Automatizacion conceptos generales y diseño
•
4 recomendaciones•3,630 vistas

Conceptos generales automatización, automata, diagrama de contactos, diagrama de funciones y grafcet

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Automatizacion conceptos generales y diseño
Similar a Automatizacion conceptos generales y diseño (20)
Más de techonmyweb
Último
Último (20)
Automatizacion conceptos generales y diseño
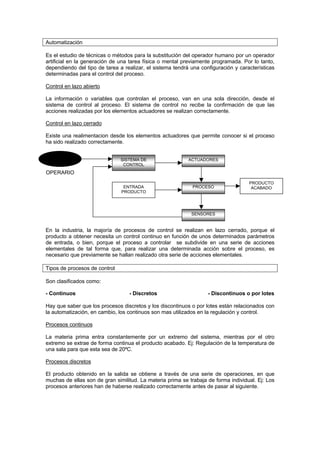
- 1. Automatización Es el estudio de técnicas o métodos para la substitución del operador humano por un operador artificial en la generación de una tarea física o mental previamente programada. Por lo tanto, dependiendo del tipo de tarea a realizar, el sistema tendrá una configuración y características determinadas para el control del proceso. Control en lazo abierto La información o variables que controlan el proceso, van en una sola dirección, desde el sistema de control al proceso. El sistema de control no recibe la confirmación de que las acciones realizadas por los elementos actuadores se realizan correctamente. Control en lazo cerrado Existe una realimentacion desde los elementos actuadores que permite conocer si el proceso ha sido realizado correctamente. frfr OPERARIO SISTEMA DE ACTUADORES CONTROL OPERARIO PRODUCTO ENTRADA PROCESO ACABADO PRODUCTO SENSORES En la industria, la majoría de procesos de control se realizan en lazo cerrado, porque el producto a obtener necesita un control continuo en función de unos determinados parámetros de entrada, o bien, porque el proceso a controlar se subdivide en una serie de acciones elementales de tal forma que, para realizar una determinada acción sobre el proceso, es necesario que previamente se hallan realizado otra serie de acciones elementales. Tipos de procesos de control Son clasificados como: - Continuos - Discretos - Discontinuos o por lotes Hay que saber que los procesos discretos y los discontinuos o por lotes están relacionados con la automatización, en cambio, los continuos son mas utilizados en la regulación y control. Procesos continuos La materia prima entra constantemente por un extremo del sistema, mientras por el otro extremo se extrae de forma continua el producto acabado. Ej: Regulación de la temperatura de una sala para que esta sea de 20ºC. Procesos discretos El producto obtenido en la salida se obtiene a través de una serie de operaciones, en que muchas de ellas son de gran similitud. La materia prima se trabaja de forma individual. Ej: Los procesos anteriores han de haberse realizado correctamente antes de pasar al siguiente.
- 2. El proceso puede ser descompuesto en: - Corte de la pieza. - Realizar agujero A. - Realizar agujero B. - Evacuar la pieza. La activación de los elementos de entrada y salida que actúan dependen de: - La actuación de los sensores. - Variables que indican el estado anterior. Procesos discontinuos o por lotes: Se reciben en la entrada del proceso las cantidades de las diferentes piezas que se necesitan para realizar el proceso. Sobre este conjunto se realizan las operaciones necesarias para obtener un producto acabado o no acabado. El proceso puede descomponerse en: - Posicionar piezas C, D, E. - Posicionar piezas B. - Posicionar pieza A. - Ajustar los cilindros superiors C, D, E. El proceso se realiza secuencialmente. La activación de los elementos de entrada i salida que actúan, dependen de: - Actuación de los sensores. - Variables que indican el estado anterior.
