding. Dengan
- 19. kehalusan permukaan yang baik dan akurasi dimensi, die casting dapat menghasilkan permukaan yang halus untuk bantalan yang biasanya dinyatakan dengan mesin. Komponen seperti pin, poros, dan pengencang berulir dapat die cast integrally. Disebut cetak insert, proses ini mirip dengan menempatkan tongkat kayu di pop-sicles sebelum pembekuan (lihat juga Bagian 19.3). Untuk kekuatan mterfacial baik, permukaan mungkin memasukkan Knurled (lihat Gambar 23.If)., Alur, atau splined. Baja, kuningan, dan perunggu menyisipkan digunakan umumnya dalam paduan mati-casting. Dalam memilih bahan masukkan, kemungkinan korosi galvanik harus diperhitungkan. Untuk menghindari masalah potensial, masukkan dapat terisolasi, disepuh, atau permukaan-diobati. Karena tekanan tinggi yang terlibat, die casting dies untuk memiliki kecenderungan untuk bagian kecuali dijepit bersama-sama erat. Cetakan-mati mesin demikian dinilai sesuai dengan gayaclamping yang dapat diberikan untuk menjaga mati tertutup. Kapasitas mesin tersedia secara komersial adalah sekitar 23-2.700 ton. Faktor-faktor lain yang terlibat dalam pemilihan mesin mati-casting adalah ukuran mati, stroke piston, tekanan ditembak, dan biaya. Die-casting mati (Gambar 11,19) mungkin rongga tunggal, beberapa rongga (dengan rongga beberapa identik), kombinasi rongga (dengan rongga yang berbeda), atau unit mati (mati kecil sederhana yang dapat dikombinasikan dalam dua atau lebih unit dalam mati memegang master). Biasanya, rasio bobot mati-bagian-berat adalah 1000 dengan 1, sehingga mati karena casting beratnya 2 kg akan berat sekitar 2000 kg. Meninggal biasanya terbuat dari baja hot- kerja mati atau baja cetakan (lihat Bagian 5.7). Die mengenakan meningkat dengan temperature dari logam cair. memeriksa Kalor mati (permukaan retak dari pemanasan dan pendinginan berulang dari, mati dibahas dalam Bagian 3.6) bisa menjadi masalah. Ketika bahan mati yang dipilih dan dipelihara dengan baik, meninggal dapat berlangsung lebih dari setengah juta tembakan sebelum memakai mati signifikan terjadi. Die termasuk desain lancip (draft) untuk memungkinkan penghapusan coran. The sprues dan pelari dapat dihapus secara manual atau dengan menggunakan trim meninggal di tekan. Die casting seluruh dan proses finishing sekarang sangat otomatis. Pelumas (agen perpisahan) sering digunakan sebagai lapisan tipis pada permukaan yang mati, mereka biasanya adalah pelumas berbasis air dengan grafit atau komponen lain di dalam suspensi. Karena kapasitas pendingin air yang tinggi, cairan ini juga efektif dalam menjaga tem ¬ mati peratures rendah untuk hidup mati ditingkatkan. 11.3.6 Centrifugal casting Seperti namanya, proses pengecoran sentrifugal memanfaatkan gaya inersia (yang disebabkan oleh rotasi) untuk mendistribusikan logam cair ke cetakan rongga-metode yang pertama kali diusulkan di awal 1800-an. Ada tiga jenis sentrifugal casting: pengecoran centrifugal benar, casting semicentrifugal, dan pemusingan. True Sentrifugal Casting. Dalam pengecoran sentrifugal benar, bagian silinder berongga (seperti pipa, pistol barel, ring, lapisan silinder mesin, bantalan cincin dengan atau tanpa flensa, dan posting lampu jalan) yang diproduksi oleh teknik yang ditunjukkan pada Gambar. 11,20. Dalam proses ini, logam cair dituang ke dalam cetakan yang berputar. Sumbu rotasi biasanya horizontal tetapi dapat vertikal untuk benda kerja pendek. Cetakan terbuat dari baja, besi, atau grafit dan dapat dilapisi dengan lapisan tahan api untuk meningkatkan kehidupan cetakan. Permukaan cetakan dapat dibentuk sehingga pipa dengan berbagai desain eksternal
