Usinagem
•
1 recomendación•843 vistas

O documento apresenta conceitos básicos sobre processos de usinagem como aplainamento, torneamento e fresamento. Descreve os movimentos entre a peça e a ferramenta, como corte, avanço e efetivo de corte, além de velocidades, ângulos, trajetos e superfícies de corte. Também define grandezas de corte como avanço, profundidade e área de secção de corte para remoção do cavaco.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Usinagem
Similar a Usinagem (12)
Usinagem
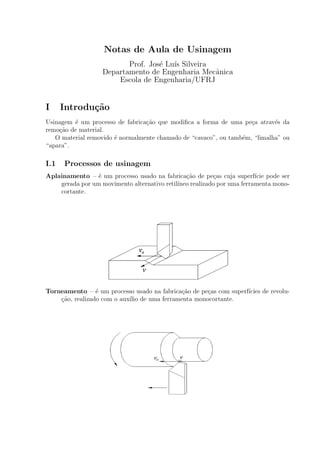
- 1. Notas de Aula de Usinagem Prof. Jos¶e Lu¶³s Silveira Departamento de Engenharia Mec^anica Escola de Engenharia/UFRJ I Introdu»c~ao Usinagem ¶e um processo de fabrica»c~ao que modi¯ca a forma de uma pe»ca atrav¶es da remo»c~ao de material. O material removido ¶e normalmente chamado de cavaco", ou tamb¶em, limalha" ou apara". I.1 Processos de usinagem Aplainamento { ¶e um processo usado na fabrica»c~ao de pe»cas cuja superf¶³cie pode ser gerada por um movimento alternativo retil¶³neo realizado por uma ferramenta mono-cortante. Torneamento { ¶e um processo usado na fabrica»c~ao de pe»cas com superf¶³cies de revolu- »c~ao, realizado com o aux¶³lio de uma ferramenta monocortante.
- 2. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 2 Fresagem { ¶e um processo vers¶atil de fabrica»c~ao, no qual a ferramenta, geralmente multicortante, gira e se desloca em uma trajet¶oria qualquer em rela»c~ao μa pe»ca. I.2 Ferramenta Monocortante ² Aresta principal de corte - ¶e aquela cuja cunha indica a dire»c~ao de avan»co.
- 3. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 3 II Conceitos B¶asicos sobre os Processos de Usinagem II.1 Ponto de refer^encia Nas ferramentas de barra (monocortantes), o ponto de refer^encia ¶e um ponto gen¶erico da aresta cortante ¯xado pr¶oximo a ponta da ferramenta. P = ponto de refer^encia II.2 Movimentos entre a pe»ca e a aresta cortante Nestes movimentos a pe»ca ¶e considerada im¶ovel. S~ao, portanto, movimentos relativos. II.2.1 Movimento de corte ¶E o movimento relativo entre a pe»ca e a ferramenta, o qual, sem o movimento de avan»co, origina uma ¶unica remo»c~ao de cavaco durante uma volta ou curso. II.2.2 Movimento de avan»co ¶E o movimento relativo entre a pe»ca e a ferramenta que, juntamente com o movimento de corte, origina a remo»c~ao cont¶³nua ou repetida do cavaco durante v¶arias revolu»c~oes ou cursos. II.2.3 Movimento efetivo de corte ¶E o resultante dos movimentos de corte e de avan»co realizados simultaneamente.
- 4. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 4 II.2.4 Movimentos passivos S~ao aqueles que n~ao tomam parte direta na forma»c~ao do cavaco: Movimento de posicionamento { ¶e aquele no qual a ferramenta ¶e aproximada da pe»ca antes da usinagem. Movimento de profundidade { ¶e o que determina a camada de material a ser re-movida. Movimento de ajuste { ¶e aquele que compensa o desgaste da ferramenta. II.3 Dire»c~oes dos movimentos Dire»c~ao de corte { ¶e a dire»c~ao instant^anea do movimento de corte. Dire»c~ao de avan»co { ¶e a dire»c~ao instant^anea do movimento de avan»co. Dire»c~ao efetiva de corte { ¶e a dire»c~ao instant^anea do movimento efetivo de corte. II.4 Percursos ou trajetos da ferramenta sobre a pe»ca Percurso de corte { lc [mm] - ¶e o espa»co percorrido sobre a pe»ca pelo ponto de re-fer^ encia" da aresta cortante segundo a dire»c~ao de corte. ² no torneamento lc = ¼:d Percurso de avan»co { la [mm] - ¶e o espa»co percorrido sobre a pe»ca pela ferramenta" segundo a dire»c~ao de avan»co. Percurso efetivo de corte { le [mm] - ¶e o espa»co percorrido sobre a pe»ca, pelo ponto de refer^encia" da aresta cortante, segundo a dire»c~ao efetiva de corte. ² no torneamento lc = ¼:d le = q l2 a + l2 c la = avan»co por volta
- 5. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 5 ² no fresamento cil¶³ndrico tangencial II.5 Velocidades Velocidade de corte { v [m/min] - ¶e a velocidade instant^anea do ponto de refer^encia da aresta cortante, segundo a dire»c~ao e sentido de corte. v = lc 1000:t Velocidade de avan»co { va [mm/min] - ¶e a velocidade instant^anea da ferramenta, se-gundo a dire»c~ao e sentido de avan»co. va = la t Velocidade efetiva de corte { ve [m/min] - ¶e a velocidade instant^anea do ponto de refer^encia da aresta cortante, segundo a dire»c~ao efetiva de corte. ve = sμ va 1000 ¶2 + v2 + 2 μ va 1000 ¶ v: cos ' ² no torneamento ² no aplainamento
- 6. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 6 ² na fresagem ve = sμ va 1000 ¶2 + v2 + 2 μ va 1000 ¶ v: cos ' II.6 Conceitos auxiliares II.6.1 Plano de trabalho ¶E o plano que contem as dire»c~oes de corte e de avan»co, passando pelo ponto de refer^encia da aresta cortante. Neste plano se realizam todos os movimentos que tomam parte na forma»c~ao do cavaco. II.6.2 ^Angulo ' da dire»c~ao de avan»co ¶E o ^angulo entre a dire»c~ao de avan»co e a dire»c~ao de corte. ² no aplainamento ² no torneamento
- 7. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 7 ² fresamento cil¶³ndrico tangencial concordante e discordante II.6.3 ^Angulo ´ da dire»c~ao efetiva de corte ¶E o ^angulo entre a dire»c~ao de corte e a dire»c~ao efetiva de corte. sen ' = AB va ; cos ' = BC va ( AB = va:sen ' BC = va:cos ' tg ´ = AB BC + v = va:sen ' va:cos ' + v = sen ' cos ' + v va Normalmente a velocidade de avan»co va ¶e pequena quando comparada com a veloci-dade de corte: v À va ) ´ ! 0 Na opera»c~ao de roscamento ´ n~ao ¶e desprez¶³vel, pois representa o ^angulo de inclina»c~ao da rosca. Sendo ' = 90o tg ´ = va:sen 90o va:cos 90o + v = va v = la lc = a ¼:d
- 8. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 8 (ver tabela I.1 do livro Fundamentos da Usinagem dos Metais de Dino Ferraresi) II.7 Superf¶³cies de corte S~ao as superf¶³cies geradas na pe»ca pela ferramenta: ² Superf¶³cie principal de corte { ¶e a superf¶³cie de corte gerada pela aresta principal de corte da ferramenta. ² Superf¶³cie lateral de corte { ¶e a superf¶³cie gerada pela aresta lateral de corte. As superf¶³cies de corte que permanecem na pe»ca s~ao chamadas superf¶³cies trabalhadas.
- 9. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 9 II.8 Grandezas de corte S~ao as grandezas que devem ser ajustadas na m¶aquina, direta ou indiretamente, para a retirada do cavaco: Avan»co { a [mm] - ¶e o espa»co percorrido sobre a pe»ca pela ferramenta em cada volta ou curso, segundo a dire»c~ao e sentido de avan»co. Ou seja, avan»co ¶e o percurso de avan»co em cada volta ou curso. Avan»co por dente { ad [mm] - ¶e o percurso de avan»co de cada dente, medido na dire»c~ao de avan»co da ferramenta e correspondente μa gera»c~ao de duas superf¶³cies de corte consecutivas. ad = a Z onde Z ¶e o numero ¶de dentes ou arestas cortantes. ² Nas ferramentas monocortantes: Z = 1, a = ad ² Nas brocas helicoidais com duas navalhas: Z = 2 e ad = a 2
- 10. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 10 Avan»co de corte { ac [mm] - ¶e a dist^ancia entre duas superf¶³cies de corte consecutivas, medidas no plano de trabalho e perpendicular μa dire»c~ao de corte. ac ? v ac ¼ ad : sen ' ² no torneamento, ' = 90o ! ac ¼ ad : sen 90o = ad ² no torneamento, Z = 1 ! a = ad ¼ ac Avan»co efetivo de corte { ae [mm] - ¶e a dist^ancia entre duas superf¶³cies de corte con-secutivamente formadas, medida no plano de trabalho e perpendicular μa dire»c~ao efetiva de corte. ae ¼ ad : sen (' ¡ ´) ² no torneamento e no aplainamento: ' = 90o ; ad = a ae ¼ a : sen (90o ¡ ´) = a : cos ´ ² quando ´ ¼ 0, devido v À va, temos: ae ¼ ad : sen ' = ac
- 11. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 11 Profundidade ou largura de corte { p [mm] - ¶e a profundidade ou largura de pene-tra »c~ao da aresta principal de corte, medida numa dire»c~ao perpendicular ao plano de trabalho. p ¶e chamado profundidade de corte: ² no torneamento ² no faceamento ² no aplainamento ² no fresamento frontal
- 12. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 12 ² na reti¯ca»c~ao frontal p ¶e chamado largura de corte: ² no sangramento ² no fresamento cil¶³ndrico tangencial
- 13. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 13 ² na fura»c~ao em cheio A profundidade ou largura de corte p multiplicada pelo avan»co de corte fornece a ¶area da se»c~ao de corte S , p ¶e medida perpendicular ao plano de trabalho enquanto o avan»co de corte ac ¶e medido sempre no plano de trabalho. Espessura de penetra»c~ao { e [mm] - ¶e a espessura de corte em cada curso ou revolu»c~ao (ciclo), medida no plano de trabalho e numa dire»c~ao perpendicular μa dire»c~ao avan»co. II.9 Grandezas relativas ao cavaco S~ao derivadas das grandezas de corte e obtidas atrav¶es de c¶alculo. N~ao s~ao id^enticas μas obtidas atrav¶es da medi»c~ao do cavaco. Comprimento de corte { b [mm] - ¶e o comprimento de cavaco a ser retirado, medido na superf¶³cie de corte, segundo a dire»c~ao normal μa dire»c~ao de corte. ² no torneamento sen  = p b ! b = p sen  onde  ¶e o ^angulo de posi»c~ao da aresta principal de corte. Espessura de corte { h [mm] - ¶e a espessura calculada do cavaco a ser retirado, medida normalmente μa superf¶³cie de corte e segundo a dire»c~ao perpendicular μa dire»c~ao de corte.
