Plan de-mantenimiento
•Descargar como DOCX, PDF•
1 recomendación•303 vistas

PLAN MTO

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Plan de-mantenimiento
Similar a Plan de-mantenimiento (20)
Último
Último (20)
Plan de-mantenimiento
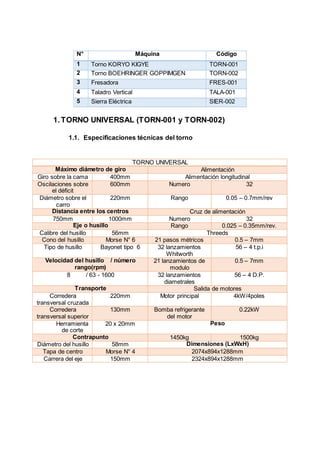
- 1. N° Máquina Código 1 Torno KORYO KIGYE TORN-001 2 Torno BOEHRINGER GOPPIMGEN TORN-002 3 Fresadora FRES-001 4 Taladro Vertical TALA-001 5 Sierra Eléctrica SIER-002 1.TORNO UNIVERSAL (TORN-001 y TORN-002) 1.1. Especificaciones técnicas del torno TORNO UNIVERSAL Máximo diámetro de giro Alimentación Giro sobre la cama 400mm Alimentación longitudinal Oscilaciones sobre el déficit 600mm Numero 32 Diámetro sobre el carro 220mm Rango 0.05 – 0.7mm/rev Distancia entre los centros Cruz de alimentación 750mm 1000mm Numero 32 Eje o husillo Rango 0.025 – 0.35mm/rev. Calibre del husillo 56mm Threeds Cono del husillo Morse N° 6 21 pasos métricos 0.5 – 7mm Tipo de husillo Bayonet tipo 6 32 lanzamientos Whitworth 56 – 4 t.p.i Velocidad del husillo / número rango(rpm) 21 lanzamientos de modulo 0.5 – 7mm 8 / 63 - 1600 32 lanzamientos diametrales 56 – 4 D.P. Transporte Salida de motores Corredera transversal cruzada 220mm Motor principal 4kW/4poles Corredera transversal superior 130mm Bomba refrigerante del motor 0.22kW Herramienta de corte 20 x 20mm Peso Contrapunto 1450kg 1500kg Diámetro del husillo 58mm Dimensiones (LxWxH) Tapa de centro Morse N° 4 2074x894x1288mm Carrera del eje 150mm 2324x894x1288mm
- 2. 1.2. Fallas frecuentes Anomalías Causa/posible efecto Solución sugerida Superficie demasiada rugosa de la pieza Cuchilla de torno desafilada Cuchilla de torno es flexible. Avance demasiado grande. Radio en la punta de la cuchilla demasiado pequeño. Re afilar la cuchilla del torno. Fijar cuchilla con menos salientes. Reducir avance. Aumentar radio. Pieza queda cónica Carro superior no está puesto exactamente en cero (en el torneado con el carro superior) Poner el carro superior exactamente a cero. Torno traquetea Avance demasiado grande. Juego en los rodamientos de bancada. Reducir avance. Encargar reajuste de rodamientos. Punto de torno se calienta Pieza se ha dilatado. Aflojar contrapunta de cabezal móvil. Filo de desportilla Angulo de ataque demasiado reducido (estancamiento térmico) Grietas de rectificado por refrigeración inadecuada. Demasiado juego en el alojamiento del husillo (generación de vibraciones) Elegir un ángulo de ataque más grande. Refrigeración continúa. Encargar reajustes de juego en el alojamiento del husillo. 1.3. Plan de Mantenimiento Propuesto Diariamente Limpieza Desalojar las virutas generadas durante el proceso de trabajo Limpiar la zona adyacente a la máquina de todas las virutas que hayan podido ser dañinas y de los posibles charcos de líquidos refrigerantes. Limpiar las pastillas protectoras para tener una perfecta visibilidad de la zona de operación a través de ellas. Refrigerante Verificar el estado del líquido refrigerante para proceder a su cambio en caso de que sea necesario. Estado de elementos Mantener en buen estado el elemento lumínico complementario, y si es necesario limpiar su carcasa protectora exterior para que ilumine perfectamente la zona de operación. Verificar el estado de herramientas y sustituir las que se hayan deteriorado por el uso. Verificar el estado de eslingas y ganchos utilizados para el traslado de piezas. Lubricación En tornillos con dispositivos de plomo: engrase manual a dos entradas de petróleo. Lubricación del contrapunto: manual de lubricación a tres entradas. Lubricación del husillo, alimentación, varilla y soporte de rodamientos: aceitado manual a la superficie exterior de los ejes y una entrada de aceite. Cambio de marcha: lubricación manual para los dientes de engranaje. Eje de cambio de marcha: engrase manual a la entrada de aceite.