- 20. dapat dibuang. Permukaan dalam pengecoran tetap silinder, karena logam cair terdistribusi secara merata oleh kekuatan sentrifugal. Namun, karena perbedaan densitas, unsur-unsur ringan (seperti sampah, kotoran, dan potongan-potongan lapisan refraktori) cenderung untuk mengumpulkan pada permukaan bagian dalam coran. Akibatnya, sifat-sifat casting dapat bervariasi di seluruh thicknes-nya .. Silinder bagian mulai dari 13 mm sampai 3 m dengan diameter dan 16 m panjang dapat melemparkan centrifugally dengan tebal dinding berkisar antara 6 sampai 125 mm. Tekanan yang dihasilkan oleh gaya sentrifugal yang tinggi (sebanyak 150 g); tekanan tinggi tersebut diperlukan untuk casting bagian berdinding tebal. Cor dengan kualitas yang baik, GAMBAR 11,20 (a) Skema ilustrasi dari proses sentrifugal-casting. Pipa, liners silinder, dan bagian juga dapat berbentuk cor dengan proses ini, (b) Side melihat mesin. akurasi dimensi, dan detail permukaan eksternal dihasilkan oleh proses ini. Kemampuan pengecoran sentrifugal diberikan dalam Tabel 11.2. Semicentrifugal casting. Contoh casting semicentrifugal ditunjukkan pada Gambar. 11.21a. Metode ini digunakan untuk membuang bagian dengan simetri rotasi, seperti roda dengan jari-jari. Cebtrifuging. Dalam centnfuging (juga disebut casting centrifuge), rongga cetakan bentuk apapun ditempatkan pada jarak tertentu dari sumbu rotasi. Logam cair dituangkan dari pusat dan dipaksa ke dalam cetakan dengan kekuatan sentrifugal (Gambar 11.21b). Sifat dari benda tuang dapat bervariasi dengan jarak dari sumbu rotasi, seperti dalam pengecoran sentrifugal benar.
- 21. 11.3,7 Squeeze casting dan logam membentuk semisolid proses pengecoran Dua yang pada dasarnya adalah kombinasi pengecoran dan penempaan (Bab 14) yang memeras casting dan semisolid-logam membentuk. GAMBAR 11,21 (a) Skema ilustrasi proses pengecoran semicentrifugal. Roda dengan jari- jari dapat dibuang dengan proses ini, (b) Skema ilustrasi casting oleh pemusingan. Cetakan ditempatkan di pinggir bmesin, dan terpaksa logam cair ke dalam cetakan dengan gaya sentrifugal. GAMBAR 11,22 urutan operasi dalam proses meremas-casting. Proses ini mengkombinasikan keuntungan pengecoran dan penempaan. Squeeze casting . The meremas casting (atau cairan-logam tempa) proses de ¬ dikembangkan pada tahun 1960 dan melibatkan solidifikasi logam cair di bawah tekanan tinggi (Gambar 11,22). produk khas dibuat adalah komponen otomotif dan badan-badan mor tar ¬ (sebuah meriam berlaras pendek). mesin meliputi pukulan, mati, dan pin ejector. Tekanan yang diberikan oleh punch terus gas terperangkap dalam larutan, dan kontak di bawah tekanan tinggi pada antarmuka mati-logam mempromosikan perpindahan panas yang cepat, sehingga menghasilkan struktur mikro yang halus dengan sifat mekanik yang baik. Penerapan tekanan juga mengatasi kesulitan makan yang mungkin muncul ketika casting logam dengan berbagai pembekuan panjang (Bagian 10.2.2). Tekanan ulang diperlukan dalam menekan casting adalah lebih rendah daripada panas atau dingin penempaan. bagian kompleks dapat dibuat untuk membentuk dekat-bersih dengan detail permukaan halus dari kedua nonferrous dan paduan besi. Semisolid-logam pembentuk. Semisolid-logam membentuk (juga disebut pemrosesan bubur-negara, lihat Gambar 10.4). Dikembangkan pada tahun 1970an dan dimasukkan ke dalam produksi komersial pada tahun 1981. Ketika memasuki mati, logam (consiting komponen cair dan