

Recomendados
Más contenido relacionado
Destacado
Destacado (11)
Similar a Jn 85 utr manual
Más de Anirudh Chaiworaporn
Más de Anirudh Chaiworaporn (20)
Jn 85 utr manual
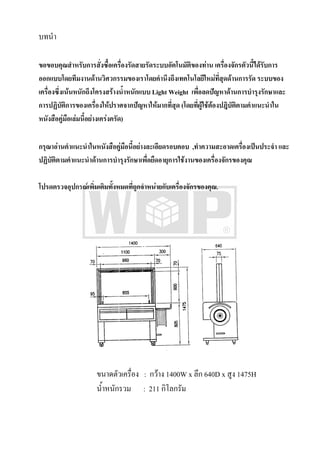
- 1. บทนํา ขอขอบคุณสําหรับการสั่งซื้อเครื่องรัดสายรัดระบบอัตโนมัติของทาน เครื่องจักรตัวนี้ไดรับการ ออกแบบโดยทีมงานดานวิศวกรรมของเราโดยคํานึงถึงเทคโนโลยีใหมทสุดดานการรัด ระบบของ ี่ เครื่องซึ่งเนนหนักถึงโครงสรางน้ําหนักแบบ Light Weight เพื่อลดปญหาดานการบํารุงรักษาและ การปฏิบัติการของเครื่องใหปราศจากปญหาใหมากที่สุด (โดยที่ผูใชตองปฎิบัติตามคําแนะนําใน หนังสือคูมือเลมนี้อยางเครงครัด) กรุณาอานคําแนะนําในหนังสือคูมือนี้อยางละเอียดรอบคอบ ,ทําความสะอาดเครื่องเปนประจํา และ ปฏิบัติตามคําแนะนําดานการบํารุงรักษาเพื่อยืดอายุการใชงานของเครื่องจักรของคุณ โปรดตรวจอุปกรณเพิ่มเติมทั้งหมดที่ถูกจําหนายกับเครื่องจักรของคุณ. ขนาดตัวเครื่อง : กวาง 1400W x ลึก 640D x สูง 1475H น้ําหนักรวม : 211 กิโลกรัม
- 2. ที่ รายการ ชนิดมาตรฐาน ลึก 640 1-1 ขนาดตัวเครื่อง กวาง 1400 สูง 1475 1-2 วิธีการปดผนึก ความรอน 1-3 ความกวางสายรัด 9, 12, 15, 19 mm. 1-4 ความเร็ว 26 strap / 50 sec. 1-5 ความตึง 70 KG 1-6 แหลงจายพลังงาน 1O 110v/220v/50/60 HZ 100 ~ 850 mm width 1-7 ขนาดสินคาที่รัดได 30 ~ 600 mm height รายละเอียดดานไฟฟาและอะไหลที่ควรสต็อค (a) ไฟฟา แรงไฟฟา : 110V / 220V ความถี่ : 50 / 60 HZ Main breaker : 25A / 16A Power consumption : 1.0 KW (b) สปริง 0721-00 Feed Spring 0916-00 Arch Flap Spring 1034-01 Pool Spring 1010-02 Pool Adj. Spring 1125-02 Brake Arm Spring (c) สายพาน 0121-23A V-BELT 260J6 0121-19C V-BELT 340J4 0120-06 V-BELT M-42(J) 0120-10 V-BELT M-20(J) 0120-07 V-BELT M-24(J)
- 3. การประกอบของโครงและเครื่องจักร โครงและเครื่องจักรถูกหีบหอแยกออกจากกัน (โปรดดูรูปภาพดานลาง) ในการติดตั้ง เริ่มจากตั้งตัว โครงบนตัวเครื่องจักรและใชหกเหลี่ยม (ในกลองเครื่องมือ) เพื่อล็อค ! คําเตือน การติดตั้งโครงที่เหมาะสมและถูกตอง โปรดอางอิงถึง Fig.1-1 (โครงขางในของโครง) จะบอกลักษณะที่ติดตั้งถูกตองโดยดูที่ตําแหนง ของ Left Arch (ภาพในวงกลม) การติดตั้งในทิศทางที่ผิดจะสงผลใหทั้งโครงและสปริงของโครงเกิดการชํารุด
- 4. สวนประกอบหลัก ๆ ของเครื่อง โครงสงสายและปลอยสาย สวนเชื่อมสายและตัดสาย สวนปอนสายและดึงสายถอยหลัง ชุดลอ ชุดลูกเบี้ยว, มอเตอร อุปกรณสงกําลัง กลองพักสาย สวนควบคุมแรงดึง สวนควบคุมไฟฟา