- 3. 1.4. Medidas de Seguridad 1.4.1. Riesgos Específicos Proyección de partículas y líquido refrigerante a zonas oculares. Enganches por medio de arrastre en cabezales de giro. Contacto fortuitos en zonas de giro de piezas durante procesos. Caída de piezas. Cargas suspendidas en caso de piezas de gran capacidad. 1.4.2. Equipo de protección individual (EPP) para la utilización Gafas, para protegerse de las proyecciones generadas durante el ciclo de trabajo. Botas, debido a la existencia de la posibilidad de caída de piezas. Ropa de trabajo, para protegerse de enganchones con herramientas de trabajo. Protectores auditivos, en el caso que la emisión acústica sea mayor a 85 Db. 2.Fresadora 2.1. Especificaciones técnicas FRESADORA HU1,2,3-250 CODIGO: FRES-001 Componentes Unidades Hu 1- 250 Hu 2-250 Hu 3-250 Superficie de trabajo de la mesa (WxL) mm 250 x 1250 250 x 1250 250 x 1250 Ranuras: Numero Ancho distancia 3 3 3 mm 14 14 14 mm 55 55 55 Mesa transversal longitudinal: mano poder mm mm 810 800 810 800 810 800 Tabla vertical transversal mano poder mm mm 350 340 410 400 360 350 Máximo Angulo giratorio de la mesa ±45° - - Máximo Angulo de giro de la cabeza del husillo - ±45° - Conicidad del husillo ISO 40 ISO 40 ISO 40 Distancia desde la línea central del husillo a la mesa mm 0- 350 - 40-400 Distancia entre la nariz del husillo a la superficie de trabajo de la mesa mm - 40-450 - Distancia entre la nariz del husillo a la escuadra de soporte externo mm 500 - 500 Distancia de la line central del eje de overarm mm 140 - 140 Distancia desde la línea central del husillo para guiar la superficie de la columna mm - 300 - Ajuste vertical del husillo mm - 75
- 4. Velocidades del husillo: numero gama de estándar un mayor alcance Rpm rpm 12 12 45-2000 63-2800 12 Rss: número longitudinal y transversal vertical mm/min mm/min 13 14-900 4-250 Rango de alimentación rápida: longitudinal y transversal vertical mm/min mm/min 2800 800 Motor principal: salida aceleración Kw rpm 4 1500/1800 Alimentación del motor salida acelerador Kw rpm 1.1 1500/1800 Dimensiones externas: longitud ancho altura mm mm mm 1760 1500 1900 1800 1800 1760 1500 Peso de la maquina con el equipo estándar Kg 1800 1900 1600 2.2. Plan de Mantenimiento Propuesto Diariamente Limpieza Desalojar las virutas generadas durante el proceso de trabajo Limpiar la zona adyacente a la máquina de todas las virutas que hayan podido ser dañinas y de los posibles charcos de líquidos refrigerantes. Limpiar las pastillas protectoras para tener una perfecta visibilidad de la zona de operación a través de ellas. Refrigerante Verificar el estado del líquido refrigerante para proceder a su cambio en caso de que sea necesario. Estado de elementos Mantener en buen estado el elemento lumínico complementario, y si es necesario limpiar su carcasa protectora exterior para que ilumine perfectamente la zona de operación. Verificar el estado de herramientas y sustituir las que se hayan deteriorado por el uso. Verificar el estado de eslingas y ganchos utilizados para el traslado de piezas. Detección de ruidos y vibraciones anormales Fugas de aceite y líquido refrigerante Comprobación del estado de herramienta. Comprobación de niveles de aceite y refrigeración Lubricación En tornillos con dispositivos de plomo: engrase manual a dos entradas de petróleo. Lubricación del contrapunto: manual de lubricación a tres entradas. Lubricación del husillo, alimentación, varilla y soporte de rodamientos: aceitado manual a la superficie exterior de los ejes y una entrada de aceite. Cambio de marcha: lubricación manual para los dientes de engranaje. Eje de cambio de marcha: engrase manual a la entrada de aceite.
