
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Tratamientos
Similar a Tratamientos (20)
Más de jesuspsa
Más de jesuspsa (20)
Último
Último (20)
Tratamientos
- 1. Tecnología Industrial II Bachillerato de Ciencias y Tecnología Tratamientos térmicos y superficiales. Oxidación y corrosión I ES PEDR O SI MÓN A B R I L ( AL C A R A Z )
- 2. Conceptos previos Como ya sabemos el acero es una aleación de hierro y carbono en proporciones definidas. Concretamente los aceros tendrán entre el 0,008% y el 1,76% de Carbono. Distinguimos entre Hipoeutectoides : entre 0,008 y 0,89% de C Eutectoides: con el 0,89% de C Hipereutectoides: entre 0,89% y 1,76% de C En función de las condiciones de presión y temperatura, el Fe que forma parte de la aleación, presentará distintos estados alotrópicos. Los más importantes son: a) Ferrita (Feα): es el hierro prácticamente puro, que se considera el constituyente más blando y dúctil de los aceros. Su estructura cristalina es de tipo BCC. Siempre está presente por debajo de los 727ºC, y en los aceros hipoeutectoides en el rango de 727 a 910 ºC aproximadamente. b) Austenita (Feγ): es el constituyente más denso de los aceros. Su estructura cristalina en de tipo FCC. Este componente aparece en los aceros a partir de los 727ºC. (Por debajo de esta temperatura la Austenita se transforma en Perlita) c) Cementita: se trata de un compuesto intermetálico cuya composición estequiométrica responde a la fórmula Fe3C. Es el componente más duro y más frágil de los aceros. d) Perlita: es la estructura resultante de la solidificación en los aceros eutectoides, si bien también se presenta en los hipo e hipereutectoides, formada por la mezcla de ferrita más cementita en láminas íntimamente unidas. e) Martensita: se trata de una solución sobresaturada de carbono en hierroα. Componente más duro de los aceros tras la cementita. Se obtiene por enfriamiento muy rápido de la Austenita. Cristaliza en el sistema tetragonal centrada en el cuerpo, debido a la deformación producida en la red cúbica por la inserción de los átomos de Carbono.
- 3. Diagrama Hierro-Carbono 3 Líquido + Austenita Austenita Austenita + Cementita Austenita + Ferrita Eutectoide Ferrita + Perlita Cementita+ Perlita (Ferrita-Cementita) Ferrita+Cementita) En el punto eutectodoide (e) toda la Austenita sólida se Perlita convierte en Perlita a 727ºC
- 4. 4.1. Tratamientos térmicos y superficiales Las posibilidades de modificación de la estructura, constitución y composición química de los metales, ha aumentado considerablemente en los últimos tiempos, si bien siguen siendo los tratamientos térmicos los que más se usan en la metalurgia actual. Los tratamientos térmicos son procesos donde únicamente se utiliza la temperatura como magnitud variable modificadora de la microestructura y constitución de metales y aleaciones, pero sin variar su composición química. El objetivo de los tratamientos térmicos consiste en mejorar las propiedades mecánicas de metales y aleaciones, de tal forma que unas veces interesa aumentar la dureza y resistencia mecánica, y otras veces la ductilidad o plasticidad para facilitar su conformación. Cuando además de la temperatura como variable que considerar, se modifica la composición química de la capa superficial de la pieza, hablamos de Tratamientos termoquímicos o superficiales (las reacciones químicas tendrán lugar en la capa superficial de la pieza).
- 5. Clasificación de los tratamientos Térmicos Termoquímicos Temple Recocido Cementación Cianurización Nitruración Carbonitruración Revenido Normalizado Sulfinización Estudiaremos los tratamientos dados fundamentalmente a los aceros, si bien estos tratamientos son también aplicables a otras aleaciones
- 6. 4.2. Temple El temple es el tratamiento térmico convencional, empleado para obtener aceros martensíticos. Se caracteriza por enfriamientos rápidos y continuos en un medio adecuado de temple (aire, agua o aceite) La capacidad de un acero para transformarse en martensita durante el temple, depende de su composición química y de la templabilidad (aptitud de una aleación para endurecerse por formación de martensita a causa de un tratamiento térmico). A) Martensita: Cuando un acero llega a la temperatura de Austenización (727ºC) su estructura interna se transforma en Austenita (Fe γ). Al enfriarlo rápidamente el Fe γ (FCC) no puede transformarse en Ferrita (Fe α) (BCC). La estructura FCC admite mayor cantidad de C que la BCC. Al no disponerse de tiempo suficiente no se puede culminar la transformación, el C queda atrapado en las aristas y la red cúbica se convierte en tetragonal. Se provocarán así ciertas tensiones en la red cirstalina que se manifiestan en las piezas sometidas a enfriamiento rápido. Si el enfriamiento es lento el C se escapa de la red formando un compuesto intersticial (cementita) que en combinación con la ferrita forma la perlita.