padat) ini diaduk sehingga semua dendrit dilumatkan menjadi padatan halus, dan ketika didinginkan di mati, ia mengembangkan model menjadi struktur halus. pameran paduan Perilaku thixotropic (maka proses juga disebut thixoforming), yang berarti viskositasnya menurun ketika diganggu. Jadi, misalnya, saat istirahat dan di atas suhu solidus nya, paduan memiliki konsistensi mentega, tapi ketika aggitated penuh semangat, konsistensi menjadi lebih seperti minyak motor. Pengolahan logam dalam keadaan lembek mereka juga telah menyebabkan perkembangan di negara-ekstrusi lembek, penempaan, dan berguling (maka istilah rnetalworking semisolid). Proses ini juga digunakan dalam pembuatan bagian dengan casting yang dirancang khusus atau tempa paduan dan komposit matriks logam. Thixotropic perilaku telah digunakan dalam mengembangkan teknologi yang tunas com ¬ coran dan tempaan billet bagian menggunakan cor yang dipalsukan ketika 30-40 cair%. Magnesium alloy komponen otomotif, misalnya, telah dibuat sama dengan fitur yang menggabungkan proses die casting dan cetakan injeksi plastik menggunakan reciprocating sekrup (lihat Bagian 19.3). Suku cadang yang dibuat meliputi pengawasan senjata, bracket, dan komponen kemudi. Pengolahan baja oleh thixoforming belum mencapai tahap yang sama dengan magnesium, terutama karena suhu tinggi yang terlibat yang mempengaruhi hidup mati dan kesulitan dalam membuat bentuk kompleks. Keuntungan dari logam semisolid
- 22. membentuk lebih dari die casting adalah (a) struktur dikembangkan adalah homogen, dengan sifat seragam dan kekuatan yang tinggi, (b) Bagian kedua tipis dan tebal dapat dibuat, (c) casting serta tempa loys ¬ al dapat digunakan, dan (d) bagian panas kemudian dapat diobati. Namun, material dan biaya keseluruhan yang lebih tinggi daripada die casting. Rheocasting. Ini adalah satu lagi teknik, pertama diselidiki pada 1960-an, untuk membentuk logam di negara semisolid. logam tersebut dipanaskan sampai di atas suhu solidus dan dituangkan ke dalam kapal untuk mendinginkannya ke negara semisolid. bubur kemudian dicampur dan dikirim ke cetakan atau mati. Proses ini digunakan berhasil dengan paduan aluminium dan magnesium. 11.3.8 operasi pengecoran cetakan Komposit Komposit cetakan terbuat dari dua atau lebih material yang berbeda dan digunakan dalam cetakan shell dan proses casting lainnya. Mereka umumnya bekerja di casting bentuk yang kompleks, seperti impeler untuk turbin. cetakan Komposit meningkatkan kekuatan cetakan, meningkatkan akurasi dimensi dan menyelesaikan permukaan casting, dan dapat membantu mengurangi biaya keseluruhan dan waktu proses. Molding bahan sering digunakan adalah kerang (dibuat seperti yang dijelaskan sebelumnya), gips, pasir dengan bahan, logam, dan grafit. Jamur ini juga dapat mencakup core dan menggigil untuk mengendalikan tingkat pemadatan di daerah-daerah kritis cor. 11,4 Teknik Casting untuk Komponen Single-Crystal Karakteristik struktur kristal tunggal dan polikristalin pada logam yang described dalam Bagian 1.2. Bagian ini menjelaskan teknik yang digunakan untuk membuang komponen kristal tunggal (seperti bilah turbin gas) yang umumnya terbuat dari nikel berbasis superalloy dan digunakan dalam tahap panas mesin. Prosedur yang terlibat juga dapat digunakan untuk paduan lainnya dan komponen. Konvensional casting pisau turbin. Proses konvensional-casting menggunakan cetakan keramik. Logam cair dituangkan ke dalam cetakan dan mulai sehingga solidify di dinding keramik. Struktur butir dikembangkan adalah polikristalin, seperti yang ditunjukkan pada Gambar. 