- 5. 2.3. Medidas de Seguridad 2.3.1. Riesgos Específicos Proyección de partículas y líquidos a zonas oculares. Contacto fortuito con herramientas de trabajo. Caída de piezas. Cargas suspendidas en caso de máquinas de gran capacidad. 2.3.2. EPP para la utilización Gafas, para protegerse de las proyecciones generadas durante el ciclo de trabajo. Botas, debido a que existe la posibilidad de caída de piezas. Ropa de trabajo, para protegerse de enganchones con herramientas de trabajo. Protectores auditivos, en el caso que la emisión acústica sea mayor a 85 dB. 3.Taladro Vertical 3.1. Especificaciones Técnicas TALADRO VERTICAL BOR 10-32 CODIGO: TALA-001 Max. diámetro de perforación 32mm Max. eje de carrera 200mm Distancia desde la superficie central del husillo a la superficie de la columna 305mm Max. distancia de la superficie del husillo a la superficie de la mesa 580mm Distancia de la nariz del husillo a la placa base 1000mm Cono del husillo Norse N° 3 Velocidad del husillo Numero paso 10 Rango 63 – 2000 rpm Husillo alimentador Numero Step 3 Rango 0.1 – 0.3mm/rev Área de trabajo de la placa base (W x L) 400x420mm Área de trabajo de la mesa Φ 400mm Max. atravesar de la tabla 530mm Motor principal Salida (4p/8p) 1.5/0.8kw Revoluciones (4p/8p) 1380/690rpm Motor de la bomba de refrigerante Salida 0.185kw Revoluciones 2830rpm Dimensiones total (largo x ancho x altura) 1060x530x1900 Peso de la maquina Sin accesorios normales 640Kg Con accesorios normales 677Kg NOTA: Una capa de automóvil aplicada a la mesa y la columna, puede ayudar a mantener la superficie limpia.
- 6. 3.2. Plan de Mantenimiento Propuesto Diariamente Desalojar las virutas generadas durante el proceso de trabajo. Limpiar la zona adyacente a la máquina de todas las virutas que hayan podido ser dañinas y de los posibles charcos de líquidos refrigerantes. Verificar el estado del líquido refrigerante para proceder a su cambio en caso de que sea necesario. Limpiar las pastillas protectoras para tener una perfecta visibilidad de la zona de operación a través de ellas. Mantener en buen estado el elemento lumínico complementario, y si es necesario limpiar su carcasa protectora exterior para que ilumine perfectamente la zona de operación. Verificar el estado de herramientas y sustituir las que se hayan deteriorado por el uso. Verificar el estado de eslingas y ganchos utilizados para el traslado de piezas. 3.3. Medidas de seguridad 3.3.1. Riesgos específicos Proyección de partículas y líquidos refrigerantes a zonas oculares. Contacto fortuitos con herramientas de trabajo. Caída de piezas. Cargas suspendidas en caso de máquinas de gran capacidad. 3.3.2. Sistema de protección Se deberá disponer de protección envolvente en la zona de la broca para proteger al operario de proyecciones de viruta y evitar contactos fortuitos con la herramienta. Debe estar asociado a la protección un interruptor de seguridad para certificar su existencia durante el procesoproductivo. Una apertura de esta debe provocar la parada del equipo, pero su colocación de esta en su posición segura no debe rearmar el equipo. Colocar un órgano de accionamiento que realiza las funciones de paro-marcha e interruptor general. Este interruptor deberá estar protegido contra el arranque automático, tras una caída de tensión y su restablecimiento. Debe tener una parada de emergencia. Estos equipos deben poseer iluminación localizada. Normalmente incorporan ya uno en la estructura del equipo. Esta debe ser protegida contra impactos y en caso de utilizarse líquido refrigerante (taladrina) deberá ser estancada. 3.3.3. EPP para la utilización Gafas, para protegerse de las proyecciones generadas durante el ciclo de trabajo. Botas, debido a que existe la posibilidad de caída de piezas. Ropa de trabajo, para protegerse de enganchones con herramientas de trabajo. Protectores auditivos, en el caso que la emisión acústica sea mayor a 85Db
