
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Refinacion de aceites
Similar a Refinacion de aceites (20)
Último
Último (20)
Refinacion de aceites
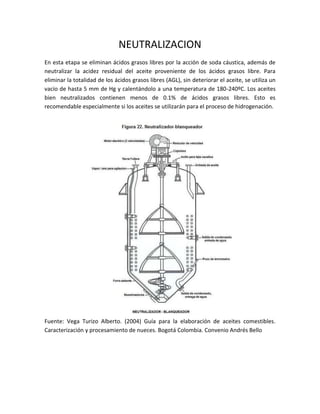
- 1. NEUTRALIZACION En esta etapa se eliminan ácidos grasos libres por la acción de soda cáustica, además de neutralizar la acidez residual del aceite proveniente de los ácidos grasos libre. Para eliminar la totalidad de los ácidos grasos libres (AGL), sin deteriorar el aceite, se utiliza un vacío de hasta 5 mm de Hg y calentándolo a una temperatura de 180-240ºC. Los aceites bien neutralizados contienen menos de 0.1% de ácidos grasos libres. Esto es recomendable especialmente si los aceites se utilizarán para el proceso de hidrogenación. Fuente: Vega Turizo Alberto. (2004) Guía para la elaboración de aceites comestibles. Caracterización y procesamiento de nueces. Bogotá Colombia. Convenio Andrés Bello
- 2. Neutralización química o alcalina El aceite después de ser desgomado es tratado con un álcali con el fin de remover sustancias indeseables que pueden afectar el sabor, la estabilidad y el aspecto del aceite refinado, es por esto que se debe eliminar. En este grupo se encuentran los ácidos grasos libres, glicerol, mucílagos, carbohidratos, pigmentos, compuestos proteicos, tocoferoles, esteroles, colesterol, etc. La mezcla de ácidos grasos y álcali da como resultado la formación de jabones. El jabón obtenido se recupera a través de una centrifugación o sedimentación. Desventajas del proceso de neutralización alcalina: El álcali además de neutralizar los ácidos grasos libres, saponifica parte de aceite neutro presentándose perdidas de aceite. Rendimiento relativamente bajo Se produce una cantidad considerable de efluente líquido Calculo de soda cáustica necesaria poscarga: ¨Para neutralizar teóricamente 0.142 Kg. de soda cáustica se requiere de 1 Kg. de ácido graso libre (calculado en ácido oleico). Entonces para una carga de una tonelada de aceite el 1% de AGL representa 10 Kg. de estos, necesitando de 1.42Kg de soda cáustica. Se debe agregar una cantidad adicional de soda de acuerdo al peso del aceite y a las características del mismo. Se emplea la siguiente ecuación para determinar la cantidad de soda que se debe utilizar en la neutralización.
- 3. En donde: Q = solución de NaOH en litros/hora Q1 = cantidad de aceite que se debe tratar en litros/hora P = Peso específico del aceite A = Acidez del aceite, en porcentaje M = Peso molecular de los ácidos grasos N = Concentración de la solución de NaOH expresada como Normalidad Para utilizar la formula en la práctica se debe agregar una cantidad mayor de la soda (NaOH) que la estequiometricamente calculada. El porcentaje adicional es del 5 a7% quedando la ecuación de la siguiente forma: En donde: P = Porcentaje de pérdida A = Acidez del aceite expresada en % B = Porcentaje de ácidos grasos libres presentes en la pasta jabonosa
- 4. Neutralización física o por vapor Esta neutralización consiste en eliminar los ácidos grasos libres a través de una destilación o arrastre por vapor, es muy parecida a la desodorización. Se requiere de una eliminación de fosfolípidos hasta niveles inferiores de 5 mg de fósforo/kg de aceite. Este resultado se logra con la adición de ácido fosfórico al aceite y de un agente blanqueador. Se continua elevando la temperatura máxima de 240–250 °C, una presión de absoluta de 1 Torr y una inyección de vapor de 40-50 Kg/Ton de aceite, reduciéndose el contenido de AGL a 0.05- 0.1% Resumiendo entonces se puede decir que la eliminación de los ácidos grasos libres AGL, se realiza añadiendo al aceite desgomado una solución de hidróxido de sodio, con una concentración de 16 a 20° Baumé. Durante esta operación se presentan pérdidas por saponificación o formación de jabones. La cantidad de aceite que puede llegar a ser saponificados por la soda cáustica depende de varios factores como: Concentración de la soda cáustica. Tiempo de contacto de la soda con el aceite: este tiempo de contacto puede llegar a ser reducido con el uso de centrifugas, reduciéndose de esta forma la saponificación. Lavado Después de la etapa de neutralización, el aceite lleva cierta cantidad de jabón en suspensión, el cual es removido por una serie de lavados con agua caliente, el agua y el jabón son retirados por medio de una centrifugación, a continuación se realiza otro lavado con posterior centrifugación hasta un tercer lavado, terminado el proceso el aceite se envía a una torre de secado. Figura 20.