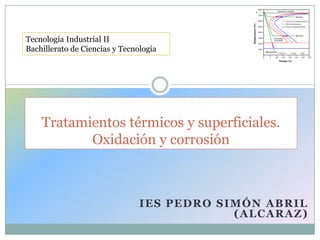
- 7. B) Ensayo de templabilidad Para determinar la templabilidad de un acero se emplea el ensayo Jominy, en el que se mantienen constantes todos los factores que influyen en el endurecimiento menos la composición. Consiste en: 1. Se lleva a la temperatura de austenización (727ºC) una probeta de 25 mm de diámetro y 100 mm de longitud. Se calienta el tiempo necesario hasta obtener austenita. 2. Se saca del horno y el extremo de la pieza se templa mediante un chorro de agua de caudal y temperatura constantes. La velocidad del enfriamiento será máxima en el extremo templado y disminuirá a lo largo de la probeta. 3. Una vez que la probeta se ha enfriado a temperatura ambiente, se desbasta una tira de 0,4 mm de espesor y se determina la dureza en los primeros 50 mm. Se traza la curva de templabilidad, representado los valores en función de la distancia al extremo templado.
- 8. C) Curvas de Templabilidad Como vemos el extremo templado se enfría más rápidamente y presenta el máximo de dureza (100% de martensita). La velocidad de enfriamiento decrece con la distancia al extremo templado , con lo que la dureza disminuye. Al disminuir la velocidad de enfriamiento, el C tendrá más tiempo para difundirse, lo que favorece la formación de perlita. La templabilidad es una medida cualitativa de la velocidad con la que disminuye la dureza al aumentar la distancia al extremo templado. Un acero con alta templabilidad, tendrá valores elevados de dureza durante distancias relativamente largas.
- 9. D) Factores que influyen en el Temple La velocidad del enfriamiento depende de: Composición del acero: el contenido en C (hasta un máximo) y otros elementos de aleación favorecen la formación de carburos, incrementan la dureza del acero y tienden a aumentar la templabilidad. En estos casos un enfriamiento muy rápido no es conveniente porque puede provocar tensiones internas que causen grietas y deformaciones. Temperatura a la que hay que calentar: depende del contenido y de los elementos de aleación (p.e. Mo, Al, y el Si aumentan la temperatura y Ni y Mn la bajan) Tiempo de calentamiento: relacionado con la masa de la pieza, para conseguir que toda ella llegue a la temperatura de austenización. Velocidad de enfriamiento: es el factor más importante y viene condicionado por el medio de temple. Características del medio donde se realiza el temple: condiciona la velocidad de enfriamiento. Tamaño y geometría de la muestra: las piezas de mayor grosor requieren de más tiempo para que su interior llegue a la temperatura de austenización (su enfriamiento posterior no será lo suficientemente rápido para formar martensita)
- 10. E) Medios de Temple Agua: es el medio más rápido que proporciona temples muy fuertes. Se utiliza para aceros al carbono. El volumen de agua ha de ser suficiente para que no se superen los 30ºC. El acero tiene que agitarse en el interior del medio para evitar la formación de una burbuja de vapor que podría retrasar el enfriamiento. Para aceros con alto contenido de C, este temple puede resultar demasiado severo y puede causar deformaciones y grietas. Aceite: proporcionan temples más suaves, ya que se tienen menor calor específico que el agua, son más viscosos y se enfrían más lentamente. Se emplean para aceros aleados y aceros con altos contenidos de C. También es conveniente la agitación para evitar la formación de vapor. Aire: medio más suave de temple En los aceros aleados provoca una estructura casi totalmente perlítica.