- 5. INSTALLATION OF P.P.STRAP AND SETTING STRAP PROCESS 1. ปด Power Switch ทุกครั้ง 2. เปด Front Door SETTING STRAP 1 SETTING STRAP 2 หลังจากหมุนที่ล็อคจานลอใสเชือกแลว รอยสายผานหวงที่ 1 บิดสายออกมาทางนอก ดึงจานหนาออกมาบรรจุสายไปทั้งมวนโดยไม จานเล็กนอยเพื่อใหใสสายเขาทางหวง 2 ได แลวใสสาย ตองแกะพลาสติกออกเอาจานหนา (หมายเลข 2) เขาตัวรับสาย (3) (การบิดสายจะบิดแค 90° แคครั้งเดียว ใสกลับคืน หมุนที่ล็อคจานลอคืนไหแนน (การใส ถาบิดเกินกวา 1 ครั้ง หรือกลับทาง จะมีปญหากับการ สายตองใหปลายสายตกอยูดานลางทางขวา ทํางาน (หมายเลข 1) หรือสายจะตองวิ่งไปตามลูกศรที่ทํา ตําแหนงไวให จากนั้นคอยตัดพลาสติกที่หมออก ุ (หมายเลข 4) 2 4 1 3
- 6. SETTING STRAP 3 SETTING STRAP 4 สายที่เขามาทางตัวรับสาย 1 ใหรอยสาย รอยสายผาน Tension Arm (1) โดยตองให เขาไป โดยตองยกตัวรอยสายกอนดึงสายเขากลอง Tension Jaw รับสายได (Tension Jaw เปนเหมือนเขียว ้ เก็บสายประมาณ 80 ซม. (เปดฝาปดกลองเก็บสาย งับสายอยูในชุด Tension Arm) 3 กอน) รอยสายผานเขา Tension Arm (4) รอยสายผานลูกกลิ้ง Feed Roller 2 และ 3 ใหเขา ไปถึงขางใน Feed Shooter จนปลายสายพน Feed Shooter ปดฝากลอง Pool Box และฝาดานหนาเครื่องใหเรียบรอย หลังจากปดฝาเครื่องแลวใหเปดปุม Power(8) กดปุม เดินหนา (3) จนสายวิ่งขึ้นโครงจนถึงตําแหนงที่พรอมทําการ รัด (จะมีไฟเขียว 5-1 โชวขึ้นมา) 3 3 2 1 2 1
- 7. CONTROL PANEL (ในหนานี้จะแสดงหนาที่ของปุมบนแผงหนาปด และ วิธีการปอนสายตอจากหนาที่แลว) 1. START SWITCH กดปุม Start ในการทําการรัดสินคา 2. STOP SWITCH (Emergency) ปุมหยุดการทํางานของเครื่องในกรณีที่เครื่องทํางานผิดพลาด 3. FORWARD Jog Switch ปุมเดินหนา (บิดไปทางซาย) 4. REVERSE Jog Switch ปุมถอยหลัง (บิดไปทางขวา) 5. PILOT LAMPS 5-1 ไฟเขียวเครื่องพรอมทํางาน 5-2 ไฟแดงเครื่องไมพรอมทํางาน 6. AUTO / MANUAL SWITCH เลือกโหมดการทํางานของเครื่อง 7. RESET SWITCH ใชในกรณีการปอนสายขึ้นมีปญหา กดปุมเพื่อตัดสาย และทําใหรอบการทํางานกลับมาพรอมทํางานอีกครั้ง (ถาเราใชโหมดออโต (6) การตัดสายจะดําเนินการเอง อัตโนมัติ) 8. MAIN POWER SWITCH ปุมเปด / ปด เครื่อง
- 8. TENSION ADJUSTMENT 1. เปดฝาเครื่องดานหนา 2. ดึงปุมปรับความแนนออกมาเล็กนอย (1) 3. ปรับความตึงตามที่ตองการ โดยดูที่ตวบอก (2) ั 4. การปรับควรเริ่มการปรับที่เบอร 5 กอนจะเปนการเหมาะสมที่สุด