- 14. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 14 ² no torneamento sen  = h ac ! h = ac : sen  ¶A rea da se»c~ao de corte { (ou se»c~ao de corte) { S [mm2] - ¶e a ¶area calculada da se»c~ao de cavaco a ser retirada, medida em um plano normal μa dire»c~ao de corte. S = p : ac ou S = b : h Substituindo ac = ad : sen ' = a Z : sen ' se obt¶em a express~ao geral: S = p : a Z : sen ' ² no torneamento e no aplainamento: ' = 90o ; Z = 1 ! S = p : a ² na fura»c~ao com broca de 2 navalhas: ' = 90o ; Z = 2 ; p = d 2 S = d 2 : a 2 = a : d 4 ² no fresamento cil¶³ndrico tangencial { tr^es situa»c~oes podem ocorrer: 1. na entrada da fresa: ' = 0o ; sen 0o = 0 ! S = 0
- 15. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 15 2. em um ponto qualquer: S = p : a Z : sen ' 3. na sa¶³da da fresa a se»c~ao de corte ¶e m¶axima: sen 'm = x d 2 = r d2 4 ¡ ³ d 2 ¡ e ´2 d 2 = r d2 4 ¡ ³ d2 4 ¡ d:e + e2 ´ d 2 sen 'm = 2 pd:e ¡ e2 d Smax = p : a Z : 2 q e(d ¡ e) d Comprimento efetivo de corte { be [mm] - ¶e o comprimento de cavaco a ser retirado, medido na superf¶³cie de corte segundo a dire»c~ao normal μa dire»c~ao efetiva de corte. be = b q 1 ¡ sen2´ : cos2 (dedu»c~ao ver Dino Ferraresi { p¶agina 13) ² quando ´ ! 0 (v À va) ; sen ´ ! 0 ) be ¼ b
- 16. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 16 Espessura efetiva de corte { he [mm] - ¶e a espessura calculada do cavaco a ser reti-rado, medida normalmente μa superf¶³cie de corte e segundo a dire»c~ao perpendicular μa dire»c~ao efetiva de corte. he = h q 1 + tg2´ : sen2 (dedu»c~ao ver Dino Ferraresi { p¶agina 15) ² Quando v À va ) ´ ! 0 ; tg ´ ! 0 e he ¼ h ² Para  = 90o: he = h q 1 + sen2´ cos2´ = h q cos2´+sen2´ cos2´ = h 1 cos ´ = h : cos ´ ¶A rea de se»c~ao efetiva de corte { Se [mm2] - ¶e a ¶area calculada da se»c~ao do cavaco a ser retirado, medida em um plano normal μa dire»c~ao efetiva de corte. Se = p : ae ou Se = be : he
- 17. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 17 III Geometria da Cunha Cortante da Ferramenta de Usinagem Cunha cortante ¶e a parte da ferramenta na qual o cavaco se origina, atrav¶es do movi-mento relativo entre a ferramenta e a pe»ca. As arestas que limitam a cunha cortante s~ao chamadas arestas de corte, que podem ser retil¶³neas, curvil¶³neas ou angulares. III.1 Superf¶³cies Superf¶³cies de folga { s~ao as superf¶³cies da ferramenta que defrontamcom as superf¶³cies de corte, s~ao tamb¶em chamadas superf¶³cies de incid^encia. Estas superf¶³cies podem ter um chanfro junto a aresta de corte. A largura do chanfro ¶e representada por l®. Superf¶³cie de sa¶³da { ¶e a superf¶³cie sobre a qual se forma o cavaco e por onde este desliza. Pode tamb¶em ter um chanfro, cuja largura ¶e representada por l°. III.2 Sistemas de refer^encia S~ao dois os sistemas de refer^encia usados para a determina»c~ao dos ^angulos das ferramentas: ² o sistema de refer^encia da ferramenta e ² o sistema efetivo de refer^encia. O sistema efetivo ¶e din^amico, isto ¶e, considera-se a ferramenta movendo-se no seu trabalho de usinagem junto a pe»ca. Para determin¶a-lo deve-se levar em conta as condi»c~oes de usinagem, tais como: velocidade de corte e de avan»co, profundidade de corte, avan»co, material da pe»ca e da ferramenta etc. Este sistema interessa ao projeto da ferramenta.
- 18. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 18 O sistema da ferramenta ¶e est¶atico, isto ¶e, considera a ferramenta parada (na m~ao) e interessa ao desenho, fabrica»c~ao e a¯a»c~ao (reparo) da ferramenta. Os sistemas de refer^encia s~ao formados por tr^es planos mutuamente ortogonais que passam pelo ponto de refer^encia da ferramenta e s~ao chamados: ² plano de refer^encia ² plano de corte ² plano de medida III.3 Sistema de refer^encia da ferramenta Plano de refer^encia da ferramenta { ¶e um plano, que passando pelo ponto de re-fer^ encia, seja tanto quanto poss¶³vel perpendicular μa dire»c~ao de corte, por¶em, orien-tado segundo um plano ou eixo da ferramenta. ² no torneamento e aplainamento, este plano ¶e geralmente paralelo μa base da ferramenta. ² para fresas e brocas este plano passa pelo eixo de rota»c~ao e pelo ponto de refer^encia. ² nas brochas este plano ¶e perpendicular ao eixo longitudinal da ferramenta.
- 19. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 19 ² no torneamento, em dois casos, o plano de refer^encia da ferramenta n~ao ¶e perpendicular μa dire»c~ao de corte: Plano de corte da ferramenta { ¶e o plano que passando pela aresta de corte, ¶e per-pendicular ao plano de refer^encia da ferramenta. No caso de arestas de corte curvas, este plano ¶e tangente a aresta de corte, passando pelo ponto de refer^encia. Plano de medida da ferramenta { ¶e um plano perpendicular ao plano de corte e ao plano de refer^encia da ferramenta. III.3.1 ^A ngulos no sistema de refer^encia da ferramenta a) ^Angulos medidos no plano de refer^encia ² ^A ngulo de posi»c~ao  { ¶e o ^angulo entre o plano de corte e o plano de trabalho, medido no plano de refer^encia. ¶E sempre positivo e situa-se fora da cunha de corte de forma que seu v¶ertice indica a ponta de corte.
- 20. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 20 ² ^A ngulo de ponta ² { ¶e o ^angulo entre os planos principal e lateral de corte, medido no plano de refer^encia. Vale a seguinte rela»c~ao:  + ² + Âl = 180o { Um ^angulo de posi»c~ao menor que 90o faz com que o corte se inicie afastado da ponta da ferramenta, num lugar onde a ferramenta ¶e mais resistente e com mais condi»c~ao de suportar o impacto inicial. Para um ^angulo de 90o o corte se inicia subitamente em toda a aresta principal de corte. { A espessura do cavaco, para um mesmo avan»co, diminui com a redu»c~ao do ^angulo de posi»c~ao: h = ac : sen  b = p sen  Isto faz com que a for»ca de corte seja distribu¶³da em um comprimento maior da aresta de corte diminuindo o desgaste da ferramenta e aumentando sua vida, isto ¶e, o tempo necess¶ario entre a¯a»c~oes. { Para um ^angulo de posi»c~ao menor que 90o, a for»ca de usinagem ¶e decomposta em duas partes, sendo uma passiva e que comprime a ferramenta contra as guias e o fuso, diminuindo o perigo de vibra»c~oes devidas a folgas.
- 21. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 21 { Um ^angulo de posi»c~ao pequeno determina um ^angulo de ponta grande, o que aumenta a resist^encia da ferramenta. Para trabalhos normais de desbaste, o ^angulo de posi»c~ao varia entre 30o e 60o. Para pe»cas esbeltas usa-se um ^angulo de posi»c~ao grande para reduzir ao m¶³nimo as for»cas passivas transversais μa pe»ca e evitar a sua deforma»c~ao. O ^angulo de posi»c~ao da aresta lateral de corte, ^angulo Âl, deve ser da ordem de 5o. Um ^angulo Âl muito grande reduz o ^angulo de ponta e a resist^encia da ferramenta, muito pequeno, provoca vibra»c~oes. b) ^Angulo medido no plano de corte ² ^A ngulo de inclina»c~ao ¸ { ¶e o ^angulo entre a aresta de corte e o plano de refer^encia, medido no plano de corte. O ^angulo de inclina»c~ao situa-se de tal forma que seu v¶ertice indica a ponta de corte. ¶E positivo quando a interse»c~ao de um plano paralelo ao de refer^encia, que passa pela ponta da ferramenta, com o plano de corte ¯ca fora da ferramenta, ou seja, a ponta de corte se adianta em rela»c~ao aos outros pontos da aresta cortante no sentido da velocidade de corte. { O ^angulo de inclina»c~ao controla, juntamente com o ^angulo de posi»c~ao, a dire»c~ao de sa¶³da do cavaco. Para um ^angulo de inclina»c~ao ¸ positivo com ferramenta com angulo de posi»c~ao  de 90o, o cavaco °ui no sentido de se afastar da superf¶³cie usinada, enquanto que com ^angulo de inclina»c~ao negativo, o cavaco °ui na dire»c~ao da superf¶³cie usinada.
- 22. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 22 Com ^angulo de inclina»c~ao nulo, o cavaco °ui em sentido aproximadamente paralelo μa superf¶³cie usinada. No caso de emprego de um ^angulo de posi»c~ao  menor que 90o, o efeito do ^angulo de inclina»c~ao ¸ permanece, mas o ^angulo de posi»c~ao  altera a dire»c~ao angular de sa¶³da do cavaco em rela»c~ao a superf¶³cie usinada. { Para cortes interrompidos, o uso de um ^angulo de inclina»c~ao negativo faz com que o impacto na ferramenta se d^e afastado da quina, evitando a quebra da ferramenta. Um ^angulo de inclina»c~ao negativo refor»ca a aresta lateral de corte, tendo um efeito id^entico ao ^angulo de sa¶³da sobre a aresta principal de corte. Em ferramentas de desbaste recomenda-se usualmente o emprego de um ^angulo de inclina»c~ao de ¡3o a ¡5o. { Um ^angulo de inclina»c~ao negativo produz uma for»ca no sentido longitudinal da ferra-menta, tendendo a afast¶a-la da pe»ca. Isto reduz as folgas, diminuindo o perigo de vibra»c~oes, que causam mau acabamento da superf¶³cie usinada, desgaste r¶apido ou quebra da ferramenta. O ^angulo recomendado para trabalho em m¶aquinas antigas e com folgas ¶e de ¡5o a ¡8o. Para pe»cas esbeltas deve-se usar ^angulo de inclina»c~ao pequeno ou nulo para se evitar a possibilidade de deforma»c~oes.
- 23. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 23 c) ^Angulos medidos no plano de medida da cunha cortante ² ^A ngulo de folga ® { ou ^angulo de incid^encia, ¶e o ^angulo entre a superf¶³cie de folga e o plano de corte, medido no plano de medida da cunha cortante. O ^angulo de folga ® ¶e positivo quando a interse»c~ao do plano de corte com o plano de medida ¯ca fora da cunha cortante. { O ^angulo de folga tem a fun»c~ao de evitar o atrito entre a superf¶³cie de corte e a superf¶³cie de folga da ferramenta, permitindo que a cunha cortante penetre na pe»ca e corte livremente. Um ^angulo de folga muito pequeno cega a ferramenta rapidamente, devido ao forte atrito com a pe»ca, gerando aquecimento da ferramenta, mau acabamento super¯cial e aumento da for»ca e pot^encia de corte. Um dos crit¶erios para se determinar o ¯m da vida de uma ferramenta ¶e a medi»c~ao da largura de desgaste. Para uma mesma largura de desgaste Il, uma ferramenta com ^angulo de folga pe-queno tem uma vida menor que outra com ^angulo de folga maior. Por outro lado, um ^angulo de folga grande enfraquece a ferramenta, que se quebra ou solta pequenas lascas, algumas vezes s¶o vis¶³veis ao microsc¶opio. Por esta raz~ao, considera-se normalmente que um ^angulo de folga excessivamente grande ¶e mais prejudicial que um ^angulo muito pequeno. { Na usinagem de materiais macios", como o alum¶³nio, pode-se usar ^angulos de folga grandes, sem perigo de quebra da ferramenta. Para usinagem de materiais duros, deve-se usar ^angulos de folga pequenos pois estes solicitam mais a ferramenta.