- 3. Autómata programable (PLC) Un PLC es una unidad de control programable que ejecuta un programa insertado por el usuario o técnico, ubicado en su unidad central basado en un lenguaje de programación y realizando con ello una serie de funciones lógicas dependiendo del estado lógico de las entradas y las condiciones que forma el programa del autómata programable, obteniendo en las salidas el resultado en forma de activación i/o desactivaron de dispositivos. Su unidad central esta formada por una unidad de control central (CPU); constituido por un generador de impulsos, un contador síncrono, una memoria pasiva y un circuito combinacional que genera las señales de control de la unidad operativa, además de diversos módulos de entradas/salidas de señales fácilmente ampliables según las necesidades de la automatización. La periferia y el lenguaje de programación están orientados a las necesidades de la técnica de control. SISTEMA DE PROCESO SENSORES CONTROL AUTÓMATA SALIDAS PROGRAMABLE ENTRADAS Variables externas Las variables externas de entrada pueden ser de dos tipos: - Variables todo/nada, como por ejemplo la señal procedente de un final de carrera. Los autómatas trabajan en lógica positiva. Los módulos de entrada/salida todo/nada permiten trabajar con señales de tensión alterna o continua en los márgenes establecidos en la industria, siendo los mas comunes 220Vca, 24Vca i 24Vcc. - Variables analógicas, como por ejemplo la señal proporcionada por un sensor de temperatura. Las señales de este tipo son interpretadas por el autómata como señales 4- 20mA o 0-10V. Cuando en un autómata programable se ilumina el led correspondiente a una entrada o una salida, significa que se halla habilitada, es decir, Ej: en el caso de una entrada el detector ha sido activado, en cambio, en una salida ha sido activada una electro-valvula. Dispositivos de entrada En las entradas, los autómatas programables pueden recibir señal de: - Temporizadores. - Encoders. - Fotocelulas. - Convertidores. - Sensores. - Paneles operadores. - Etc. O de dispositivos manuales como: - Interruptores. - Pulsadores. - Finales de carrera. - Teclados. - Etc.
- 4. Dispositivos de salida En las salidas, los autómatas programables pueden controlar dispositivos como: - Motores. - Electroimanes. - Electroválvulas. - Alarmas. - Indicadores luminosos. - Etc.
- 5. Campos de aplicación de los Automatismos Las características de diseño que ofrece el PLC, da la posibilidad de ser aplicado en muchos campos de la industria ya que su utilización en procesos de maniobra, control, señalización, etc, ofrece flexibilidad en el cambio de programa de control, eficacia en los sistemas de fabricación, facilidad de montaje. - Espacio reducido. Procesos de producción periódicamente canviantes. Procesos secuenciales. Maquinária de procesos variables. Instalaciones de procesos complejos y amplios. Verificacin de programación centralitzada de las partes del proceso. Ejemplos de aplicaciones generales: a) Maniobras de máquinas - Maquinária industrial del mueble i madera. - Maquinária en procesos de grava, tierra y cemento. - Maquinária en la industria del plastico. - Máquinas-herramienta complejas. - Maquinária en procesos textiles y de confección. - Maquinária de ensamblaje. - Máquinas transfer. b) Maniobras de instalaciones - lnstalaciones de aire acondicionado, calefacción, etc. - lnstalaciones de seguridad. - Instalaciones de frio industrial. - lnstalaciones de almacenamiento i empaquetado de cereales. - lnstalaciones de plantas embotelladoras. - lnstalaciones en la industria de la automoción. - lnstalaciones de tratamientos térmicos. - lnstalaciones de plantas depuradoras de residuos. - lnstalaciones de cerámica. c)Senyalitzación y control - Verificación de programas. - Senyalitzación del estado de procesos.