- 9. ELETRICAL CONTROL UNIT – 1 PHASE TR 1 : ปรับระยะความยาวของการถอยหลัง (หนวยเปนหลา) คามาตรฐานอยูที่ 0.3 SEC (สําหรับแรงดึงที่ 3-5 ถาแรงดึง มากกวา 7 ควรปรับคาระหวาง 0.4 – 0.45 SEC) TR 2 : ปรับระยะเดินหนา คามาตรฐานคือ 0.6 TR 3 : ปุมปรับเวลาหยุดอัตโนมัติของมอเตอร 10 – 60 วินาที OVERLOAD SW-1 : OVERLOAD ของมอเตอร M1 ใชเมื่อมอเตอรเกิดการทํางานเกินกําลัง OVERLOAD SW-2 : OVERLOAD ของมอเตอร M2 ใชเมื่อมอเตอรเกิดการทํางานเกินกําลัง Cooling Timer : ปุมแชใบมีด ใชสําหรับกรณี รัดสินคาแนนมากๆ เราสามารถเลือกเวลาแชใบมีดใหนานตามตองการได 0.3 SEC , 0.6 SEC , 1.2 SEC
- 10. TEMPERATURE ADJUSTMENT เมื่อเปดเครื่อง ควรรอใหฮีทเตอรรอนเปนเวลา 2 นาที คามาตรฐาน คือ 3-4
- 11. FORWARD AND REVERSE FEED ROLLER TENSION ADJUSTMENT ทางบริษัทฯ ไดปรับตั้งเครื่องใวเหมาะสมกับสายรัดที่ทานใชอยูแลว แตถามีความตองการปรับเพิ่มเติมทําไดดังนี้ 1. (ดูรูป 1 ) ที่ตว Feed Shooter (1) ปอนสายรัดระหวาง Feed Roller (2) และ Upper Feed Roller (3) ั 2. (ดูรูป 2 ) คลายนอตที่ตําแหนง (1) , (2) (คลายออกแตไมถึงกับเอาออก) Press Arm Shaft (3) จะปรับตั้งไดงาย 3. (ดูรูปในวงกลม) เราจะปรับตั้งหมายเลข (3) และหมายเลข (4)โดยระยะหางระหวาง (3) กับ (4) มีคาเทากับความ หนาสายรัด 4. ขันนอตกับเขาที่ DRAWING 1 DRAWING 2 สายรัด 1 3 Weak Strong 2
- 12. POOL BOX P.P.STRAP ADJUSTMENT คาที่เหมาะสมสําหรับปริมาณสายใน Pool Box คือใหปอนสายได12 ครั้ง (12 รอบ) วิธีการปรับ ปรับลูกบิด 1 ไปทางซาย (เมื่อเราหันเขาหาตัวเครื่อง) เครื่องจะเก็บสายไดนอยลง เมื่อหมุนไปทางขวา เครื่องจะ เก็บสายในกลองเก็บสาย Pool Box ไดมากขึ้น ปรับตั้งแตละครั้ง ใหลองทดสอบดู ถามากหรือนอยไป (ควรปรับเพิ่มเติม) 1
- 13. PROPER P.P.STRAP ALIGNMENT วิธีการปรับ - ถาเปนในรูป A เราจะตองปรับ Rh. Band Way (1) ใหออกจากตัว (เมื่อเราหันเขาหาเครื่อง) - ถาเปนในรูป B เราจะตองปรับ Rh. Band Way (1) ใหเขาหาตัวเรา (เมื่อเราหันเขาหาเครื่อง) โดยการปรับ จะตองทําดังนี้ 1. คลาย Hex. Nut (2) 2. เลื่อน Rh. Bandway 3. ปรับ Rh. Bandway ตามที่เราตองการแลว ขันนอต Hex. Nut (2) กลับเขาที่ หลังจากปรับ Rh. Bandway แลว เราจะตองปรับ Band Width Block (4) ดวย (ปรับใหเหมาะสมกับขนาดสาย รัด) โดยทําดังนี้ 1. คลาย Socket Screw (5) 2. ปรับ Band Width Block (4) ใหพอดีกับขนาดสายรัดกอน 3. ปรับ Band Width Block (4) เผื่อออกไปอีก 0.5 มม. 4. ขันนอต Socket Screw (5) กลับเขาที่ 3 2 1 5 4