- 24. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 24 { O material da ferramenta tamb¶em in°uencia o ^angulo de folga. Quanto mais resistente for o material maior poder¶a ser o ^angulo de folga. Assim, o ^angulo de folga para ferramentas de a»co r¶apido pode ser bem maior que o ^angulo usado em ferramentas de metal duro, pois, o a»co r¶apido ¶e muito mais resistente e tenaz que o metal duro. ² ^A ngulo de sa¶³da ° { ¶e o ^angulo entre a superf¶³cie de sa¶³da e o plano de refer^encia, medido no plano de medida da cunha cortante. O ^angulo de sa¶³da ° ¶e positivo quando a interse»c~ao do plano de refer^encia com o plano de medida ¯ca fora da cunha cortante. Ou seja, a aresta de corte se adianta em rela»c~ao a superf¶³cie de sa¶³da. { De modo geral, quanto maior o ^angulo de sa¶³da mais f¶acil a remo»c~ao de material. Para materiais duros, o ^angulo de sa¶³da deve ser menor que para materiais macios, devido ao aumento da press~ao exercida sobre a ferramenta. { Apesar de o lat~ao ser um material relativamente macio, este ¶e normalmente usinado com ^angulo de sa¶³da nulo para evitar que a ferramenta enganche" na pe»ca. { O ferro fundido ¶e menos resistente do que o a»co, contudo deve ser usinado com ^angulo de sa¶³da menor, isto porque a press~ao exercida pelo cavaco sobre a ferramenta se d¶a mais pr¶oxima do gume que na usinagem do a»co. Materiais que s~ao usinados com di¯culdade, deslocam a zona de maior press~ao para pr¶oximo do gume da ferramenta, exigindo um menor ^angulo de sa¶³da, como por exemplo: ferro fundido e suas ligas, a»co inoxid¶avel, a»cos r¶apidos e a»cos ferramenta recozidos etc. { O ^angulo de sa¶³da altera a dire»c~ao da press~ao de corte pois esta ¶e perpendicular a superf¶³cie de sa¶³da. Pode-se ent~ao controlar a ¶area da se»c~ao resistente pela altera»c~ao do ^angulo de sa¶³da °. Materiais que geram um excesso de calor na usinagem, necessitam um ^angulo de sa¶³da pequeno para facilitar a dissipa»c~ao de calor e impedir que a temperatura pr¶oxima ao gume se aproxime da temperatura de amolecimento do material da ferramenta. As ferramentas de a»co r¶apido admitem um ^angulo de sa¶³da maior do que as ferra-mentas de metal duro. ² ^Angulo da cunha ¯ { ¶e o ^angulo entre a superf¶³cie de folga e a superf¶³cie de sa¶³da, medido no plano de medida da cunha cortante. ® + ¯ + ° = 90o
- 25. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 25 IV Materiais para Ferramentas de Corte Os principais tipos de materiais usados s~ao: A»cos-carbono para ferramentas | s~ao a»cos que t^em de 0,8 a 1,5 % de carbono e com o aparecimento dos a»cos r¶apidos, seu uso se reduziu a fabrica»c~ao de ferramentas simples de reparo e manuten»c~ao que ser~ao utilizadas poucas vezes ou para usinagem de materiais macios" como lat~ao e ligas de alum¶³nio. Suas vantagens s~ao o pre»co baixo, facilidade de usinagem, tratamento t¶ermico sim-ples, boa resist^encia ao desgaste e boa tenacidade. Sua principal desvantagem ¶e a perda de dureza para temperaturas em torno de 250oC. A»cos r¶apidos | s~ao a»cos adicionados de tungst^enio, cromo e van¶adio, o mais comum ¶e o a»co r¶apido 18-4-1, ou seja, 18 % W, 4 % Cr, 1 % V, ¶e fabricado no Brasil pela Villares com a denomina»c~ao VW-Super. Devido ao menor pre»co do molibd^enio, os a»cos r¶apidos onde o tungst^enio ¶e total ou parcialmente substitu¶³do pelo molibd^enio dominam atualmente o mercado. A principal vantagem dos a»cos r¶apidos sobre os a»cos ferramenta ¶e a de manterem a dureza para temperaturas at¶e 600oC, o que permite velocidades de corte bem maiores e que justi¯ca o seu nome ser a»co r¶apido. Suas desvantagens s~ao o pre»co elevado e o tratamento t¶ermico complexo exigindo temperaturas em torno de 1300oC. A»cos r¶apidos com cobalto | a adi»c~ao de cobalto aumenta a dureza a quente e a resist^encia ao desgaste, mas resulta em uma menor tenacidade. Metal duro | originalmente era composto de carboneto de tungst^enio WC e cobalto como elemento ligante, uma composi»c~ao t¶³pica ¶e de 81 % de tungst^enio, 6 % de carbono e 13 % de cobalto. S~ao obtidos por sinteriza»c~ao da mistura dos p¶os de carboneto de tungst^enio e cobalto previamente compactada. Apresentam alt¶³ssima dureza, at¶e cerca de 1000oC e t^em excelente condutibilidade t¶ermica. Nesta composi»c~ao s~ao ideais para a usinagem de ferro fundido e metais n~ao ferrosos, mas s~ao pobres na usinagem do a»co devido ao forte atrito entre a superf¶³cie de sa¶³da da ferramenta e o cavaco de a»co, o que gera uma cratera na superf¶³cie da ferramenta. Adicionando-se carboneto de tit^anio TiC e carboneto de t^antalo TaC se reduz o atrito entre a ferramenta e o cavaco, possibilitando a usinagem do a»co. Tradicionalmente os metais duros s~ao divididos em tr^es grupos de aplica»c~ao: ² Grupo P - simbolizado pela cor azul, basicamente para a usinagem de a»co e materiais de cavaco comprido. ¶E composto por: WC, TiC e TaC. ² Grupo M - simbolizado pela cor amarela, ¶e de uso universal em condi»c~oes satisfat¶orias. ² Grupo K - simbolizado pela cor vermelha, basicamente para a usinagem de fofo, materiais n~ao ferrosos e n~ao met¶alicos (madeira).
- 26. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 26 Ligas fundidas (Estelita) | s~ao ligas obtidas por fundi»c~ao e constitu¶³das de grandes por»c~oes de tungst^enio (10 a 18 %), cromo (30 a 33 %) e cobalto (38 a 53 %) e onde o ferro aparece somente em pequenas por»c~oes (3 %). Possuem elevada dureza a quente e podem trabalhar em temperaturas de 700oC a 800oC. Aquecido a temperaturas extremas o material amolece, mas volta a dureza original quando esfriado, o que o distingue do a»co r¶apido. As ligas fundidas t^em qualidades intermedi¶arias entre o a»co r¶apido e o metal duro. Cer^amica | ¶e obtida atrav¶es da sinteriza»c~ao do ¶oxido de alum¶³nio Al2O3 puro ou com-posto com ¶oxido de sil¶³cio, de magn¶esio, de cromo ou de n¶³quel. Permite a utiliza»c~ao de velocidades de corte de 4 a 5 vezes maiores do que as empre-gadas com metal duro. Em trabalhos de acabamento de pe»cas fundidas, tem sido usado velocidades de 2000 m/min com profundidade de corte de 1 mm e avan»co de 0,1 mm/rot. Devido μas altas velocidades, s~ao necess¶arias grandes pot^encias para usinagem e portanto as m¶aquinas-ferramentas s~ao muito mais exigidas. Sendo a cer^amica um isolante e portanto um mau condutor de calor ¶e muito sens¶³vel a varia»c~oes bruscas de temperatura, por esta raz~ao n~ao se recomenda o emprego de °uido de corte.
- 27. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 27 V For»cas e Pot^encias de Usinagem V.1 For»cas de Usinagem For»ca de usinagem Pu { ¶e a for»ca total que atua sobre uma cunha cortante durante a usinagem. For»ca ativa Pt { ¶e a proje»c~ao da for»ca de usinagem sobre o plano de trabalho, sendo esta a for»ca que contribui efetivamente para o trabalho de usinagem. For»ca passiva Pp { ¶e a proje»c~ao da for»ca de usinagem sobre uma dire»c~ao perpendicular ao plano de trabalho. For»ca de avan»co Pa { ¶e a proje»c~ao da for»ca de usinagem, segundo a dire»c~ao de avan»co. For»ca de apoio Pap { ¶e a proje»c~ao da for»ca de usinagem segundo a dire»c~ao perpendicular a dire»c~ao de avan»co situada no plano de trabalho. Valem as seguintes rela»c~oes gerais: Pu = q P2 t + P2 p Pt = q P2 a + P2 ap For»ca de Corte Pc { ¶e a proje»c~ao da for»ca de usinagem segundo a dire»c~ao de corte. ² No torneamento: Pc = Pap For»ca efetiva de corte Pe { ¶e a proje»c~ao da for»ca de usinagem segundo a dire»c~ao efetiva de corte. V.2 Pot^encias de Usinagem Pot^encia de corte Nc { ¶e o produto da for»ca de corte Pc pela velocidade de corte v. Nc = Pc : v 60 : 75 [CV] onde Pc ¶e dado em Kgf e v em m=min.
- 28. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 28 Pot^encia de avan»co Na { ¶e o produto da for»ca de avan»co pela velocidade de avan»co. Na = Pa : va 1000 : 60 : 75 [CV] onde Pa ¶e dado em Kgf e va em mm=min. Pot^encia efetiva de corte Ne { ¶e o produto da for»ca efetiva de corte pela velocidade efetiva de corte. ¶E portanto igual μa soma das pot^encias de corte e de avan»co. Ne = Na + Nc Ne = Pe : ve 60 : 75 [CV] onde Pe ¶e dado em Kgf e ve em m=min. V.3 Pot^encia fornecida pelo motor A pot^encia de corte difere da pot^encia fornecida pelo motor devido as perdas por atrito que ocorrem nos mancais, engrenagens, sistemas de refrigera»c~ao e lubri¯ca»c~ao, sistemas de avan»co etc. A pot^encia de avan»co embora seja uma parcela utilizada na opera»c~ao de corte, no torneamento ¶e usualmente t~ao pequena que ¶e mais pr¶atico inclu¶³-la na parcela de perdas. O rendimento da m¶aquina ¶e: ´ = Nc Nm onde Nm ¶e a pot^encia do motor e ´ varia usualmente de 60 % a 80 %. V.4 Press~ao espec¶³¯ca de corte { ks A for»ca (principal) de corte pode ser expressa pela rela»c~ao: Pc = ks : S [Kgf] sendo ks [Kgf=mm2] a press~ao espec¶³¯ca de corte, isto ¶e, a for»ca de corte por unidade de ¶area de se»c~ao de corte, e S [mm2=dente] a ¶area da se»c~ao de corte: S = p : ac ou S = b : h A press~ao espec¶³¯ca de corte ks ¶e obtida experimentalmente e baseado nos resultados experimentais foram propostas diversas f¶ormulas relacionando a press~ao espec¶³¯ca de corte com as diversas grandezas que a in°uenciam.
