Injection mold design by zul fauzi
•
15 recomendaciones•11,724 vistas

Ringkasan tutorial ini adalah sebagai berikut: 1. Tutorial ini membahas proses desain mold injection untuk produk plastik menggunakan software Inventor 2. Terdapat tahapan analisis mold untuk menentukan parameter proses dan posisi gate 3. Selanjutnya membuat desain mold assembly yang terdiri dari core dan cavity beserta saluran plastiknya

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (11)
Similar a Injection mold design by zul fauzi
Similar a Injection mold design by zul fauzi (20)
Más de Zul Abidin
Más de Zul Abidin (19)
Último
Último (10)
Injection mold design by zul fauzi
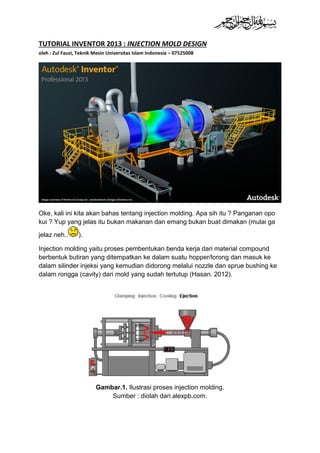
- 1. TUTORIAL INVENTOR 2013 : INJECTION MOLD DESIGN oleh : Zul Fauzi, Teknik Mesin Universitas Islam Indonesia – 07525008 Oke, kali ini kita akan bahas tentang injection molding. Apa sih itu ? Panganan opo kui ? Yup yang jelas itu bukan makanan dan emang bukan buat dimakan (mulai ga jelaz neh.. ). Injection molding yaitu proses pembentukan benda kerja dari material compound berbentuk butiran yang ditempatkan ke dalam suatu hopper/lorong dan masuk ke dalam silinder injeksi yang kemudian didorong melalui nozzle dan sprue bushing ke dalam rongga (cavity) dari mold yang sudah tertutup (Hasan. 2012). Gambar.1. Ilustrasi proses injection molding. Sumber : diolah dari alexpb.com.
- 2. Sistem injection molding terdiri dari 3 bagian, yaitu injection unit, mold assembly dan clamping unit. Injection unit adalah bagian yang berfungsi untuk meleburkan bijih plastik dan menyuntikkannya ke dalam rongga cetak di dalam clamping unit. Mold assembly adalah bagian yang berfungsi sebagai rongga cetak bagi produk plastik. Mold assembly berupa rongga cetak yang dipegang oleh tumpukan lempengan logam yang berfungsi sebagai jig & fixture untuk rongga cetak tersebut. Clamping unit adalah bagian yang berfungsi sebagai tempat pemegang untuk rongga cetak yang terdiri dari 2 bagian, yaitu core & cavity. Berikut adalah penjelasan bagian – bagian dari sistem injection molding. Gambar.2. Sistem injection molding. Sumber : custompartnet.com.
- 3. Yang jadi pembahasan utama kali ini adalah proses perancangan dari mold assembly melalui Inventor. Mold assembly adalah susunan plat – plat yang berfungsi sebagai jig & fixture bagi core & cavity. Core & cavity harus dikunci agar tidak bergeser akibat tekanan tinggi dari pompa hidrolis yang mendorong core. Tekanan tinggi diperlukan agar plastik cair mampu memenuhi seluruh rongga cetak yang sempit. Bagian – bagian dari mold assembly dapat dilihat pada gambar 3. Gambar.3. Mold assembly. Sumber : custompartnet.com.
- 4. Sebelum memulai perancangan mold assembly, terlebih dahulu harus melakukan mold analysis, yaitu analisa proses masuknya plastik cair menuju rongga cetak pada proses injection molding. Analisa ini diperlukan untuk menentukan posisi jalur – jalur aliran plastik cair tersebut. Komponen yang akan dijadikan proyek percontohan kali ini adalah sebuah shroud dari sepeda motor. Gambar.4. Shroud, salah satu bagian dari body cover sepeda motor. Shroud ini dibuat dari material polypropylene (PP) yang termasuk dalam klasifikasi RIC (Resin Identification Code) nomor 5. Gambar.5. Resin Identification Code (RIC). Sumber : insideurbangreen.org. Polypropylene termasuk jenis thermoplastic. Memiliki massa jenis sebesar 0.92–0.93 g/cm3 pada 20°C dan titik lebur pada 172°C. Ini adalah jenis plastik tahan benturan, karena memiliki nilai tegangan tarik sebesar 5–12 kj/m3. Contoh produk : body cover kendaraan.
- 5. OK, sekarang buka Inventornya. Untuk perancangan injection mold design, ada 2 cara, cara pertama, klik file(1) > open(2).