10.2c. Namun, keberadaan batas butir membuat struktur ini rentan terhadap creep dan cracking sepanjang batas bawah yang kekuatan sentrifugal dan temperatur tinggi sering ditemui dalam operasi turbin gas. Directionally solidified blades. Proses arah-solidifikasi (Gambar 11.23a) pertama kali dikembangkan pada tahun 1960. Cetakan keramik dipanaskan dengan pemanasan berseri- seri, dan cetakan didukung oleh sebuah pelat pendingin air dingin. Setelah logam dituangkan ke dalam cetakan, majelis dingin-piring diturunkan perlahan-lahan. Kristal mulai tumbuh pada permukaan dingin-piring dan ke atas, seperti butir kolumnar ditunjukkan pada Gambar. 10.3. Pisau dengan demikian dipadatkan secara terarah dengan longitudinal tapi tidak batas butir melintang. Akibatnya, pisau itu lebih kuat ke arah gaya sentrifugal dikembangkan pada turbin gas. 11,23 GAMBAR Metode casting pisau turbin: (a) pemadatan arah; (b) metode untuk menghasilkan sebuah pisau kristal tunggal, dan (c) pisau kristal tunggal dengan bagian
- 23. penyempitan masih terpasang. Sumber: (a) dan (b) Setelah Kear BH, (c) Courtesy of ASM International. Single-kristal blades. Dalam tumbuh kristal, yang dikembangkan pada tahun 1967, cetakan memiliki penyempitan dalam bentuk pembuka botol atau heliks (Gambar 11.23b dan c). Bagian-lintas sangat kecil yang memungkinkan hanya satu kristal agar sesuai melalui. Mekanisme pertumbuhan kristal adalah sedemikian rupa sehingga hanya berorientasi kristal yang paling baik yang dapat tumbuh (situasi yang mirip dengan yang ditunjukkan pada Gambar 10.3). Melalui helix karena semua yang lain akan dicegat oleh dinding-dinding bagian heliks. Sebagai perakitan diturunkan perlahan, kristal tunggal tumbuh ke atas melalui penyempitan dan mulai tumbuh dalam cetakan. kontrol yang ketat dari tingkat gerakan penting. Massa mengeras dalam cetakan adalah pisau kristal tunggal. Meskipun pisau ini lebih mahal daripada jenis lainnya, kurangnya batas butir membuat mereka tahan terhadap creep dan thermal shock, sehingga mereka memiliki kehidupan layanan lebih lama dan lebih handal. Single-kristal growing. Single-kristal tumbuh merupakan kegiatan utama dalam industri semikonduktor dalam pembuatan silikon wafer dari dalam perangkat mikroelektronik (Bab 28).Ada dua metode dasar kristal tumbuh. GAMBAR 11,24 Dua metode tumbuh kristal: (a) menarik kristal (proses Czochralski) dan (b) metode floating-zona. Kristal tumbuh sangat penting terutama dalam industri semikonduktor, (c) ingot kristal tunggal yang dihasilkan oleh proses Czochralski. Sumber: Courtesy of Intel Corp 11.5 Rapid Solidifikasi Sifat paduan amorf (juga dikenal sebagai gelas metalik) digambarkan dalam Bagian 6.14. Teknik untuk membuat paduan ini (disebut solidifikasi cepat) melibatkan pendinginan logam cair dengan harga setinggi 106 / s K, sehingga tidak memiliki cukup waktu untuk mengkristal (lihat juga Gambar. 1.11). hasil solidifikasi cepat dengan ekstensi signifikan kelarutan padat, perbaikan gandum, dan microsegregation berkurang (lihat Bagian 10.2.3), antara efek lain. Dalam metode umum yang disebut mencair berputar (Gambar 11,25), paduan dilebur dengan induksi dalam wadah keramik. Hal ini kemudian mendorong tekanan gas tinggi dengan kecepatan yang sangat tinggi terhadap tembaga disk berputar (blok dingin), yang menggigil paduan dengan cepat (Gambar percikan pendingin). 11,6 Inspection of casting