- 29. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 29 V.4.1 Press~ao espec¶³¯ca de corte segundo a ASME ks = Ca an onde Ca ¶e uma constante caracter¶³stica do material da pe»ca (ver tabela V.3, p¶agina 176/177 do Dino Ferraresi) e a ¶e o avan»co, sendo: ² para tornear pe»cas de a»co, n = 0; 2 ² para tornear pe»cas de fofo, n = 0; 3 V.4.2 Press~ao espec¶³¯ca de corte segundo a AWF ks = Cw a0;477 onde Cw ¶e uma constante caracter¶³stica do material da pe»ca (ver tabela V.3, p¶agina 176/177 do Dino Ferraresi). V.4.3 Press~ao espec¶³¯ca de corte segundo Kronenberg ks = Cks : ³ G 5 ´g Sf onde Cks ¶e uma constante caracter¶³stica do material da pe»ca e do ^angulo de sa¶³da °e (ver gr¶a¯co, p¶agina 180 para pe»cas de a»co e p¶agina 181 para pe»cas de ferro fundido), S ¶e a ¶area da se»c~ao de corte e G ¶e o ¶³ndice de esbeltez do cavaco: G = p a a2 > a1 G1 > G2 Substituindo ks na for»ca de corte Pc: Pc = Cks : ³G 5 ´g : S(1¡f) e de¯nindo: F1 = S(1¡f) ; F2 = ³G 5 ´g se obtem: Pc = Cks : F1 : F2 [Kgf] Para o torneamento de pe»cas de a»co: F1 = S0;803 ; F2 = ³G 5 ´0;16 Para o torneamento de pe»cas de ferro fundido: F1 = S0;863 ; F2 = ³G 5 ´0;12
- 30. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 30 V.4.4 Press~ao espec¶³¯ca de corte segundo Kienzle ks = ks1 hz onde Ks1 ¶e uma constante espec¶³¯ca do material para uma se»c~ao de corte de 1 mm de comprimento por 1 mm de espessura. Substituindo ks na for»ca de corte Pc: Pc = Ks1 : h(1¡z) : b sendo Ks1 e (1 ¡ z) valores tabelados em fun»c~ao do material (ver tabela V.4, p¶agina 187 do Dino Ferraresi), e obtidos em ensaios experimentais onde foram usados os seguintes ^angulos de sa¶³da: ² °k = 6o para tornear pe»cas de a»co ² °k = 2o para tornear pe»cas de fofo Para usinagens em que o ^angulo de sa¶³da usado n~ao coincida com o ^angulo de Kienzle, deve ser feita a seguinte corre»c~ao no valor da for»ca de corte: P0 c = Pc h 1 ¡ (° ¡ °k) : 1; 5 100 i
- 31. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 31 Exemplo: Deseja-se tornear um eixo de a»co ABNT 1035 com 100 mm de di^ametro reduzindo-o para 92 mm, s~ao usados avan»co 0; 56 mm=volta e rota»c~ao 320 rpm. Para uma ferramenta de metal duro P20, com os ^angulos:  = 60o, ® = 6o, ° = 15o, ¸ = 0o e r = 1; 5 mm, calcule a pot^encia de corte segundo Kienzle.(p¶ag 188) Solu»c~ao: Pela tabela V.4, tem-se para o a»co St 50.11 equivalente ao ABNT 1035: ks1 = 199 (1 ¡ z) = 0; 74 A espessura e largura de corte valem respectivamente: h = a : sen  = 0; 56 : sen 60o = 0; 486 mm b = p sen  = 4 sen 60o = 4; 62 mm A for»ca de corte segundo Kienzle, resulta: Pc = ks1 : h(1¡z) : b = 199 : 0; 4860;74 : 4; 62 = 539 Kgf Fazendo a corre»c~ao devido ao ^angulo °: P0 c = Pc h 1 ¡ (° ¡ °k) : 1; 5 100 i = 539 h 1 ¡ (15 ¡ 6) : 1; 5 100 i P0 c = 466 Kgf A velocidade de corte no di^ametro externo ¶e dada por: v = ¼ : d : n 1000 = ¼ : 100 : 320 1000 ¼ 100 m=min Logo, a pot^encia de corte ser¶a: Nc = Pc : v 60 : 75 = 466 : 100 60 : 75 = 10; 35 CV
- 32. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 32 VI Desgastes da Ferramenta N~ao existe material para ferramenta que n~ao se desgaste ap¶os um per¶³odo de trabalho, sob a a»c~ao das press~oes de contato com a pe»ca e escorregamento do cavaco sob altas temperaturas. O desgaste ou falha de uma ferramenta pode se dar em tr^es situa»c~oes: ² lascamento do gume ² marca de desgaste ² cratera O lascamento do gume ocorre geralmente devido a varia»c~oes bruscas de temperatura ou sobrecarga na ferramenta, como as que ocorrem no corte interrompido. Nesta situa»c~ao, o gume se quebra formando superf¶³cies ¶asperas e irregulares, impr¶oprias μa usinagem. A marca de desgaste se d¶a na superf¶³cie de folga devido ao atrito entre a ferramenta e a pe»ca. A largura de desgaste Il expressa o grau de desgaste de uma ferramenta e ¶e o crit¶erio mais usado para a determina»c~ao do ¯m da vida de uma ferramenta. A cratera se forma na superf¶³cie de sa¶³da devido ao escorregamento do cavaco sobre a ferramenta. ¶E de¯nida pela profundidade de cratera Cp, largura de cratera Cl e pela dist^ancia do centro da cratera μa aresta de corte Cd. A aresta posti»ca de corte ¶e formada de part¶³culas do material usinado que se soldam na superf¶³cie de sa¶³da da ferramenta e devido ao forte encruamento das part¶³culas do material que a constituem, desempenha o papel de aresta cortante, modi¯cando o mecanismo de forma»c~ao do cavaco. A aresta posti»ca de corte protege a superf¶³cie de sa¶³da da ferramenta contra o desgaste de cratera e, ao contr¶ario, favorece o desgaste da superf¶³cie de folga. No passado recomendava-se que as condi»c~oes de usinagem fossem tais que favorecessem a forma»c~ao da aresta posti»ca. Hoje, sabe-se que esta deve ser evitada, devido ao p¶essimo acabamento super¯cial que provoca, al¶em da redu»c~ao da vida da ferramenta.
- 33. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 33 VII Velocidade ¶ Otima de Corte Para determinadas condi»c~oes de usinagem, tais como avan»co, profundidade de corte, geo-metria da ferramenta, pode-se construir curvas que relacionem o desgaste da ferramenta com a velocidade de corte e o tempo de trabalho, sendo usado neste caso o par^ametro de desgaste que for mais signi¯cativo para a determinada opera»c~ao. (p¶ag. 457) Por exemplo, a varia»c~ao do desgaste Il , em fun»c~ao do tempo, para diferentes veloci-dades de corte: Fixando um valor de desgaste para o qual a ferramenta dever¶a ser a¯ada, por exemplo, Il = 0; 8 mm, se constr¶oi a chamada curva de vida da ferramenta, que relaciona o tempo de trabalho com a velocidade de corte: Segundo Taylor, a rela»c~ao entre o tempo de vida da ferramenta e a velocidade de corte pode ser expressa pela seguinte equa»c~ao: T:vx T = K ou vT :T y = C onde x, y = 1=x, K e C = K1=x s~ao par^ametros que variam de acordo com o material da ferramenta e da pe»ca, e com as condi»c~oes de usinagem (avan»co e profundidade de corte, ^angulos da ferramenta, °uido refrigerante e tipo de corte, se interrompido ou n~ao).
- 34. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 34 As velocidades de corte calculadas pela equa»c~ao de Taylor s~ao chamadas velocidades ¶otimas de corte. Se a vida T da ferramenta for especi¯cada visando a economia do processo tem-se a velocidade econ^omica de corte. Se por outro lado a vida T for determinada tendo em vista maximizar a produ»c~ao, obtem-se a chamada velocidade de m¶axima produ»c~ao. Exemplo |Dobrando a velocidade de corte de quanto ir¶a variar percentualmente a vida da ferramenta. Escrevendo a f¶ormula de Taylor para duas velocidades de corte diferentes: v1 T :T y 1 = C v2 T :T y 2 = C e resolvendo se obtem: T2 T1 = μ v1 T v2 T ¶1 y = μ 1 2 ¶1 y Os valores m¶edios do expoente y s~ao: ² para metal duro | y = 0; 3 ² para a»co r¶apido | y = 0; 15 Logo, quando se trabalha com metal duro a vida ¯ca reduzida aproximadamente a d¶ecima parte: T2 T1 = 0; 5 1 0;3 ¼ 0; 1 Para a»co r¶apido a redu»c~ao ¶e ainda mais dr¶astica, sendo da ordem de um cent¶esimo: T2 T1 = 0; 5 1 0;15 ¼ 0; 01 A f¶ormula simpli¯cada de Taylor ¶e aplicada para as condi»c~oes de usinagem nas quais os par^ametros x e K foram obtidos. Mudando a forma da se»c~ao de corte, isto ¶e, variando o avan»co e a profundidade de corte, os coe¯cientes x e K variar~ao. A tabela X.3, p¶agina 466, do Dino Ferraresi, fornece os valores para os coe¯cientes y e C para alguns tipos de a»co. A tabela X.4, p¶agina 468, do Dino Ferraresi, apresenta os valores de y e C para a usinagem de ferro fundido com pastilha de metal duro, com ¶area da se»c~ao de corte S = 0; 645 mm2, desgaste da superf¶³cie de folga Il = 0; 76 mm e vida da ferramenta de 60 minutos. A tabela X.5, apresenta valores m¶edios para o coe¯ciente y de alguns tipos de materiais.
- 35. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 35 VII.1 Velocidade ¶otima segundo a AWF Levando em considera»c~ao a varia»c~ao na ¶area da se»c~ao de corte, a AWF prop^os a seguinte forma para o c¶alculo da velocidade de corte: vT = Cv s 1 z : ³ T 60 ´y sendo Cv e z obtidos para trabalho com a»co r¶apido sem °uido de corte e para uma vida de 60 minutos (ver tabela X.11, p¶agina 478, do Dino Ferraresi). VII.2 Velocidade ¶otima segundo a ASTME Para o a»co: vT = C0 a0;42 : p0;14 μ 60 T ¶y Para o ferro fundido: vT = C0 a0;30 : p0;10 μ 60 T ¶y onde C0 ¶e uma constante que varia em fun»c~ao do material (ver tabela X.12, p¶agina 479, do Dino Ferraresi). VII.3 Velocidade ¶otima pela f¶ormula de Kronenberg O pesquisador Kronenberg prop^os a seguinte f¶ormula com o objetivo de uni¯car os diversos crit¶erios: vT = Co : ³ p 5:a ´g (p:a)f : ³ T 60 ´y A tabela X.13, p¶agina 482 do Dino Ferraresi, apresenta os valores dos coe¯cientes Co, g, f e y obtidos em ensaios feitos pela ASME utilizando ferramenta de a»co r¶apido, com ^angulos: ® = 6o, ° = 16o, ¸ = 0o,  = 70o, raio de ponta r = 6; 35 mm, e crit¶erio de desgaste na superf¶³cie de folga, Il = 0; 75 mm. Para ferramenta de metal duro deve ser feita a seguinte corre»c~ao: ² Co = 3; 5 : Co , sendo y = 0; 15 para o a»co e y = 0; 13 para o fofo. A tabela X.14, p¶agina 484 do Dino Ferraresi, apresenta os resultados obtidos em ensaios realizados pela AWF para ferramentas de a»co r¶apido e metal duro, com ^angulo de posi»c~ao  = 45o, ^angulo de inclina»c~ao ¸ variando de 0o a ¡8o, sendo que para metais leves e pl¶asticos foi usado ¸ variando entre ¡5o e ¡10o, o raio de ponta r variou entre 0; 5 e 2 mm dependendo do avan»co utilizado. Para profundidades de corte maiores que 5 mm, se recomenda a redu»c~ao da velocidade em 10 % a 20 %.