- 6. Pada tab tools, pilih create mold design. Cara kedua, klik file(1) > new(2). Pada create new file, pilih mold design(1) > create(2). Terserah mau pakai cara yang mana aja boyeeehh... Tapi kalo saya lebih prioritas ke cara kedua, karena kita dapat menentukan unit yang digunakan, bisa mm atau in. Selain itu dapat memilih standar yang digunakan, misal DIN.
- 7. Selanjutnya, pilih direktori penyimpanan mold design anda. Beri nama mold design anda(1) > dan simpan(2). Kemudian OK.
- 8. Jika anda menggunakan cara kedua, maka anda harus mencari dulu shroud(nama komponen) tadi dengan cara open melalui plastic part. Kemudian buka shroud tersebut(1) > open(2). Kemudian tekan klik kiri pada mouse. Tunggu hingga proses import selesai Tapi jika anda menggunakan cara pertama, maka langsung saja klik kiri. OK, lanjut.
- 9. MOLD ANALYSIS (SIMULASI INJECTION MOLDING) Seperti yang sudah disebut sebelumnya, mold analysis diperlukan untuk menentukan rancangan dari mold assembly yang akan dibuat nantinya. Seluruh komponen yang ada pada rancangan mold assembly mengacu pada hasil mold analysis / simulasi injection molding ini. Pada tab mold layout(1) > pilih select material(2). Untuk menentukan jenis plastik yang digunakan. Seperti disinggung sebelumnya, kita menggunakan polypropylene untuk proyek kali ini. Pilih vendor plastiknya (1) > pilih jenis plastiknya(2) > OK (3). Pada tab mold layout(1) > pilih core/cavity(2). Atur posisi shroud/produk plastik tersebut agar memudahkan dalam pembuatan saluran plastik cair nantinya. Kemudian pilih adjust orientation.
- 10. Dari tampak atas, shroud ini cenderung miring ke arah kiri. Posisi ini kurang baik untuk penempatan runner dan pembelahan benda kerja menjadi core & cavity, oleh karenanya perlu dibuat mendatar dari tampak depan. Maka shroud diputar ke kanan sebesar 20 derajat, Sekarang posisi sudah mendatar.
- 11. Masih pada tab core/cavity > pilih gate location. Untuk menentukan pintu masuk aliran plastik cair. Pilih misal di ujung komponen, kemudian klik apply > done. Gate juga dapat dibuat lebih dari satu jika diinginkan. Masih pada tab core/cavity > masuk pada part process settings. Untuk menentukan tekanan suntikan, suhu peleburan plastik, suhu mold dan waktu penyuntikan plastik.
- 12. Untuk mudahnya, ubah kecepatan/tekanan switch-over dan waktu penyuntikan (2&3) pada otomatis dengan mencentang keduanya. Kemudian pindah ke tab suggest(1). Pilih tingkat kekasaran plastik yang diinginkan, mau cenderung nge-doff/low gloss, sedang/gloss atau halus mengkilat seperti habis dipoles (1) > kemudian start(2). Ketika analisa akan berjalan, klik OK. Dan tunggu hingga analisa selesai.
- 13. Berikut adalah setting yang disarankan pada Inventor jika menggunakan setting otomatis. Jika menginginkan setting manual menyesuaikan katalog atau patokan yang sudah ada, dapat mengubah sendiri data – data pada bagian dengan kotak merah seperti gambar berikut. Masih pada tab core/cavity > masuk ke part fill analysis. Untuk melakukan simulasi injection molding.
- 14. Klik start Ketika analisa akan berjalan, klik OK. Dan tunggu hingga analisa selesai. Dan tunggu sejenak. (boleh sambil ngopi )
- 15. Berikut adalah ringkasan hasil simulasi (summary), berupa kondisi proses injection molding di atas kertas (di atas komputer maksudnya ). Hasil simulasi dapat dilihat pada gambar berikut.
- 16. QUALITY PREDICTION Berikut adalah hasil dari prediksi kualitas (quality prediction) yang dihasilkan. Dari hasil simulasi shroud ini dinyatakan berkualitas baik dan aman. Ciri – ciri part berkualitas baik dan aman adalah : 1. Tidak ada nilai “LOW” pada quality prediction seperti gambar berikut 2. Dan mayoritas warna pada hasil simulasi pada “quality prediction” berwarna hijau (HIGH) yang berarti tegangan geser minim dan rongga cetak terisi dengan baik. Catatan : apabila menginginkan produk berkualitas baik namun harga dapat ditekan, maka mayoritas warna yang muncul pada quality prediction dapat dibuat berwarna kuning (MEDIUM) tanpa ada bagian yang berwarna merah (LOW). FILL TIME Berikut adalah lamanya aliran plastik cair menuju tiap – tiap sudut rongga cetak. Warna paling merah artinya paling lama dan warna paling biru yang paling cepat.