- 11. F) Diagramas TTT El diagrama de equilibrio hierro-carbono, como todos los diagramas de equilibrio, se refiere tan sólo a transformaciones que se producen través de enfriamientos o calentamientos muy lentos. Por esta razón, en 1930 los metalurgistas Bain y Davenport idearon un diagrama al que llamaron TTT (transformación-tiempo-temperatura), tambien llamado curva de la S, que actualmente constituye la herramienta más poderosa en el estudio los tratamientos térmicos. Para su obtención se someten a diferentes velocidades de enfriamiento diversas probetas y se analiza su dureza y estructura interna. A1: por encima de esta temperatura (de austenización) toda la estructura es Fe γ (Austenita) Ps (línea roja): inicio de la trasformación en perlita (Ferrita (Feα) + cementita) Pf (línea verde): finaliza la transformación en perlita De PS-Pf: enfriamientos lentos Bs (línea naranja): inicio de la transformación en bainita Bf (línea marrón): final de la transformación en bainita De Bs-Bf: enfriamientos medios (no propios de temple) Para que se forme MARTENSITA la velocidad debe ser superior a V3 (de Ms a Mf). Enfriamiento rápido que no genera perlita sino Martensita El temple sucede cuando la velocidad de enfriamiento es suficientemente rápida para no Bainita: mezcla de ferrita y minúsculas partículas de cementita, entrar en la zona de las S, debiendo cortar a la producidas por la descomposición eutectoide no laminar de la línea Ms. austenita.
- 12. G) Tipos de Temple Continuo de austenización completa: para aceros hipoeuctectodies (menos de 0,89% C). Calentamiento 50ºC por encima de la temperatura crítica y enfriamiento en medio adecuado al temple. Principal componente MARTENSITA Continuo de austenización incompleta: para aceros hipereutectoides (superior a 0,89% de C). Calentamiento 50ºC por encima de la temperatura crítica, toda la perlita se transforma en austenita y queda intacta la cementita. Resulta estructura mixta: MARTENSITA+ CEMENTITA Temple martensítico (martempering): se calienta el acero a la temperatura de austenización y se mantiene el tiempo suficiente para que se transforme toda a austenita. El enfriamiento se produce en baño de sales, la austenita no sufre ninguna transformación. Temple austempering: igual que el anterior pero la permanencia en el baño de sales ha de ser suficiente para que la austenita se transforme en bainita. Temple superficial: calentamiento y enfriamiento rápido del material. Sólo una capa delgada alcanzará la temperatura de transformación de la austenita, a continuación se enfría rápidamente. El núcleo de la pieza no se alterará, mientras que la superficie se transforma en dura y resistente al rozamiento. El calentamiento se puede realizar por soplete oxiacetilénico o inducción eléctrica.
- 13. 4.3. Recocido Tratamiento térmico aplicado tras el temple. Consiste en calentar el metal templado hasta una temperatura determinada y después enfriarlo lentamente (por lo general se apaga el horno y se deja que el material enfríe en su interior).. Su finalidad es suprimir los defectos del temple. Objetivos del tratamiento: Procedimiento de aplicación: • Eliminar las tensiones del temple 1. Calentamiento del metal hasta una •Aumentar la plasticidad, ductilidad y temperatura determinada. tenacidad. 2. Mantenimiento de la temperatura anterior •Conseguir una mircroestructura específica durante un determinado tiempo. (ferrito-perlíticas en el caso de aceros 3. Enfriamiento lento hasta la temperatura hipoeutectoides, o cementito-perlíticas si se ambiente . La velocidad de enfriamiento es trata de aceros hipereutectoides de grano también regulada. grueso) • Si la velocidad de variación de temperatura es muy grande, se pueden provocar tensiones internas que pueden conducir a grietas y deformaciones. •El tiempo de recocido debe ser suficiente para conseguir la microestructura deseada •Son muy utilizados para eliminar los defectos de la conformación en frío, ablandando y ductilizando el metal agrio.