- 36. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 36 VII.4 Velocidade ¶otima segundo Opitz A tabela X.15, p¶agina 486 do Dino Ferraresi, apresenta os coe¯cientes x e K para a f¶ormula simpli¯cada de Taylor, T : vx T = K , segundo os ensaios realizados por H. Opitz. ² Para ferramenta de metal duro foram utilizados como crit¶erios de desgaste: Il = 0; 8 a 1 mm e K = Cp=Cd = 0; 3. ² Para ferramenta de a»co r¶apido o crit¶erio usado foi o da destrui»c~ao da aresta cortante, fato que ocorre quando a temperatura na aresta ¶e superior a 600oC, e que acontece quando h¶a um aumento no desgaste da superf¶³cie de sa¶³da, gerando mais calor. A dureza da aresta cai rapidamente at¶e a sua destrui»c~ao. Os ^angulos usados nos experimentos foram: ® = 6o a 8o, ° = 6o a 10o,  = 45o, ¸ = 6o a 8o, sendo para o alum¶³nio e para o cobre ¸ = 0o a ¡4o. { Os valores da tabela X.15 s~ao v¶alidos para profundidades de corte entre 2 mm e 7 mm. { Para um mesmo avan»co os coe¯cientes x1 e K1 s~ao para uma vida T · 240 min e os coe¯cientes x2 e K2 para uma vida T > 240 min. { Para cada avan»co, os dois valores de v, x1, x2, K1, K2, limitam a faixa de varia»c~ao para os mesmos. VII.5 In°u^encia do ^angulo de posi»c~ao na velocidade ¶otima Quando o ^angulo de posi»c~ao  usado na usinagem difere do ^angulo usado para a deter-mina »c~ao dos coe¯cientes da f¶ormula de Taylor, deve-se corrigir o valor da velocidade ¶otima atrav¶es da seguinte express~ao: vT (Â) = μ sen Âo sen  ¶2g vT (Âo) sendo Âo o ^angulo de posi»c~ao usado na determina»c~ao dos coe¯cientes de Taylor e g obtido nas tabelas X.13 e X.14. Desta forma, pode-se corrigir os valores das velocidades ¶otimas obtidas pela f¶ormula de Kronenberg, segundo os coe¯cientes dados pelos ensaios da ASME (tabela X.13), usando a seguinte express~ao: vT (Â) = μ sen 70o sen  ¶2g vT (70o) E da mesma forma, corrigir os valores das velocidades ¶otimas obtidas pela f¶ormula de Kronenberg, segundo os ensaios da AWF (tabela X.14) e de Opitz (tabela X.15), pela seguinte express~ao: vT (Â) = μ sen 45o sen  ¶2g vT (45o)
- 37. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 37 VIII Determina»c~ao da Profundidade de Corte e do Avan»co O avan»co tem um efeito muito mais signi¯cativo sobre o acabamento do que a profun-didade de corte. Um bom acabamento exige um avan»co pequeno, o que por outro lado aumenta os custos de a¯a»c~ao e os gastos com energia. ¶E comum se fazer a usinagem em passes, sendo um ou mais de desbaste e um de acabamento onde o avan»co ¶e pequeno. A grosso modo adota-se: ² G = 10 para o desbaste, com p ¸ 2; 0 mm e Ra ¸ 2; 0 ¹m , sendo: G = p a ) a = p 10 ² G = 5 para o acabamento, com p < 2; 0 mm e Ra < 2; 0 ¹m , sendo: G = p a ) a = p 5 De acordo com o sobremetal dispon¶³vel para a usinagem, faz-se a divis~ao do n¶umero de passes: ² usinagem em dois passes: { p1 = 0; 6 : p ! desbaste { p2 = 0; 4 : p ! acabamento ² usinagem em tr^es passes: { p1 = 0; 45 : p ! desbaste { p2 = 0; 30 : p ! semi-acabamento { p3 = 0; 25 : p ! acabamento { A tabela II.1, p¶agina 39 do Dino Ferraresi fornece as condi»c~oes para o torneamento com metal duro para diversos materiais. Segundo a varia»c~ao da profundidade de corte e do avan»co, tem-se as seguintes se»c~oes de corte: p a G = p=a S = p:a tipo de opera»c~ao 0,5 0,1 5 0,05 acabamento 3,0 0,3 10 0,9 desbaste leve 6,0 0,6 10 3,6 desbaste m¶edio 10,0 1,5 6,7 15,0 desbaste pesado > 10; 0 > 1; 5 | > 15; 0 desbaste extra-pesado { Pelo gr¶a¯co 10.18, na p¶agina 500 do Dino Ferraresi, para trabalhos normais usando pastilhas soldadas, pode-se obter a seguinte rela»c~ao: a = 0; 2656 : p0;3181
- 38. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 38 { Para a obten»c~ao de um determinado acabamento super¯cial usa-se arredondar a ponta da ferramenta fazendo a concord^ancia entre as arestas principal e lateral de corte. Para ferramentas de a»co r¶apido recomenda-se usar o maior entre os seguintes valores: ² quatro vezes o avan»co ! 4 : a ² um quarto da profundidade de corte ! p=4 r = maxf (4:a) ; (p=4) g Para metal duro toma-se aproximadamente a metade do valor recomendado para o a»co r¶apido. { Para pe»cas que tenham a rugosidade super¯cial especi¯cada, usa-se a seguinte aproxi-ma »c~ao: a ¼ s Ra : r 40 Ra em [¹m] r em [mm] ² v¶alida para opera»c~oes de acabamento, onde Ra · 3; 0 ¹m
- 39. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 39 IX Condi»c~oes Econ^omicas de Usinagem IX.1 Tempos de Usinagem Para a determina»c~ao das condi»c~oes econ^omicas de usinagem ¶e necess¶ario se conhecer cada um dos tempos envolvidos na fabrica»c~ao de um determinado lote de pe»cas. i) tc = tempo de corte | ¶e o tempo em que ocorre a remo»c~ao efetiva do material em cada pe»ca do lote. Este tempo pode ser calculado a partir da velocidade de avan»co e do percurso de avan»co: tc = la va = la a:n [min] (1) Sendo: n = 1000:v ¼:d [rpm] (2) Se obtem: tc = la:¼:d 1000:a:v [min] (3) onde o percurso de avan»co ¶e dado por (¯gura 1): la = l + p tg  [mm] (4) Figura 1. Percurso de avan»co para opera»c~ao em um passe Para opera»c~oes em v¶arios passes (¯gura 2): tc = X j tcj (5) para cada passe j: laj = lj + pj tg  [mm] (6)
- 40. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 40 tcj = laj :¼:dj 1000:aj :vj [min] (7) Figura 2. Percurso de avan»co para opera»c~ao em v¶arios passes ii) tf = tempo devido μa ferramenta | ¶e o tempo gasto com a a¯a»c~ao e a troca da ferramenta. S~ao portanto de dois tipos: ² tft = tempo de troca da ferramenta { ¶e o tempo gasto com a remo»c~ao da ferramenta de seu suporte para a a¯a»c~ao ou substitui»c~ao e a sua recoloca»c~ao e ajustagem no suporte ap¶os a¯a»c~ao. ² tfa = tempo de a¯a»c~ao da ferramenta { ¶e o tempo gasto durante a a¯a»c~ao. Ser¶a nulo quando a ferramenta for substitu¶³da por outra nova ou por uma ferramenta previamente a¯ada. O n¶umero de trocas ou a¯a»c~oes da ferramenta nt para a usinagem de um lote de Z pe»cas ser¶a: nt = Z:tc T = tempo de corte para todo o lote vida da ferramenta (8) Portanto, o tempo gasto com a a¯a»c~ao e troca da ferramenta para todo o lote ser¶a: nt:tf = nt (tft + tfa) = Z:tc T (tft + tfa) (9) Usando a f¶ormula de Taylor: T = K vx (10) Substituindo T e tc se obtem: nt:tf = Z la:¼:d 1000:a:v μ vx K ¶ (tft + tfa) = Z la:¼:d:vx¡1 1000:a:K (tft + tfa) (11)
- 41. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 41 iii) tempos improdutivos: ² ts = tempo secund¶ario { ¶e o tempo gasto em cada pe»ca: na ¯xa»c~ao, na aproxima»c~ao da ferramenta, na mudan»ca de avan»co e rota»c~ao, ao ligar e desligar a m¶aquina, na inspe»c~ao e medi»c~ao, na retirada da pe»ca etc. ² tpr = tempo de prepara»c~ao { ¶e o tempo necess¶ario para a prepara»c~ao da m¶aquina-ferramenta para a execu»c~ao de todo o lote de pe»cas, sendo in-dispens ¶avel para o in¶³cio do trabalho. Inclui o tempo gasto com a obten»c~ao do material, ferramentas, acess¶orios, gabaritos, desenhos, procedimentos, mon-tagem, execu»c~ao de pe»cas de prova, limpeza da m¶aquina etc. iv) tt = tempo total | ¶e o tempo necess¶ario para a execu»c~ao de uma pe»ca. O tempo necess¶ario para a execu»c~ao de todo o lote ¶e dado por: Z:tt = Z:tc + nt:tf + Z:ts + tpr (12) sendo: ² Z:tc o tempo de corte para todo o lote, ² nt:tf o tempo gasto com a¯a»c~ao e troca de ferramenta para todo o lote, ² (Z:ts + tpr) o tempo improdutivo para todo o lote. Assim, o tempo total para execu»c~ao de uma pe»ca ser¶a: tt = tc + nt:tf Z + ts + tpr Z (13) IX.2 Velocidade de Corte para M¶axima Produ»c~ao Admitindo-se ¯xas todas as condi»c~oes de usinagem, inclusive o avan»co e a profundidade de corte, e deixando como ¶unica vari¶avel a velocidade de corte, pode-se construir o gr¶a¯co a seguir, onde se observa que o tempo total para execu»c~ao de uma pe»ca tem um m¶³nimo: Figura 3. Varia»c~ao do tempo total em fun»c~ao da velocidade de corte
- 42. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 42 Assim, derivando a express~ao do tempo total em rela»c~ao a velocidade de corte v e igualando a zero, se obtem: dtt dv = ¡ la:¼:d 1000:a:v2 + (x ¡ 1) la:¼:d 1000:a:K vx¡2 (tft + tfa) = 0 (14) ou ainda: ¡ 1 v2 + (x ¡ 1) (tft + tfa) K vx¡2 = 0 (15) Logo a velocidade para m¶axima produ»c~ao ¶e: vmax = x s K (x ¡ 1) (tft + tfa) (16) Substituindo vmax na f¶ormula de Taylor se obtem a vida da ferramenta para m¶axima produ»c~ao: Tvmax = (x ¡ 1) (tft + tfa) = K vxm ax (17) IX.3 Velocidade Econ^omica de Corte ¶E a velocidade tal que o custo de fabrica»c~ao seja m¶³nimo. Para determin¶a-la ¶e necess¶ario calcular os custos de produ»c~ao. Para cada pe»ca fabricada tem-se o seguinte custo: Cp = Cc + Cuf + Cum + Cus (18) onde ² Cp ¶e o custo de produ»c~ao ou custo total de fabrica»c~ao. ² Cc ¶e o custo que independe da velocidade de usinagem, e ¶e proporcional ao n¶umero de pe»cas fabricadas. Inclui o custo da mat¶eria-prima, energia el¶etrica, manuten»c~ao, controle de qualidade etc. ² Cuf ¶e o custo das ferramentas por pe»ca fabricada. ² Cum ¶e o custo da m¶aquina, onde se leva em considera»c~ao a deprecia»c~ao da m¶aquina e de seus acess¶orios ao longo do tempo, ou se for o caso, o aluguel do equipamento etc. ² Cus ¶e o custo da m~ao de obra, onde s~ao considerados os gastos com sal¶arios, inde-niza »c~oes, f¶erias, grati¯ca»c~oes, 13o sal¶ario etc. Deste modo, de¯ne-se: Cus = tt Sh 60 (19) Cum = tt Sm 60 (20) onde
- 43. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 43 ² tt ¶e o tempo total para confec»c~ao de uma pe»ca (em minutos), ² Sh ¶e o valor do sal¶ario mais as sobre-taxas por hora (R$/h), ² Sm ¶e o custo total da m¶aquina por hora (R$/h) O custo da ferramenta por pe»ca ser¶a dado por: Cuf = CfT ZT = CfT tc T (21) onde ² ZT ¶e o n¶umero de pe»cas usinadas durante a vida T da ferramenta, ² tc ¶e o tempo de corte e ² CfT ¶e o custo da ferramenta por vida T . No caso de ferramentas de a»co r¶apido ou ferramentas com pastilhas soldadas, tem-se: CfT = (Vfi ¡ Vff ) + Cfa:na na + 1 (22) onde ² Vfi ¶e o valor inicial da ferramenta ² Vff ¶e o valor ¯nal da ferramenta ² Cfa ¶e o custo por a¯a»c~ao da ferramenta ² na ¶e o n¶umero de a¯a»c~oes da ferramenta ² (na + 1) ¶e o n¶umero de vidas da ferramenta. No caso de ferramentas com pastilhas intercambi¶aveis tem-se: CfT = Vsi nfp + Cs ns (23) onde ² Vsi ¶e o custo do porta ferramenta ² nfp ¶e a vida m¶edia do porta ferramenta, em quantidade de arestas de corte, at¶e a sua poss¶³vel inutiliza»c~ao ² Cs ¶e o custo de aquisi»c~ao da pastilha ² ns ¶e o n¶umero de arestas de corte da pastilha
- 44. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 44 Desta forma, o custo total de fabrica»c~ao por pe»ca ser¶a: Cp = Cc + tt 60 (Sh + Sm) + tc T CfT (24) Substituindo o tempo total tt se obtem: Cp = Cc + tc 60 (Sh + Sm) + nt:tf 60:Z (Sh + Sm) + (ts + tpr Z ) (Sh + Sm) 60 + tc T CfT (25) Usando a f¶ormula de Taylor: T = K vx (26) Substituindo T, tf e tc se obtem: Cp = Cc + (Sh + Sm) 60 (ts + tpr Z ) + ! constante + (Sh + Sm) 60 : la:¼:d 1000:a:v + ! inversamente proporcional + (Sh + Sm) 60 : la:¼:d:vx¡1 1000:a:K (tft + tfa) + la:¼:d 1000:a:v : vx K CfT ! exponencial (27) Considerando na express~ao anterior a velocidade de corte como ¶unica vari¶avel, pode-se construir um gr¶a¯co correlacionando as diversas parcelas do custo com a velocidade de corte (¯gura 4). Figura 4. Varia»c~ao do custo em fun»c~ao da velocidade de corte Derivando o custo e igualando a zero se obtem o m¶³nimo desta fun»c~ao: dCp dv = ¡ (Sh + Sm) 60 : la:¼:d 1000:a:v2 + (x ¡ 1) la:¼:d:vx¡2 1000:a:K CfT + + (x ¡ 1) la:¼:d:vx¡2 1000:a:K (tft + tfa) (Sh + Sm) 60 = 0 (28)
- 45. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 45 ou ainda: ¡ (Sh + Sm) 60 : 1 v2 + " CfT + (tft + tfa) (Sh + Sm) 60 # (x ¡ 1) vx¡2 K = 0 (29) Logo, a velocidade econ^omica de corte, ou seja, aquela que minimiza o custo ser¶a: vo = x vuut K (x ¡ 1) h tft + tfa + CfT 60 (Sh+Sm) i (30) Substituindo vo na f¶ormula de Taylor, se obtem a vida econ^omica da ferramenta: To = (x ¡ 1) " tft + tfa + CfT 60 (Sh + Sm) # (31) IX.4 Intervalo de M¶axima E¯ci^encia Comparando a vida da ferramenta para m¶axima produ»c~ao: Tvmax = (x ¡ 1) (tft + tfa) (32) com a vida econ^omica da ferramenta: To = (x ¡ 1) " tft + tfa + CfT 60 (Sh + Sm) # (33) se obtem que: To = Tvmax + (x ¡ 1) 60 (Sh + Sm) CfT (34) De¯ne-se o intervalo de m¶axima e¯ci^encia como o intervalo compreendido entre as velocidades de corte de m¶axima produ»c~ao e a velocidade econ^omica da ferramenta, sendo sempre desej¶avel que a velocidade de corte utilizada esteja compreendida neste intervalo. Figura 5. Intervalo de m¶axima e¯ci^encia Para velocidades menores que vo, o custo de produ»c~ao por pe»ca aumenta e a produ»c~ao diminui, para velocidades maiores que vmax a produ»c~ao diminui e o custo aumenta. Por¶em, no intervalo de m¶axima e¯ci^encia, para valores crescentes de v a partir de vo haver¶a um aumento do custo por pe»ca e seu correspondente aumento de produ»c~ao.