- 6. Diagrama de contactos Expresa las relaciones entre señales binarias como una sucesión de contactos en serie y en paralelo. Adoptado por muchos fabricantes de autómatas como lenguaje base de programación, el diagrama de contactos " Ladder Diagram " puede ser introducido directamente en la unidad de programación mediante un editor de símbolos gráficos. Normalmente este editor incluye restricciones en cuanto al numero de contactos o bobinas a representar en cada línea, la ubicación de los mismos, la forma de las conexiones, etc. Mediante los contactos se representa el funcionamiento de los detectores, relés, marcas u otros componentes que forman el sistema de automatización los cuales solamente pueden representar dos estados (1=activo, 0=inactivo). Un diagrama de contactos puede representar un álgebra de Boole, denominado usualmente álgebra de contactos. Esto significa que cualquier función lógica puede ser transcrita directa e inmediatamente a diagrama de contactos y viceversa. Por esta razón, los diagramas de contactos incluyen desde sus orígenes bloques funcionales que ya aparecían como elementos propios en aquellos esquemas, los temporizadores y los contadores. Utilizando estos bloques sobre los cuales pueden definirse la base de los tiempos y el tiempo final en el caso de temporizadores y el módulo de contaje y condiciones de paro y reset en el caso de contadores, el lenguaje de contactos permite programar directamente cualquier esquema eléctrico. Sin embargo, y al igual que ocurría en los lenguajes Booleanos, también en este se desarrollan bloques funcionales complejos que permiten la manipulación de datos y las operaciones con variables digitales de varios bits. La presencia de estos bloques de ejecución dependiente de una o más condiciones binarias, multiplica la potencia de programación sin dejar de mantener las ventajas de la representación gráfica del programa. Así, pueden programarse situaciones de automatización compleja que involucren variables digitales, registros, transferencias, comparaciones, señales analógicas, etc. El automata representa graficament los contactos como interruptors abiertos o cerrados, segun esten establecidos en el programa diseñado por el programador. Contacto abierto “0” Contacto cerrado “ 1 ” Normativa DIN Normativa NEMA Símbolos de variable de entrada interna o externa Símbolos de función de salida interna o externa
- 7. -Secuencias lógicas. Las diferentes funciones lógicas pueden ser representadas en el lenguaje de contactos. Esquema de contactos de algunas de las funciones logicas mas importantes: X1 = Y1 Función de selección de un contacto normalmente abierto X1 = Y1 Función de selección de un contacto normalmente cerrado X1 + X2 + X3 = Y1 X1 * X2 * X3 = Y1 Función lógica OR con contactos Función lógica AND con contactos Función AND lógica de funciones OR (X1+X4) * (X2*X3) = Y1 Función OR lógica de funciones AND (X1*X2*X3)+(X4*X5*X6) = Y1 Función conteo Función de temporización
- 8. Diagrama de funciones El diagrama de funciones representa las tareas de automatización utilizando los símbolos normalizados, correspondientes a las funciones más frecuentes. Habitual entre los técnicos en electrónica digital, incluye como bloques normalizados algunas funciones secuenciales típicas en automatización como temporizadores y contadores, e incluso algunos bloques combinacionales y de tratamiento numéricos, como multiplexores, demultiplexores, sumadores, multiplicadores, etc., pero no alcanza la multitud de funciones que han ido añadiéndose a las listas de instrucciones y diagramas de contactos, como extensiones a estos lenguajes. Por esta razón, y en sentido estricto, la programación por diagramas lógicos queda reservada a aplicaciones en las que solo intervengan variables booleanas todo - nada, y algunos bloques secuenciales elementales: temporizadores, contadores, registros de desplazamiento, etc. Este lenguaje es implementado tambien por el lenguaje de contactos. X0 = Y0 X0 = Y0 Función de selección de una Función de selección de una variable de entrada directa variable de entrada invertida X0 + X1 = Y0 X0 * X1 = Y0 Función AND lógica Función OR lógica Función AND lógica (X0 * X1 * X2) + (X3 * X4 * X5) = Y0 Función OR lógica de funciones AND Función de temporización Función de conteo Función biestable