- 14. B) Otros tratamientos Revenido: se aplica después del temple para eliminar la fragilidad y tensiones ocasionadas. Se calienta el material por debajo de la temperatura A1 (750ªC aprox) para lograr que la martensita se transforme en una estructura más estable. Posteriormente se somete a un enfriamiento más bien rápido. Se conseguirá un material más blando y menos frágil. Normalizado: tratamiento térmico que aplica para afinar el tamaño del grano en piezas fundidas o forjadas. Se realiza calentando el material entre 55 y 85 ºC por encima de la temperatura crítica superior. Una vez que ha transcurrido el tiempo suficiente para transformar la ferrita en austenita, se completa el tratamiento con un enfriamiento relativamente rápido. La velocidad de enfriamiento no es lo suficientemente elevada como para formar martensita, y la estructura resultante es perlita y ferrita (hipoeutectoides) o perlita y cementita (hipereuctecoides) de grano fino Recocido total: se aplica en los aceros con contenido en C bajo o medio y que se han conformado por mecanizado o deformado mucho por deformación en frío. Consiste en calentar hasta lograr la austenización y después dejar enfriar lentamente dentro del horno. La microestructura es de perlita gruesa. Globulización: en aceros con estructura de perlita gruesa, que resultan difíciles de mecanizar y deformar. El tratamiento consiste en calentar la aleación a una temperatura justo por debajo de la eutectoide (727ºC) (tiempo de globulización 15-20 horas) y después dejarlo enfriar relativamente rápido. Se desarrolla una estructura de esferoiditas.
- 15. 4.4. Tratamientos termoquímicos Mediante estos tratamientos, se varía la composición química superficial de los aceros, con el objetivo de mejorar ciertas propiedades en la superficie, fundamentalmente la dureza o resistencia al desgaste y la resistencia a la corrosión. A) Cementación: consiste en aumentar la concentración en carbono en la superficie de un acero con cantidades inferiores al 0,3%. Para ello se calienta a la temperatura de austenización en presencia de un medio cementante, capaz de cederle carbono en estado atómico. Generalmente se utiliza el CO (monóxido de carbono). B) Nitruración: es un tratamiento de endurecimiento superficial aplicado a ciertos aceros y fundiciones. Se obtienen durezas muy elevadas (1200 HB). Se consigue incrementar notablemente la dureza en superficie así como la resistencia a la corrosión. El tratamiento se realiza en hornos especiales en los que se somete a la pieza a una corriente de amoniaco a una temperatura de 500- 525ºC. C) Cianuración: se puede considerar como una combinación de las dos anteriores, ya que consiste en crear en las piezas de acero una capa superficial rica en carbono (cementación) y en nitrógeno (nitruración). Las piezas a tratar se introducen en un baño líquido (mezcla de carbonato sódico (Na2C03) y cianuro sódico (CNNA)) a 800-900 ºC y en presencia de oxígeno
- 16. D) Carbonitruración: tratamiento análogo a la cianuración, pero a temperatura de 650 a 850 ºC y en atmósfera gaseosa formada por mezcla de hidrocarburos, amoníaco y óxido de carbono. B) Sulfinización: aporta a la capa superficial carbono, nitrógeno y especialmente azufre. El proceso se consigue al introducir las piezas en un baño de sales a 565 ºC. Se consigue aumentar la resistencia al desgaste y disminuir el coeficiente de rozamiento lo que aumenta la lubricación.
- 17. 4.5. La corrosión y sus efectos La corrosión es el deterioro lento de un material por acción de un agente exterior. Distinguimos entre corrrosión (propiamente dicha)= destrucción lenta y progresiva del material por acción combinada del O2 del aire y la humedad (atmosférica) o acción de ácidos y álcalis (quuímica) y oxidación= destrucción lenta y progresiva del metal por acción del O2 de aire en ambiente seco y cálido u otros agentes oxidantes. El O2 del aire es el causante del deterioro ya el N2 es prácticamente inactivo. ¿Qué entendemos por oxidación?. Los átomos metálicos pierden electrones, por tanto se convierten en iones positivos ya que pierden sus electrones de valencia. El elemento oxidante por excelencia es el O2, aunque también actúan el Cl2, S, H2, Br2. los óxidos de azufre (SO2 y SO3) y de carbono (CO y CO2) La zona en la que se produce la oxidación se denomina ánodo, por lo que la oxidación también se conoce como reacción anódica. La reacción inversa a la oxidación se denomina reducción y la zona donde tiene lugar se llama cátodo. En la reducción se toman electrones de la oxidación (ganancia electrónica). En el deterioro de materiales, podemos distinguir dos procesos: La oxidación directa resulta de la combinación de los átomos metálicos con los de la sustancia agresiva. Por ejemplo: 2Fe +022 Fe0 Fe + SFeS La corrosión electroquímica se origina por la presencia de pilas electroquímicas en las que el metal actúa como ánodo (cede electrones y los átomos del metal pasan a ser iones positivos o cationes) y por tanto se disuelve. Este tipo de corrosión exige la presencia de ambientes acuosos y, en general, con medios de conductividad electrolítica. En el caso de la oxidación directa, toda la superficie metálica es afectada prácticamente por igual. En cambio, en las piezas que sufren corrosión electroquímica, solamente son afectadas las áreas anódicas, pero no las catódicas.