- 24. Kontrol dari semua tahap selama casting-dari persiapan cetakan ke penghapusan tuang dari cetakan atau mati-adalah penting dalam mempertahankan kualitas yang baik. Beberapa metode dapat digunakan untuk memeriksa tuang untuk menentukan kualitas dan keberadaan dan jenis cacat mungkin. Benda tuang dapat diperiksa secara visual atau optis untuk cacat permukaan. Bawah permukaan dan cacat internal yang diteliti menggunakan berbagai teknik nond estructive ¬ (Pasal 36,10). Dalam pengujian merusak (Bagian 36,11), benda uji dikeluarkan dari berbagai bagian casting untuk menguji kekuatan, daktilitas, dan sifat mekanis lainnya dan untuk menentukan keberadaan, lokasi, dan pemecah batu Distri porositas dan cacat lainnya. GAMBAR 11,25 (a) Skema ilustrasi mencair-berputar untuk menghasilkan strip tipis logam amorf, (b) Foto produksi nikel-paduan melalui mencair-berputar Sumber: Courtesy of Siemens AG. Tekanan ketatnya komponen cor (katup, pompa, dan pipa) biasanya ditentukan oleh menyegel bukaan di casting dan pressurizing dengan air, minyak, atau udara. (Karena udara kompresibel, penggunaannya sangat berbahaya dalam tes seperti itu karena kemungkinan ledakan mendadak karena cacat besar di cor) Untuk ¬ eks. No kebocoran-ketatnya persyaratan dalam aplikasi kritis, helium bertekanan atau spe ¬ cially beraroma gas dengan detektor (sniffers) digunakan. pengecoran kemudian diperiksa untuk menemukan kebocoran sementara tekanan dipertahankan. Tidak dapat diterima atau cacat tuang remelted untuk daur ulang. Published in Green Sand moulding Tagged under green sand moulding Read more 2 comments
- 25. Green Sand moulding Written by admin2 Selasa, 15 May 2012 10:45 Published in Green Sand moulding Tagged under green sand moulding Read more Be the first to comment! Proses Casting Quality Casting
- 26. Proses Melting (0) o Material & Mechanical Property (1) o Requirement for Row & Saub Material (2) o Electric Furnace (1) o Lining (1) o Melting, Mixing, Inoculant (1) o Trouble Shooting Melting (1) o Kaizen Melting (2) Proses Pouring (0) o Pengetahuan Pouring (2) o Manual Pouring (2) o Pouring dengan joy stick (1) o Pouring otomatis (1) o Metode Pouring (1) o Trouble Shooting Pouring (1) o Kaizen Pouring (1) Proses Moulding (0) o Mesin Moulding (1) o Characteristic Green Sand Moulding (0) o Characteristic Moulding (1) o Trouble Shooting Moulding (1) o Kaizen Moulding (1) o Green Sand moulding (2) Proses Shell Moulding (0) o Mesin Shell Moulding (1) o Resin Coated Sand (0) o Characteristic Resin Coated Sand (0) o Characteristic Shell Moulding (1) o Trouble Shooting Shell Moulding (1) o Kaizen Shell Moulding (1) Proses Core (0) o Mesin Core Making (1) o Resin Coated Sand (1) o Characteristic Resin Coated Sand (1) o Characteristic Produk Core (1) o Trouble Core (1) o Kaizen Core (1) Pattern & Gatting System (0) o Pengetahuan Design (2) o Peralatan Design (1) o Mesin Pembuat Pattern (1) o Proses Pembuatan Pattern (1) o Trouble Pembuatan Pattern (1) o Kaizen Pattern & Gatting System (1) Proses Fettling (0) o Pengetahuan Proses Fettling (1) o Peralatan Fettling (1) o Trouble Fettling (1) o Kaizen Proses Fettling (1) Proses Finishing (De-Burring) (0)
- 27. o Pengertian Finishing (2) Proses Heat Treatment (0) Proses Painting (0) o Pengertian Painting (3) Proses Shot Blasting (0) Quality Training (1) Login | Home CSS Valid | XHTML Valid | Top | + - | RTL LTR Copyright © PT. Pakerin 2013 All rights reserved. Developed by Web Design Development Surabaya Melting Pouring Moulding Shell Moulding Core Pattern & Gatting System Fettling Shot Blasting Finishing Quality Training