- 14. ปญหาที่พบบอย ๑. สายรัดเดินถอยหลัง หรือ สายรัดทําการรัดแลวตัด (ทํางานครบรอบ) ทั้งๆที่สินคายังไมไดถูก ดึงใหแนน (ตัดกอน) สาเหตุ ๑. ชุดลูกกลิ้งเดินหนา/ถอยหลัง ไมอยูในตําแหนงที่เหมาะสม ๒. ตําแหนงลูกเบียวและ Proximity Switch อยูผิดที่ ้ ๓. ชิ้นสวนดานในของ Feed Shotter ไมสมบูรณ (แตกหัก สึกหรอ) ทําใหลูกกลิ้งดึง สายไดไมถูกตอง (ไปสงผลใหการทํางานของจังหวะการดึง(ซึ่งมีลูกกลิ้งดึงสาย เปนองคประกอบ หนึ่ง) เกิดปญหา ๔. Tension Jaw สึก ไปสงผลใหการทํางานของจังหวะการดึง(ซึ่งมี Tension Jaw เปนองคประกอบหนึ่ง) เกิดปญหา ทางแก ๑. ปรับตั้งชุดลูกกลิ้งเดินหนา/ถอยหลัง ตามวิธีการปรับตั้ง ๒. ปรับตั้ง ลูกเบี้ยวและ Proximity Switch ตามวิธีการปรับตั้ง ๓. เปลี่ยน Feed Shotter ๔. เปลี่ยน Tension Jaw ๒. หลังจากทําการปอนสายเปนที่เรียบรอยแลว สายรัด วิงกลับ โดยไมทําการปอนสายขึ้นโครง ่ สาเหตุ ๑. ใสสายไมถึงตําแหนงเริ่มตน (สายผาน Feed Shooter ไปแลว ) ๒. สายรัดคุณภาพไมดี คือ มีความโคงเกินมาตรฐาน ๑๓ มม. ตอ ๑ เมตร ๓. กลองเก็บสายรัด มีสายรัดเก็บอยูในกลองนอยเกินไป ( เครื่องขนาดโครงปรกติ จะตองมีสายใน ๔. ตําแหนงลูกเบียวและ รัดเก็บไวประมาณ ๒-๓ รอบทํางาน Proximity Switch ้ อยูผิดที่ ๕. ชิ้นสวนดานในของ Feed Shotter ไมสมบูรณ (แตกหัก สึกหรอ) ทําใหลูกกลิ้งดึง สายไดไมถูกตอง (ไปสงผลใหการทํางานของจังหวะการปอนสาย(ซึ่งมีลูกกลิ้งดึงสาย เปน องคประกอบหนึ่ง) เกิดปญหา
- 15. ทางแก ๑. ใสสายใหมใหถึงตําแหนงที่ถูกตองจริงๆ ๒. หาสายทีมีคุณภาพเหมาะสม ่ ๓. ปรับตั้ง ปริมาณสายที่เก็บไวในกลอง Pool Box ๔. ปรับตั้ง ลูกเบี้ยวและ Proximity Switch ตามวิธีการปรับตั้ง ๕. เปลี่ยน Feed Shotter ๓. สายรัดรัดไมแนน สาเหตุ ๑. การปรับตั้งความตึงไมเหมาะสม ๒. Tension Jaw สึก ไปสงผลใหการทํางานของจังหวะการดึงใหแนน(ซึ่งมี Tension Jaw เปนองคประกอบหนึ่ง) เกิดปญหา ทางแก ๑. ปรับตั้งความตึงใหม ๒. เปลี่ยน Tension Jaw ๔. มอเตอรไมทํางาน สาเหตุ ๑.มอเตอรเสีย ๒.ภาวะโหลดทางไฟฟา สูงเกินระดับที่ breaker ยอมรับ (ตั้งไว) ทางแก ๑. เปลี่ยนมอเตอร ๒. กดปุม Reset Switch ของ Thermal Relay หลังจากนั้น เช็คกระแสไฟที่ปอนเขา มาวา โวลตต่ํากวาปรกติหรือไม (เมื่อโวลตต่ํา คา แอมปจะสูง ) แลวปรับตั้งคาให เหมาะสม ๕. สายรัดวิงออกนอกราง ่ สาเหตุ ๑. บานพับและสปริงไมสมบูรณ ๒. left bandway ปดไมสนิท เมื่อเครื่องอยูในจังหวะการปอนสาย ทางแก ๑. เปลี่ยนบานพับและ-หรือ สปริง ๒. ปรับตั้ง ลูกเบี้ยวและ Proximity Switch ที่ควบคุมการทํางานของ left bandway