- 18. •En los materiales metálicos, el proceso de deterioro se denomina oxidación y corrosión. •En los materiales polímeros se denomina degradación •En los cerámicos las condiciones para el deterioro han de ser extremas, y hablaremos también de corrosión. 4.6. Celda electroquímica. La celda electroquímica se forma cuando dos metales se introducen en un medio liquido conductor de la electricidad En una celda electroquímica se produce oxidación (pérdida de electrones) y reducción (ganancia de electrones) que puede dar lugar a corrosión electroquímica o electrodepositación (casos particulares) Si introducimos dos metales en una disolución, tendremos una celda electroquímica con: •Cátodo: recibe los electrones (formado por aniones (-)). Reducción. •Ánodo: cede los electrones (formado por cationes (+)). Oxidación. •Circuito externo: ánodo y cátodo deben estar conectados para que los electrones puedan circular. •Electrólito: medio conductor que completa el circuito (líquido)
- 19. 4.7. Tipos de corrosión Corrosión uniforme: cuando se coloca un metal en un electrolito (p.e. aire húmedo), se puede observar al microscopio que unas zonas actúan como ánodo y otras como cátodo, al azar y de forma cambiante. Esto provoca corrosión uniforme incluso sin contacto con otro material. Es el caso de la herrumbre de acero o de la capa que recubre objetos metálicos. Es la forma más común de corrosión que se puede prevenir con recubrimiento de barnices protectores Corrosión galvánica: al poner próximos dos metales o aleaciones distintas en un medio electrolítico (agua, aire húmedo,…). El metal más electronegativo es el más susceptible de corrosión, si bien esto puede variar en función del electrolito presente. Para conocer estas variaciones se realizan tablas y ensayos que son las series galvánicas. Para evitar este tipo de corrosión se pueden tomar las siguientes precauciones: oAl utilizar dos metales distintos, deben estar lo más próximos posibles en la serie galvánica. oEl área anódica a utilizar debe ser lo más grande posible. oLos metales distintos se deben aislar con aislantes eléctricos antes de juntarlos. oRealizar protección catódica conectando un tercer metal anódico a los otros dos.
- 20. Corrosión por aireación diferencial: tiene lugar en metales que disponen de grietas o rendijas en las cuales se acumula la humedad y suciedad. Las zonas exteriores estarán más aireadas y las interiores quedarán empobrecidas en oxígeno al gastarse en la oxidación. Para reducir este tipo de corrosión se puede optar por la soldadura en la uniones, además de procurar que no existan zonas sin aireación y mal drenadas. Picaduras: forma localizada de corrosión que penetra desde la superficie al interior. Es un fenómeno similar al anterior; una pequeña grieta donde se inicie la oxidación hará que la superficie bajo ella quede sin oxígeno. La corrosión irá profundizando al quedarse sin electrones y combinarse el ión Fe +2 con el grupo OH-. Las superficies pulidas son más resistentes a este tipo de corrosión. Corrosión intergranular: se produce cuando en los límites de grano coinciden dos elementos con diferente electronegatividad (celda galvánica). En el acero la ferrita es anódica respecto a la cementita, con lo que se produce circulación de electrones, por tanto quedan libres Fe +2 que se combinan con el grupo OH-. Corrosión selectiva: es una variedad de corrosión. Se trata de que el material que se corroe sea preferentemente uno de los que forma parte de la aleación monofásica. Por ejemplo la corrosión del Zn en el latón.
- 21. Corrosión por erosión: no es una corrosión propiamente dicha, consiste en eliminar la capa protectora de óxido que se forma en los metales. Se produce por un desgaste de un fluido que va por una conducción. Se presenta en tuberías, codos, válvulas… y demás elementos que conduzcan un fluido. La presencia de burbujas o partículas en suspensión empeora la situación. Para evitarla es conveniente diseñar las conducciones de forma que no se produzcan turbulencias. Corrosión por tensiones: los esfuerzos externos o tensiones internas pueden provocar grietas o fisuras, que provocan que las zonas con menor concentración de oxígeno que el exterior hagan de ánodo y se inicie la corrosión. 4.8 Protección contra la corrosión Diseño: - seleccionar el material adecuado acorde con el ambiente de trabajo - superficie del ánodo mayor que la del cátodo - recipientes que contengan líquidos: deben ser cerrados y con vaciado que evite el estancamiento. - evitar hendiduras y grietas en las construcciones metálicas, lo más conveniente es utilizar la soldadura, con la cual se evitará la corrosión por aireación diferencial.