- 46. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 46 X Vibra»c~oes em Usinagem A ocorr^encia de vibra»c~oes durante o processo de corte, tamb¶em conhecida por chatter", ¶e um fen^omeno que deve sempre ser evitado. Entre os problemas que provoca est~ao: ² o aumento do desgaste da ferramenta, ² a forma»c~ao a imperfei»c~oes na superf¶³cie da pe»ca, ² a gera»c~ao de ru¶³dos nocivos de alta frequ^encia. A m¶aquina-ferramenta, a ferramenta de corte e a pe»ca formam um sistema din^amico complexo com in¯nitos graus de liberdade. Analisar o comportamento din^amico deste sistema ¶e em si uma tarefa dif¶³cil pois o movimento do carro transversal e as modi¯ca»c~oes na forma da pe»ca alteram as caracter¶³sticas din^amicas do sistema continuamente. Outro fator complicador s~ao as °utua»c~oes na for»ca de corte devido μas varia»c~oes inerentes ao pr¶oprio processo de corte, produzindo vibra»c~oes do tipo for»cadas. Em algumas situa»c~oes a vibra»c~ao pode fazer variar o processo de corte de modo que este forne»ca energia para o sistema mantendo a vibra»c~ao, esta situa»c~ao ¶e conhecida por vibra»c~ao auto excitada ou auto-induzida.
- 47. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 47 XI Fura»c~ao A ferramenta mais empregada para a produ»c~ao de furos cil¶³ndricos ¶e a broca helicoidal. A usinagem de furos com brocas ¶e basicamente uma opera»c~ao de desbaste, sendo uti-lizado em seguida a esta, outras opera»c~oes para conferir as caracter¶³sticas de acabamento e precis~ao requeridas. As brocas helicoidais s~ao compostas por: ² haste { ¶e usada para ¯xar a broca μa m¶aquina e pode ser cil¶³ndrica ou c^onica. As brocas de haste c^onica s~ao padronizadas para di^ametros de 3 a 100 mil¶³metros, sendo as hastes c^onicas normalizadas e constru¶³das em 6 tamanhos. A tabela a seguir, apresenta o cone Morse associado a cada di^ametro da broca. Cone Morse Di^ametro das Brocas [mm] 1 D · 14 2 14 < D · 23; 02 3 23; 02 < D · 31; 75 4 31; 75 < D · 50; 8 5 50; 8 < D · 76; 2 6 D > 76; 2 As brocas de hastes cil¶³ndricas s~ao padronizadas para di^ametros de 0,2 a 20 mil¶³me-tros para a s¶erie normal, enquanto que para a s¶erie extra curta estes di^ametros podem chegar a 40 mil¶³metros. ² canais helicoidais { destinados a promover a remo»c~ao dos cavacos, s~ao inclinados do ^angulo de h¶elice Á determinado em fun»c~ao do tipo de material a usinar. Material a furar ^A ngulo da h¶elice Á Ferro Fundido, Ferro Fundido Male¶avel, A»co, A»co Forjado, A»co Mangan^es ¼ 30o Materiais com tenacidade e dureza normais { Tipo N Alum¶³nio, Cobre, Chumbo, Zinco Materiais moles e/ou de cavaco longo { Tipo W ¼ 40o Lat~ao, Bronze, Bronze Duro M¶armore, Ebonite-Baquelite ¼ 15o Materiais duros e fr¶ageis e/ou de cavaco curto { Tipo H O ^angulo da h¶elice Á coincide com o ^angulo lateral de sa¶³da °x medido na ponta de corte ou na periferia da broca. ² duas arestas principais { vistas de frente s~ao aproximadamente paralelas entre si e vistas de lado formam o ^angulo de ponta ¾, cujo valor varia com o material a ser usinado. Veja a tabela a seguir. ² aresta transversal { situada na ponta da broca, liga as duas arestas principais, seu comprimento ¶e o do di^ametro da alma (n¶ucleo da broca), situa-se em torno de 20% de di^ametro da broca.
- 48. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 48 Material Tipo de broca ^Angulo de ponta ¾ A»co com baixa resist^encia N 118o A»co liga de alta resist^encia N 130o Ferro fundido N 118o (90o) Alum¶³nio, cobre, metais leves de cavaco longo W 140o Bronze duro, m¶armore, pl¶asticos duros, ebonite-baquelite H 118o A aresta transversal trabalha em p¶essimas condi»c~oes: velocidade de corte muito baixa, ^angulo de sa¶³da negativo, sendo respons¶avel por grande parte do esfor»co consumido no avan»co da ferramenta, deve por isso ser mantida o menor poss¶³vel. Algumas a¯a»c~oes especiais s~ao utilizadas: ² redu»c~ao da aresta transversal { ¶e reti¯cada uma reentr^ancia na ponta da broca, reduzindo a aresta transversal. (Formato A) ² corre»c~ao do ^angulo de sa¶³da com redu»c~ao da aresta transversal { ¶e reti¯cada uma canaleta que simultaneamente corrige o ^angulo de sa¶³da e reduz a aresta transversal. (Formato B) ² a¯a»c~ao cruzada { ¶e reti¯cado um plano inclinado nas superf¶³cies de folga, elimi-nando parcial ou totalmente a aresta transversal. Este tipo de a¯a»c~ao ¶e usado principalmente em brocas para furos profundos, devido ao seu efeito autocentrante. (Formato C) ² a¯a»c~ao com ^angulo de ponta duplo { ¶e muito usado na fura»c~ao de ferro fundido cinzento. (Formato D) ² a¯a»c~ao com ponta de centrar { ¶e utilizada na fura»c~ao de chapas, onde a espessura ¶e menor que duas vezes o di^ametro. (Formato E)
- 49. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 49 A maioria das brocas atualmente s~ao fabricadas em a»co r¶apido. Somente para brocas de uso espor¶adico ou fura»c~ao de madeira se usa o a»co ferramenta. As brocas com pastilhas de metal duro soldadas, t^em sido muito usadas na usinagem de concreto, cer^amicas e n~ao met¶alicos, ferros fundidos duros e a»co de usinagem dif¶³cil, como os inoxid¶aveis. Para melhorar as condi»c~oes de corte em furos profundos, s~ao usadas brocas com canais que levam o °uido de corte at¶e a ponta da ferramenta, refrigerando as arestas de corte e removendo os cavacos no retorno do °uido pelos canais helicoidais. Com o objetivo de se aumentar a produ»c~ao s~ao utilizadas brocas escalonadas, que possuem 2 ou mais di^ametros, e que podem executar em uma s¶o opera»c~ao a pr¶e-fura»c~ao, fura»c~ao, alargamento e chanframento. As brocas de centro, usadas para marcar os furos de centro em pe»cas que ser~ao usinadas entre pontas", s~ao tamb¶em um tipo de broca escalonada, onde s~ao combinados a fura»c~ao e o escareamento.
- 50. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 50 Anexo IX.1
- 51. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 51 Anexo IX.2
- 52. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 52 Anexo IX.3
- 53. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 53 XI.1 For»cas e momentos na fura»c~ao Para brocas com a¯a»c~ao normal, do tipo c^onica, as for»cas e os momentos, que atuam na ferramenta podem ser de tr^es origens: ² a resist^encia do material ao corte pelas duas arestas principais. ² a resist^encia ao esmagamento e corte do material pela aresta transversal. ² o atrito entre a broca e o furo, e o atrito entre o cavaco e as superf¶³cies de sa¶³da e do furo. Em termos percentuais a for»ca de avan»co e o momento tor»cor se dividem em: ² For»ca de avan»co - Pa { 40 a 50 % devido μas arestas principais { 45 a 58 % devido μa aresta transversal { 2 a 5 % devido ao atrito ² Momento - Mt { 70 a 90 % devido μas arestas principais { 3 a 10 % devido μa aresta transversal { 5 a 20 % devido ao atrito XI.2 Momento de tor»c~ao segundo Kienzle Admite-se que a distribui»c~ao da for»ca de corte ao longo das duas arestas principais seja sim¶etrica e desta forma o momento tor»cor para a fura»c~ao em cheio ser¶a: Mt = Pc D 2 (35)
- 54. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 54 E para a fura»c~ao com pr¶e-fura»c~ao: Mt = Pc (D + do) 2 (36) Usando a f¶ormula de Kienzle para a for»ca de corte Pc: Pc = Ks1 : b : h(1¡z) (37) sendo para a fura»c~ao em cheio: b = p sen  = D 2 : sen  (38) h = ad : sen  = a 2 sen  (39) e para a fura»c~ao com pr¶e-fura»c~ao: b = p sen  = D ¡ do 2 : sen  (40) h = ad : sen  = a 2 sen  (41) Substituindo Pc na express~ao para o momento tor»cor se obtem, para a fura»c~ao em cheio: Mt = Ks1 D2 4 : sen  ³a 2 ´(1¡z) sen  (42) e para a fura»c~ao com pr¶e-fura»c~ao: Mt = Ks1 (D2 ¡ d2o ) 4 : sen  ³a 2 sen  ´(1¡z) (43) os coe¯cientes Ks1 e (1 ¡ z) da f¶ormula de Kienzle para fura»c~ao em cheio foram obtidos para alguns tipos de a»co por H. Daar e s~ao apresentados na tabela IV. Devido ao car¶ater geral da f¶ormula de Kienzle, podem ser usados os coe¯cientes Ks1 e (1 ¡ z) obtidos para o torneamento como aproxima»c~ao para a fura»c~ao com pr¶e-fura»c~ao e fura»c~ao em cheio de materiais n~ao tabelados.