- 7. 4.Sierra Eléctrica de Banco 4.1. Mantenimiento Diario Desalojar las virutas generadas durante el proceso de trabajo. Limpiar la zona adyacente a la máquina de todas la virutas que hayan podido ser proyectas y de los posibles charcos de líquido refrigerante. Verificar el estado del líquido refrigerante para proceder a su cambio en caso de que sea necesario. Limpiar las pantallas protectoras para tener una perfecta visibilidad de la zona de operación a través de ellas. Mantener en buen estado el elemento lumínico complementario, y si es necesario limpiar su carcasa protectora exterior para que ilumine perfectamente la zona de operación. Verificar estado de la sierra y sustituir si se ha deteriorado por el uso. Verificar estado de eslingas y ganchos utilizados para el traslado de piezas. Engrase de los rodamientos de brazo. 4.2. Medidas de Seguridad 4.2.1. Riesgos Específicos Golpes durante el movimiento automatizado. Atrapamiento con órganos de accionamiento. Caída de cinta de corte. Rotura impulsiva de cinta de corte con proyección de la misma. Proyección de partículas o líquido refrigerante. Contacto con cinta en zona de operación. Caídas de piezas. 4.2.2. Medidas de seguridad En la zona de trabajo, la parte de la cinta no activa deberá estar protegida mediante un resguardo regulable y de deberá señalar su uso. El pupitre de mando donde se encuentran los órganos de accionamiento debe estar lo suficientemente alejado de la zona de corte en los equipos de trabajo automatizados para impedir que el operario pueda acceder a la misma durante el inicio de trabajo. Las maquinas manuales deberán tener mando sensitivo. Todo el recorrido de la cinta deberá permanecer completamente protegido, dejando tan solo al descubierto el fragmento de cinta estrictamente necesario para el corte. Este carenado debe ser lo suficientemente resistente para retener los trozos de hoja en caso de rotura. Sería muy recomendable que estos ya que son móviles dispusieran de algún interruptor de seguridad que certificaras la existencia de los mismos durante el proceso productivo; la función principal de este es evitar arranques intempestivos durante el cambio de sierra. La zona de corte debe estar perfectamente iluminada, si es necesario se deber disponer de iluminación complementaria. Se debe tener una parada de emergencia accesible. Si es posible deben poseer sistema de desconexión automática por rotura de cinta (en las nuevas es obligatorio).
- 8. Si la máquina posee un sistema de alimentación automático, este debe ser inaccesible durante su funcionamiento, para evitar riesgos por aplastamiento. Normalmente deberemos proteger toda la zona mediante una protección perimetral que permita alimentar el cargador de barras y recoger el material cortado pero que impida el accesoal resto de equipo. Solos e habilitaran accesos asociados a interruptores de seguridad. Los sistemas automatizados se suelen carenar mediante un sistema insonorizado para atenuar el alto nivel de presión acústica que emiten. En las sierras alternativas se deberá proteger la zona de los órganos de transmisión (biela y manivela) mediante resguardos fijos. 4.2.3. EPP necesarios para la utilización Gafas, para protegerse de las proyecciones generadas durante el ciclo de trabajo. Botas debido a que existe la posibilidad de caída de piezas. Ropa de trabajo para protegerse de enganchones con herramienta de trabajo. Protectores auditivos en el caso de que la emisión acústica sea > 85 Db.