- 22. Inhibidores: se trata de utilizar sustancias que reaccionan con el oxígeno y lo eliminan o atacan la superficie que se desea preservar formando un recubrimiento protector. Un tipo de inhibidor son las sales de cromo Recubrimientos protectores: aíslan el ánodo y el cátodo. Pueden ser temporales como el aceite y la grasa o permanentes como metálicos, cerámicos y polímeros. Previa a su aplicación en todos los casos se debe limpiar la superficie que se quiere cubrir. - Metálicos: el recubrimiento del acero con Sn, Cu, Ni, Zn o Cd retrasa la corrosión. El recubrimiento debe quedar bien adherido para evitar puntos de corrosión. - Orgánicos: son las pinturas que se aplican en capas finas sobre la superficie del metal. Al evaporarse el disolvente y endurecerse por reacción con el aire se obtiene una capa impermeable a las acciones externas. En la pintura encontramos el vehículo (disolvente), el aglutinante (al secarse forma la capa dura) y los pigmentos (tienen distintas funciones: color, relleno, anticorrosión, acción ignífuga, plastificantes,…). La pintura sin pigmente es barniz o laca. - Con reacción superficial: se produce una transformación química de la superficie al reaccionar con un agente externo. Un ejemplo es el pavonado del acero: recubrimiento del acero con una capa de óxido negro. Otro ejemplo es el uso de los fosfatos en el acero (baños de ácido fosfórico, nitrato de cinc, fosfato ferroso y otras sales para formar una capa de fosfato de hierro y cinc.)
- 23. Protección anódica o pasivación: se trata de formar un película de óxido o hidróxido, adherente e impermeable (como en el aluminio = anonizado), lo que evita la formación de celdas galvánicas. Protección catódica: se trata de hacer que el metal que se va a proteger deje de ser ánodo y se fuerza a ser cátodo, por ejemplo a través de la técnica de voltaje impuesto: se conecta el elemento a proteger al polo negativo de un generador de corriente continua y se le fuerza a actuar como cátodo. Selección del material: se trata de seleccionar aleaciones que sean resistente a la corrosión. - adición de Ni y Cr al acero - tratamiento térmico de homogenización para evitar precipitados en los límites de grano - recocido tras la deformación en frío para facilitar la recristalización - sustitución del acero por aluminio o PVC en la carpintería metálica
- 24. 4.9. Oxidación La oxidación es una de las formas de corrosión que se produce por la reacción del metal con el oxigeno del aire (corrosión seca). El óxido que se forma en la superficie del metal puede dar lugar a varias situaciones: a) que la capa de óxido ocupe un volumen menor que el metal del que se formó (como en el Mg), la capa es porosa y la oxidación continúa avanzando. b) la capa de óxido ocupe un volumen casi igual que el metal del que se formó (como en el Al), la capa de óxido es adherente e impermeable y se detiene la oxidación. c) la capa de óxido ocupe un volumen mayor que el metal del que se formó (como en el Fe), al principio la capa es protectora pero al ir aumentando el grosor la tensión interna la resquebraja y continúa la oxidación. 4.10. Degradación de polímeros La degradación es el deterioro de los plásticos por acción de los agentes exteriores (ambiente), se debe a fenómenos como: a) Hinchamiento y disolución: cuando el polímero se pone en contacto con un líquido de estructura química parecida al polímero sólido. b) Rotura del enlace: la rotura o escisión de los enlaces en las cadenas poliméricas se pude producir por radiación ultravioleta, exposición al oxígeno y ozono o exposición a altas temperaturas. c) Intemperie: PVC y pe se destruyen por acción ultravioleta.
- 25. 4.11. Desgaste y erosión Cavitación o erosión líquida: tiene lugar cuando un líquido con burbujas de gas entra en una región de baja presión, ello hace que las burbujas crezcan y luego, al volver a incrementarse la presión, se vuelven a colapsar, lo que provoca que la onda ejerza muy altas presiones contra la zona localizada lo que causa desprendimiento de material. Se da en hélices, rotores de turbinas, bombas hidráulicas,…