- 55. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 55
- 56. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 56 XI.3 Momento de tor»c~ao segundo Kronenberg para fura»c~ao em cheio Kronenberg prop^os a seguinte forma: Mt = C1 : Dx : ay (44) onde D ¶e o di^ametro da broca e C1, x e y foram tabelados por H. Daar, para alguns materiais. (tabela V)
- 57. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 57 XI.4 Momento de tor»c~ao segundo H. Daar para fura»c~ao com pr¶e-fura»c~ao Observando que o erro na aplica»c~ao da f¶ormula de Kienzle era principalmente devido a varia»c~ao do ^angulo ° na fura»c~ao, H. Daar procurou considerar esta varia»c~ao desenvolvendo a seguinte f¶ormula: Mt = Co : a1¡zo : D2¡xo : (Dxo ¡ dxo o ) (45) onde Co , (1 ¡ zo) , xo podem ser obtidos da tabela X para alguns materiais.
- 58. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 58 XI.5 For»ca de avan»co segundo Spur para a fura»c~ao em cheio Spur prop~oe para o c¶alculo da for»ca de avan»co uma f¶ormula que se assemelha a f¶ormula de Kienzle: Pa = Kn1 : D : h1¡y [Kgf] (46) onde Kn1 e (1 ¡ y) s~ao obtidos da tabela VII para alguns materiais.
- 59. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 59 XI.6 For»ca de avan»co segundo H. Daar para fura»c~ao em cheio Daar prop~oe uma f¶ormula para a for»ca de avan»co similar a de Kronenberg para o c¶alculo do momento de tor»c~ao: Pa = C4 : Dx : ay [Kgf] (47) onde as constantes C4 , x e y s~ao obtidas na tabela VIII.
- 60. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 60 XI.7 For»ca de avan»co segundo H. Daar para fura»c~ao com pr¶e-fura »c~ao Daar prop~oe para a for»ca de avan»co uma f¶ormula an¶aloga a do momento de tor»c~ao: Pa = Bo : a1¡yo : D1¡wo : (Dwo ¡ dwo o ) (48) sendo Bo , (1 ¡ yo) e wo obtidos na tabela XIII.
- 61. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 61 XI.8 Pot^encia de corte De forma geral a pot^encia de corte ¶e dada por: Nc = Pc : v 60 : 75 [CV] (49) Para a fura»c~ao em cheio: Pc = 2 : Mt D [Kgf] (50) Nc = 2 : Mt : v 60 : 75 : D [CV] (51) Para a fura»c~ao com pr¶e-fura»c~ao: Pc = 2 : Mt D + do [Kgf] (52) Nc = 2 : Mt : v 60 : 75 : (D + do) [CV] (53) XI.9 Pot^encia de avan»co Quando o movimento de avan»co for dado pela m¶aquina, a pot^encia de avan»co ser¶a dada pela f¶ormula geral: Na = Pa : va 1000 : 60 : 75 [CV] (54) XI.10 Pot^encia do motor Para m¶aquinas em que o avan»co ¶e acionado pelo motor: Nm = Nc + Na ´ [CV] (55) onde ´ ¶e o rendimento mec^anico do motor e se situa entre 60 e 90 %. XI.11 Pot^encia do motor para avan»co manual Quando o movimento de avan»co for realizado manualmente, a pot^encia do motor ser¶a: Nm = Nc ´ [CV] (56) XI.12 Sele»c~ao da velocidade de corte e do avan»co As tabelas XV e XVI fornecem valores pr¶aticos para fura»c~ao com broca de a»co carbono, a»co r¶apido e metal duro. O cat¶alogo da SKF fornece valores para velocidade de corte, para usinagem de diversos materiais, com broca de a»co r¶apido. O avan»co ¶e dado em fun»c~ao do di^ametro da broca de acordo com as seguintes faixas:
- 62. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 62 ² at¶e 8,0 mm de di^ametro: a = 0; 025 : D : M (57) ² de 8,00 mm at¶e 20,0 mm de di^ametro: a = (0; 0125 : D + 0; 1) : M (58) ² acima de 20,0 mm de di^ametro: a = (0; 008 : D + 0; 19) : M (59) sendo M um fator de corre»c~ao em fun»c~ao da usinabilidade do material. Para furos onde o comprimento ¶e maior que 3 vezes o di^ametro, os valores indicados na tabela da SKF, para velocidade de corte e de avan»co, devem ser multiplicados pelos seguintes par^ametros: ² para a velocidade de corte kv = à 1 ¡ comprimento do furo 40 : D ! (60) { at¶e um m¶³nimo correspondente μa metade da velocidade de corte indicada na tabela. ² para o avan»co ka = à 1 ¡ comprimento do furo 50 : D ! (61) { at¶e um m¶³nimo de 0,025 mm por rota»c~ao. XI.13 Vida da broca e velocidade ¶otima de corte De¯ne-se a vida da broca como o comprimento total furado, em determinadas condi»c~oes, at¶e que a for»ca de avan»co ou o momento de tor»c~ao alcancem um certo (aumento) percentual acima do valor inicial. Em geral, adota-se o aumento do momento de tor»c~ao como crit¶erio, limitando a vida da broca em 30 a 35 % de aumento no momento de tor»c~ao inicial. Em analogia μa f¶ormula de Taylor ¶e usada a seguinte f¶ormula relacionando a vida da broca com a velocidade de corte: v : Lz = CL (62) onde L ¶e a vida da broca em mil¶³metros e onde z e CL s~ao constantes que dependem do tipo de material e das condi»c~oes de usinagem. A tabela XIV apresenta alguns valores de z e CL.
- 63. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 63 Por analogia com a velocidade v60 no torneamento, a velocidade ¶otima de corte que permite obter uma vida da broca de 2000 mil¶³metros ¶e frequentemente usada como re-fer^ encia e ¶e chamada vL2000 . Exemplo: Determinar a velocidade ¶otima para a usinagem de um furo com 12,0 mm de di^ametro e 20,0 mm de profundidade, em a»co carbono com 65 Kgf/mm2 e broca de a»co r¶apido, considerando a vida da broca em 2000 mm. Solu»c~ao: Utilizando v : Lz = CL ; pela tabela XIV, o material n¶umero 7 fornece: z = 0; 137 ; CL = 109 Substituindo se obtem: v = 109 20000;137 = 109 2; 833 = 38; 5 m=min Exemplo: Determinar, pelo cat¶alogo da SKF, a velocidade de corte e o avan»co para a usinagem de um furo de 12; 0 mm de di^ametro e 20; 0 mm de profundidade, em a»co carbono com 65 Kgf/mm2, considerando que ser¶a usada uma furadeira, cujas rota»c~oes e avan»cos s~ao dados pela s¶erie com raz~ao ' = 1; 12, sendo os avan»cos dispon¶³veis em [mm/rot]: 0,050; 0,056; 0,063; 0,071; 0,080; 0,090; 0,100; 0,112; 0,125; 0,140; 0,160; 0,180; 0,200; 0,224; 0,250; 0,280; 0,315; 0,355; 0,400; 0,450; 0,500; 0,560; 0,630; 0,710; e as rota»c~oes dispon¶³veis em [rpm]: 50; 56; 63; 71; 80; 90; 100; 112; 125; 140; 160; 180; 200; 224; 250; 280; 315; 355; 400; 450; 500; 560; 630; 710; 800; 900; 1000. Solu»c~ao: Pelo cat¶alogo da SKF, para a»co carbono com 65 Kgf/mm2 a velocidade de corte indicada est¶a entre 25 e 28 m/min. Calculando a faixa de rota»c~oes: n = 1000 : 25 ¼ : 12 = 663 rpm n = 1000 : 28 ¼ : 12 = 743 rpm Normalizando a rota»c~ao pela s¶erie ' = 1; 12 : n = 710 rpm Sendo a velocidade de corte real: v = ¼ : 12 : 710 1000 = 26; 77 m=min Para determinar o avan»co se utiliza: a = (0; 0125 : D + 0; 1) : M Calculando: a = (0; 0125 : 12 + 0; 1) : 0; 8 = 0; 2 mm=rot
- 64. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 64 Anexo IX.4
- 65. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 65 Anexo IX.5
- 66. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 66 Anexo IX.6
- 67. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 67 Anexo IX.7
- 68. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 68 XII Alargamento Para melhorar o acabamento de furos executados por brocas ou fabricados por fundi»c~ao e forjamento ou ainda estampados, s~ao usados alargadores, que podem ser de dois tipos: ² alargador de desbaste ou broca calibradora ² alargador de acabamento ou alargador propriamente dito Furos executados por brocas t^em toler^ancias de fabrica»c~ao que variam entre a quali-dade ISO IT 11 μa IT 14. O uso dos alargadores de desbaste permite obter toler^ancias entre a qualidade ISO IT 8 μa qualidade IT 9. Os alargadores de acabamento permitem obter toler^ancias de qualidade IT 7. Opera»c~ao Qualidade Fura»c~ao com broca ISO IT 11 μa IT 14 Alargamento de desbaste ISO IT 8 μa IT 9 Alargamento de acabamento ISO IT 7 XII.1 Alargadores de desbaste S~ao semelhantes μas brocas helicoidais, mas com 3 ou 4 arestas de corte. Podem ser de haste cil¶³ndrica ou haste c^onica. Os alargadores de haste cil¶³ndrica s~ao fabricados para di^ametros variando entre 5 e 20 mil¶³metros. Os alargadores de haste c^onica t^em di^ametros variando entre 9 e 50 mil¶³metros. Para di^ametros maiores s~ao usados os alargadores m¶oveis (ocos), cujos di^ametros variam entre 25 e 100 mil¶³metros, e s~ao montados em hastes atrav¶es de um cone 1:30 com encaixe para chaveta. O di^ametro do n¶ucleo do alargador de desbaste se situa em torno de 0,65 do di^ametro externo do alargador, isto signi¯ca que o di^ametro m¶³nimo do furo anterior ao alargamento deve ser maior que o di^ametro do n¶ucleo do alargador. Os fabricantes de ferramentas, geralmente fornecem indica»c~oes a respeito do di^ametro do n¶ucleo, mas como forma geral pode-se adotar a seguinte indica»c~ao: diametro externo do alargador diametro do nucleo = 1; 4 Se o alargador de desbaste for a ¶ultima opera»c~ao, o di^ametro do alargador dever¶a ser o mesmo do furo desejado. Caso o furo seja submetido tamb¶em a passagem do alargador de acabamento, o di^ametro do alargador de desbaste deve ser menor que o di^ametro do furo, de acordo com a tabela a seguir. Di^ametro d1 do alargador de desbaste para Di^ametro nominal opera»c~ao posterior com alargador de acabamento d (mm) a»co r¶apido (mm) metal duro (mm) 4; 75 < d · 10 d1 = d ¡ 0; 2 d1 = d ¡ 0; 4 10 < d · 18 d1 = d ¡ 0; 25 d1 = d ¡ 0; 4 18 < d · 30 d1 = d ¡ 0; 3 d1 = d ¡ 0; 4 30 < d · 50 d1 = d ¡ 0; 4 d1 = d ¡ 0; 4 50 < d · 100 d1 = d ¡ 0; 5 d1 = d ¡ 0; 5
- 69. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 69 Devido a profundidade de corte no alargamento ser pequena, os valores do momento de tor»c~ao e da for»ca de avan»co s~ao bem menores no alargamento do que na fura»c~ao com brocas helicoidais, este fato, aliado a falta de resultados experimentais, fazem com que o c¶alculo dos esfor»cos envolvidos raramente seja executado. Uma forma de se obter uma estimativa ¶e utilizar as f¶ormulas obtidas para fura»c~ao com pr¶e-fura»c~ao. Os valores para a velocidade de corte e de avan»co, para os alargadores de desbaste, s~ao dados nas tabelas VI e VII, respectivamente. XII.2 Alargadores de acabamento Atuam de forma semelhante aos alargadores de desbaste, por¶em, possuem um n¶umero maior de dentes. A tabela VIII, indica o n¶umero de arestas cortantes em alargadores de a»co r¶apido para uso em m¶aquina. Os alargadores manuais geralmente possuem alguns dentes a mais. Os alargadores com arestas de metal duro t^em menor n¶umero de arestas que um do mesmo di^ametro de a»co r¶apido, isso se deve a di¯culdade de fabrica»c~ao destes alargadores. Para evitar o surgimento de vibra»c~oes, durante o alargamento, o passo entre os dentes do alargador n~ao deve ser constante, usa-se uma defasagem entre 0,5o e 2o para o passo de cada duas arestas diametralmente opostas, de forma que ainda se possa medir o di^ametro.