- 5. Etapas de la neutralización. (1(método oficial Ca 5-40) 1. Medir al aceite la acidez inicial. 2. Se calienta el aceite a una temperatura de 70 – 80º C. 3. Recibe un pretratamiento con ácido fosfórico concentrado u ácido cítrico en un porcentaje de dosificación con relación al aceite que se está neutralizando (para 100 gramos de aceite se utiliza un pretratamiento de ácido fosfórico concentrado entre 0.01a 1%.(8) Esto se hace con el propósito de eliminar los fosfátidos no hidratados, que no fueron eliminados en el proceso de desgomado). 4. Pasa a un segundo equipo, en el cual se mezcla el aceite de soya con soluciones preparadas a diferentes grados baumé de una sustancia con propiedad neutralizante (generalmente soluciones diluidas de hidróxido de sodio), esta solución antes de agregarla al aceite, debe ser dosificada por medio de una fórmula denominada, porcentaje de tratamiento para soda cáustica (hidróxido de sodio). Ver numeral 3.3.1.1 5. La borra de neutralización que se forma como producto de reacción, se separa por centrifugación del aceite neutro. 6. Para eliminar los residuos de jabón del aceite neutro, este último debe lavarse con agua caliente por lo menos dos veces y los residuos del agua de lavado son nuevamente separados del aceite por una segunda centrifugación. 7. El aceite neutro húmedo, se seca a vapor. 8. Al aceite resultante se le realizan análisis tales como: color, jabón, fosfátidos y ácidos grasos libres. EJERCICO APLICATIVO: Para una mayor comprensión de la aplicación práctica de la fórmula porcentaje de tratamiento (%Tx), se tomará el ejemplo explicado en el congreso de Costa Rica a cerca de refinación del aceite de soya, el cual se enuncia de la siguiente forma:
- 6. ¿Cuánto de solución a 12º Be de soda cáustica (hidróxido de sodio) se necesita agregar a un aceite de soya crudo para lograr refinarlo?. Para resolver lo anterior se cuenta con la siguiente información FFA (Acidez inicial del aceite) = 0.41 FAC = 0.142 Exceso de álcalis = 0.12% Una solución a 12º Be contiene de soda cáustica pura 8% (tabla No5), aplicando la fórmula de porcentaje de tratamiento y sustituyendo los datos se tiene: % Tx = (FFA) (FAC) +exceso /% NaOH /100 %Tx = (0.41) (0.142)+ 0.12 / 8% /100 %Tx = 2.228% El valor anterior significa, que se necesita 2.228 gramos de solución de soda cáustica a 12º Be por cada 100 gramos de aceite crudo que se desee refinar. Bibliografía: • http://www.incbio.com/es/desgomado_neutralizacion.html#sthash.Nk8hGLS3.dpu • Vega Turizo Alberto. (2004) Guía para la elaboración de aceites comestibles. Caracterización y procesamiento de nueces. Bogotá Colombia. Convenio Andrés Bello