- 9. Grafcet (Gráfico funcional de control de etapas i transiciones) El Grafcet es un método para resolver problemas de automatización de forma sistematizada. Una vez planteado el problema y diseñado ya el Grafcet, la adaptación a la solución tecnológica concreta deseada, se realiza mecánicamente. (hay programas que lo hacen de forma directa) Aún que podemos implementar el Grafcet sobre cualquier tecnología, es un método muy indicado para circuitos integrados programables o en los autómatas programables. El Grafcet describe los procesos a automatizar, remarcando las acciones y condiciones para llevar a cabo el objetivo de la tarea propuesta, ya que es una representación directamente relacionada a la evolución del proceso. En la reparación de averías, una vez ya está en funcionamiento los problemas quedan delimitados sobre una etapa y entre unas transiciones. - Sístema de Control o automatismo: Cualquier sistema que recibe una de senyals d´entrada elaborando una serie de ordenes o señales de salida. - Estado de un dispositivo: Situación en la que se encuentra un elemento respecto a algunas de las propiedades físicas (resisténcia, tensión ,circuito abierto o cerrado, etc). - Sistema Combinacional: Aquel en que el estado de las señales de salida depende constantemente de las señales recibidas en las entradas. - Sistema secuencial: Aquel en que las señales de salida dependen en un instante determinado de de las de entrada y de las que anteriormente han habido. Pasos a seguir - Descomponer la tarea en las diferentes etapas elementales que han de ser ejecutadas de forma secuencial. Cada una de estas etapas sera representada por un cuadro. - La sucesion entre etapas ha de ser representada por una linea de transicion que las una. Perpendicularmente a estas lineas, seran descritas mediante simbolos, la condicion o condiciones que han de suceder para poder pasar de una etapa a otra. - La estructura final ha de ser desarrollada de arriba ( Inicio de la secuencia) hacia abajo (Fin de la secuencia). Siempre ha de haber una condicion entre dos etapas. 0 K Encender bombilla 1 K Ejemplo de estructura en Grafcet Elementos básicos de un Grafcet Etapa: La etapa resulta ser el lugar durante la ejecucion del ciclo en el que han de activarse los elementos conectados a las salidas sean uno o varios, siendo motores, electrovalvulas, imanes, alarmas (de luz o sonido), etc. La etapa de inicio de un proceso en el Grafcet ha de ser señalada mediante un doble recuadro. Etapa 0 Etapa 1 inicial
- 10. Transición: Lugar durante la ejecucion del ciclo en el que ha de cumplirse una o varias condiciones para poder pasar a la etapa siguiente. Los elementos condicionantes estan conectados en las entradas, siendo detectores, pulsadores, encoders, etc. Condición de transición Lineas de evolucion: Son las lineas que unen las condiciones secuencialmente. Reenvio: En control de lazo cerrado, son las flechas que indican la direccion desde la ultima condicion al principio del Grafcet cerrando el bucle. Condiciones del Grafcet - Cada etapa tiene asignada una marca de estado. - Cada etapa puede experimentar 2 estados posibles: activa o inactiva. Se considerara activa cuando la variable de la marca asignada este en “1”. - Denominaremos arranque en frío a la inicialización, cuando esta no dependa del estado almacenado en memoria de un estado anterior. El sistema puede ser puesto en marcha mediante un pulsador o sistema automático. - Denominaremos arranque en caliente a la reinicialización, cuando esta dependa del estado almacenado en memoria de un estado anterior. - Durante la marcha normal del proceso secuencial, la activación de una etapa no inicial se efectuara cuando se halle activa la etapa y condición o condiciones anteriores. - Solamente podrá ser franqueada una transición, si las condiciones han sido validadas. - Si hay varias transiciones franqueables, serán franqueadas simultáneamente. - El franqueo de una transición implica la desactivación de la etapa anterior. - Si en el transcurso de funcionamiento de un automatismo una etapa ha de ser simultáneamente activada y desactivada, esta etapa quedara activada. (Regla de convencionalismo para resolver casos de indeterminación). - Un Grafcet ha de ser siempre cerrado sin dejar ningún camino abierto, sino, mostraría incoherencia. Tipos de Grafcet 0 0 PM activado y PP desactivado PP*PM Arrancar motor Motor 1 1 PP activado y PM desactivado PP*PM Ejemplo de estructura en Grafcet de nivel 1 Ejemplo de estructura en Grafcet de nivel 2