- 70. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 70 XIII Fresagem O fresamento ¶e um opera»c~ao de usinagem executado com uma ferramenta multicortante chamada fresa. ¶E uma opera»c~ao bastante vers¶atil, capaz de competir com a fura»c~ao, o alargamento, o aplainamento, etc. As fresadoras s~ao capazes de usinar furos com precis~ao de 0,025 a 0,050 mm no posi-cionamento, sendo mais econ^omicas que as furadeiras na usinagem de pequenas quanti-dades de pe»cas por dispensarem o uso de gabaritos. Na usinagem de superf¶³cies planas, tem-se uma opera»c~ao mais r¶apida com o fresamento do que com o aplainamento, por outro lado o custo do fresamento ¶e mais alto devido ao custo inicial e de manuten»c~ao da fresadora, bem como o custo da a¯a»c~ao da fresa serem mais altos que no aplainamento. O fresamento pode ser classi¯cado como: fresamento frontal { no qual os dentes ativos, arestas cortantes, est~ao na superf¶³cie frontal da ferramenta. O eixo da fresa neste caso ¶e perpendicular μa superf¶³cie gerada. fresamento tangencial { no qual os dentes ativos, arestas cortantes, est~ao na superf¶³cie cil¶³ndrica da ferramenta. O eixo da fresa neste caso ¶e paralelo μa superf¶³cie gerada. O fresamento tangencial pode ser: concordante { caso em que o sentido do movimento de avan»co coincide com o sentido do movimento de rota»c~ao da fresa. discordante { caso em que o sentido do movimento de avan»co ¶e contr¶ario ao sentido do movimento de rota»c~ao da fresa. No fresamento frontal, as fresas s~ao ditas frontais ou de topo. No fresamento tangen-cial, s~ao ditas cil¶³ndricas ou tangenciais. No fresamento discordante a espessura do cavaco h aumenta de zero a um valor hmax. Inicialmente, desenvolve-se um grande atrito entre a ferramenta e a pe»ca at¶e que a fer-ramenta penetre no material, em seguinda a componente vertical da for»ca de usinagem aumenta tendendo a arrancar a pe»ca da mesa da m¶aquina enquanto retira uma por»c~ao de cavaco em forma de v¶³rgula. Esta varia»c~ao na for»ca vertical produz vibra»c~oes que prejudicam o acabamento da superf¶³cie usinada. No fresamento concordante, a componente vertical da for»ca de usinagem tende sempre a comprimir a pe»ca sobre a mesa. A componente horizontal, por outro lado, tem o mesmo sentido do movimento de avan»co, e quando esta ¶e maior que o atrito entre a mesa e as guias, ocorrem pequenos deslocamentos decorrentes da exist^encia de folgas entre o fuso e a porca acoplada μa mesa da m¶aquina. Durante muito tempo se julgou imposs¶³vel a realiza»c~ao do fresamento concordante de forma e¯ciente. Por¶em, com os avan»cos tecnol¶ogicos que eliminam as folgas e a utiliza»c~ao do ^angulo de sa¶³da negativo, o fresamento concordante tem se mostrado mais vantajoso que o discordante, fornecendo um melhor acabamento e maior produ»c~ao.
- 71. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 71 XIII.1 Forma do cavaco produzido no fresamento tangencial O ^angulo de contato do dente, representado por 'o, ¶e o ^angulo formado pelos raios que ligam o centro da fresa aos pontos onde o dente entra e sai do material: cos '0 = D ¡ 2 : e 2 D 2 = D ¡ 2 : e D cos '0 = 1 ¡ 2 : e D A espessura de corte h ¶e medida sempre numa dire»c~ao, sendo dada por: h = ad : sen ' e a espessura m¶axima hmax: hmax = ad : sen '0 O comprimento de corte b coincide com a largura de corte p.
- 72. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 72 XIII.2 Volume do cavaco removido no fresamento tangencial O volume do cavaco removido por cada dente em uma volta da fresa ¶e dado por: Qd = Z '0 0 b : h D 2 d' = b:D 2 ad Z '0 0 sen ' d' = b:D 2 ad (1 ¡ cos '0) = b:D 2 ad 2:e D Qd = b : e : ad [mm3] O volume total removido por minuto para Z dentes e n rota»c~oes, ser¶a: Q = b : e : n : Z : ad = b : e : va [mm3=min] Q = p : e : va [mm3=min] XIII.3 Forma do cavaco produzido no fresamento frontal De acordo com a forma com que a fresa ataca a pe»ca pode-se distinguir entre: fresamento frontal sim¶etrico - quando o deslocamento do eixo da ferramenta se faz sobre o eixo de simetria da pe»ca. fresamento frontal assim¶etrico - quando o deslocamento do eixo da ferramenta n~ao se faz sobre o eixo de simetria da pe»ca. O fresamento frontal sim¶etrico pode ser subdividido em: fresamento frontal de rasgo ou de canal - quando a espessura de penetra»c~ao e for igual ao di^ametro D da fresa e o ^angulo de contato do dente '0 ¶e 180o. fresamento frontal comum - quando a fresa facea toda a superf¶³cie da pe»ca, ou seja, a espessura de penetra»c~ao ¶e menor que o di^ametro da ferramenta, e < D, e neste caso o ^angulo de contato do dente '0 ¶e dado por: sen '0 2 = e 2 D 2 = e D No fresamento frontal assim¶etrico, a condi»c~ao mais favor¶avel para a penetra»c~ao do dente ¶e obtida quando o afastamento j ¶e: j = 0; 05 : D
- 73. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 73 XIII.4 Pot^encia de corte com base no volume de cavaco re-movido Pelo mesmo procedimento usado para o fresamento cil¶³ndrico tangencial, pode-se chegar a conclus~ao de que a seguinte f¶ormula ¶e v¶alida para todos os tipos de fresagem: V = b : e : ad : n : Z = b : e : va [mm3=min] Chamando V 0 o volume de cavaco removido por unidade de pot^encia em um minuto, tem-se por de¯ni»c~ao: Nc = V V 0 onde Nc ¶e a pot^encia de corte. As tabelas V.2 e V.3, do livro Usinagem dos Metais, de Dino Ferraresi, fornecem os valores de V 0 segundo v¶arias fontes. Deste modo, a pot^encia do motor da fresadora dever¶a ser: Nm = Nc ´t sendo ´t o rendimento mec^anico total da transmiss~ao. Na tabela V.4, do mesmo livro, s~ao fornecidos alguns valores do rendimento mec^anico ´t em fun»c~ao da pot^encia do motor da acionamento. Substituindo a express~ao da pot^encia de corte na express~ao da pot^encia do motor, se obtem: V = Nm : ´t : V 0 que fornece o m¶aximo de volume de cavaco remov¶³vel em uma determinada fresadora com pot^encia do motor Nm e rendimento mec^anico ´t. XIII.5 Formas de fresas A grande versatilidade da fresagem se deve principalmente aos diferentes tipos e formas que as fresas podem ter: fresas cil¶³ndricas com dentes tangenciais { podem ser de dentes retos ou helicoidais, com corte a direita ou a esquerda. fresas cil¶³ndricas de corte tangencial e frontal { (¯g. 23, 24, 25) ² de cabo cil¶³ndrico { para di^ametros de 2 a 20 ² de cabo c^onico { para di^ametros de 6 a 40 ² ^ocos { para di^ametros de 30 a 150 fresas de disco { onde a espessura ¶e pequena em rela»c~ao ao di^ametro, podem ser de dois ou tr^es cortes. (¯g. 2.6, 2.7) fresas angulares { servem para usinagem de superf¶³cies que formam ^angulos entre si. (¯g. 2.8)
- 74. Notas de Aula de Usinagem, Prof. Jos¶e Lu¶³s Silveira | DEM/EE/UFRJ 74 fresas de haste com duas arestas cortantes { gra»cas a sua forma podem penetrar diretamente na pe»ca e executar rasgos e furos. (¯g. 2.9) fresas de dentes posti»cos { s~ao fresas onde o corpo ¶e de a»co carbono e somente os dentes s~ao de material mais duro. (¯g. 2.14, 2.15, 2.16, 2.17, 2.18) fresas de per¯l constante { s~ao fresas onde os dentes s~ao detalonados segundo uma espiral logar¶³timica. S~ao usadas na usinagem de rasgos ou ranhuras de diversos tipos. A a¯a»c~ao ¶e feita apenas na superf¶³cie de sa¶³da, o que faz com que se mantenha sempre o per¯l original. Uma aplica»c~ao t¶³pica ¶e a usinagem de engrenagens com as fresas-m¶odulo. XIII.6 Material e n¶umero de dentes das fresas Para a fabrica»c~ao das fresas s~ao usados os mesmos materiais que os usados para as ferra-mentas de barra: o a»co ferramenta, o a»co r¶apido, a liga fundida ou estelita, o metal duro e a cer^amica. Como orienta»c~ao geral, a tabela III.1, apresenta os materiais indicados para cada tipo de fresa e material a ser usinado: A qualidade da superf¶³cie fresada depende do emprego da ferramenta correta, estado das arestas cortantes, n¶umero de dentes, ^angulos, etc. Para cada material usinado, existe uma n¶umero de dentes recomendado, a tabela II.1, fornece o n¶umero de dentes em fun»c~ao do di^ametro e do tipo e material da fresa. XIII.7 Sele»c~ao da velocidade de corte e do avan»co As tabelas VI.1 e VI.2, fornecem os valores para o avan»co por dente e velocidade de corte respectivamente. Estes valores s~ao indicados como uma primeira aproxima»c~ao das condi»c~oes ¶otimas de usinagem, sendo o ideal a determina»c~ao destas valores experimen-talmente para cada tipo de fresa e material a ser usinado. Devido aos custos e di¯cul-dades inerentes a este levantamento experimental, ¶e comum, na pr¶atica, se utilizar valores fornecidos por fabricantes de ferramentas, como por exemplo, os fornecidos pela Inda»co no cat¶alogo Ferramentas de Precis~ao. Exerc¶³cio: Calcular a pot^encia consumida pelo motor de acionamento numa opera»c~ao de fresamento de um rasgo com 3 mil¶³metros de altura e 100 mil¶³metros de largura em uma pe»ca de a»co carbono com ¾T = 67 Kgf/mm2.