- 11. Entradas Salidas 0.0 Pulsador de marcha 1.0 Activar-desactivar 0 0.1 Pulsador de paro contactor de arranque de motor E0.0*E0.1 A1.0 1 E0.0*E0.1 Ejemplo de estructura en Grafcet de nivel 3 Ejemplo de implementación por Grafcet Los accionamientos el sistema son los siguientes: A+ (Empujar alimentador) B- (Abre pinza) A- (Retroceso del alimentador) C+ (Giro brazo derecha) B+ (Cerrar pinza) C- (Giro brazo izquierda) Los sensores del sistema son los siguientes: S1 (Final retroceso alimentador) S4 (Brazo en posición derecha) S2 (Final avance alimentador) S5 (Pinza abierta) S3 (Brazo en posición izquierda) S6 (Pinza cerrada) Posicionamiento inicial Mecanismo de posición Avance alimentador piezas Pieza introducida Coger pieza Pinza cerrada Giro brazo derecha Brazo en posición derecha Dejar pieza Dejar pieza Retroceso brazo izquierda Brazo en posición izquierda Retroceso alimentador pieza Final del retroceso
- 12. Diseño y estructura del Grafcet Estructuras básicas a) Secuencia única: Un Grafcet de secuencia única es aquel en el que las etapas son activadas una tras de otra, después de verificarse las transiciones que las separa. Ej: Ejercicio anterior. b) Secuencia con convergencia y divergencia en “O” (Subprocesos alternativos): Lugar en el diseño de un automatismo en el que se cumplen dos o más posibles alternativas, debiéndose cumplir una u otra. Divergencia “O” Convergencia “O” c) Secuencia con convergencia y divergencia en “Y” (Subprocesos simultáneos): Lugar en el diseño de un automatismo en el que se cumplen dos o más acciones simultáneamente. La condición para salir de la “Y” es 20*26*23 mediante contactos colocados en serie. Divergencia “Y” Convergencia “Y” Etapas de espera
- 13. Otros elementos básicos a) Saltos de etapas: En situaciones en las que se pueda dar, o no una condición, aplicaremos una bifurcación en “O” _ Si H saltaremos las etapas 6.........11 El Grafcet evolucionara en la etapa 12 directamente b) Bucles: Una o varias etapas pueden repetirse varias veces, (controladas por un temporizador, contador, hasta que no se cumpla una condición, etc). Las etapas 11 y 12 se repiten mientras se cumpla b c) Subrutinas: El problema puede ser estructurado, formado por un diagrama principal y un conjunto de acciones, en que una vez realizadas poder seguir en el diagrama principal. d) Macro etapas: Es la representación mediante una única etapa de un conjunto de etapas y transiciones llamadas expansión de la macro-etapa. Esta, es la secuencia de etapas y transiciones que respeta las reglas del Grafcet, pero tiene una etapa de entrada (EE), y una de salida.
- 14. ACI = Arranque de ciclo CI = Condiciones iniciales PCI = Paro fin de ciclo e) Programas paralelos: Sistema de resolución de automatismos en el que pueden descritos diagramas paralelos que van evolucionando cada uno por separado y a su ritmo, podiendo tener o no relación entre sí. Etapa de entrada a la macro-etapa La 2ªetapa de este Grafcet es Etapa de salida de la una macro-etapa macro-etapa Consideraciones sobre los paros de emergencia a) Por inhibición de las acciones: Condicionamiento de las acciones asociadas a las etapas sin la presencia de la emergencia. Acciones 1 Acciones 2 Implementación de este tipo de emergencia con básculas b) Por congelación del automatismo: Inclusión en todas las transiciones de la negación de la condición de emergencia.
- 15. c) Por combinación de los anteriores: Se incluye la negación de la condición de emergencia tanto como condicionamiento de las acciones como de las transiciones. Este método presenta el problema de solo detectar la emergencia en las transiciones. Mientras, las acciones correspondientes a las etapas en curso continúan su proceso. d) Por retorno a la etapa inicial: Utilización de un Grafcet paralelo de emergencia. Situación normal Situación de emergencia (Grafcet paralelo de emergencia) e) Por activación de una secuencia especial de emergencia: Al entrar en situación de emergencia, activación de un proceso o secuencia de emergencia. GRAFCET PARALELO DE EMERGENCIA Situación normal