- 17. Fill time berfungsi untuk menentukan letak saluran pendinginan/pemanasan(cooling/heatingchannel) yang akan digunakan nantinnya. Untuk material thermoset, harus dipanasi (heating) Untuk material thermoplastic harus didinginkan (cooling) Polypropylene termasuk thermoplastic, oleh karenanya yang dibutuhkan adalah saluran pendinginan (cooling channel). Cooling channel akan diprioritaskan pada bagian yang paling lambat dingin, yaitu bagian di mana plastik cair masuk paling akhir, yaitu bagian berwarna kuning – orange – merah. Cooling/heating channel pada injection molding diperlukan agar kepadatan (density) dari produk plastik yang telah dibuat dapat merata di semua bagian. Karena jika density tidak merata, produk bisa melengkung. CONFIDENCE OF FILL Yaitu kualitas aliran plastik. Hasil simulasi menunjukkan bahwa aliran plastik cair mampu mengisi seluruh rongga cetak dengan sempurna, karena nilai yang ditunjukkan 100% HIGH. Ditunjukkan dengan warna hijau pada semua bagian. Artinya soal aliran plastik cair tidak adal yang perlu dikhawatirkan.
- 18. AIR TRAPS Yaitu udara yang terjebak. Ada beberapa bagian di mana terdapat gelembung udara. Namun selama tidak ada nilai LOW pada quality prediction hal tersebut bukanlah masalah. Namun alangkah lebih baik jika rongga cetak dibuatkan saluran pembuangan udara agar hasil cetakan lebih baik. WELD LINES Yaitu “urat – urat” pada permukaan plastik yang ditimbulkan akibat bertemunya 2 aliran plastik yang masih belum beku di dalam rongga cetak ketika disuntikkan. ketika mulai mengental, 2 aliran ini membentur satu sama lain hasil dari benturan tersebut adalah urat – urat tadi. Itu dapat dihilangkan dengan diamplas. Namun jika terlalu banyak, Maka posisi pintu masuk aliran plastik cair (gate) perlu diatur ulang. Pada hasil simulasi, urat – urat tersebut hanya muncul di bagian belakang shroud, dekat lubang baut dan itupun kecil, tidak mengganggu penampilan. Jadi cukup diamplas saja.
- 19. PLASTIC FLOW Atau aliran plastik cair. Itu hanya menunjukkan wujud aliran plastik cair yang masuk ke dalam rongga cetak. Jadi seseorang bisa tahu perkiraan wujud part yang akan dibuat nanti.
- 20. MOLD ANALYSIS SELESAI, LANJUT KE MOLD ASSEMBLY
- 21. MOLD ASSEMBLY Setelah melakukan simulasi, kita bisa tahu kualitas produk yang akan dibuat nantinya. Juga mengetahui parameter – parameter yang dibutuhkan dalam proses injection molding. Selain itu juga diketahui posisi pintu masuk aliran plastik cair, sehingga posisi saluran plastik cair sudah dapat ditentukan. Selanjutnya, menentukan ukuran benda kerja (raw material) yang akan digunakan. Masih pada tab core/cavity > pilih define workpiece setting. Tentukan ukuran benda kerja tersebut dengan mengatur PxLxT (1) > dan OK (2). Selanjutnya benda kerja akan dibelah menjadi 2 bagian, yaitu core & cavity dengan geometri belahan mengikuti geometri dari shroud. Klik create runoff surface.
- 22. Kemudian tekan tombol auto detect untuk mendeteksi runoff surface secara otomatis. Sepertinya posisi runoff surface masih belum rapih dan saling tumpang tindih, oleh karenanya mari kita rapikan. Untuk merapikannya, klik tanda panah pada runoff surface yang salah poisisi tersebut(1) > kemudian ubah arah koordinat runoff surface tersebut agar tidak saling tumpang tindih(2).
- 23. Berikut adalah salah satu yang telah diperbaiki. Runoff surface telah dirapikan, namun ternyata ada bagian yang belum terisi runoff surface, maka kita isikan secara manual.
- 24. Klik bagian tepian (edge) Jika posisi tidak benar, maka betulkan posisi runoff surface tersebut dengan klik pada tanda panah(1) > dan atur titik koordinatnya(2). Lakukan lagi untuk edge lain yang masih belum terisi runoff surface.
- 25. Lakukan hingga seluruh runoff surface terbentuk seluruhnya tanpa ada yang saling tumpang tindih. Kemudian klik OK. Berikutnya, masih pada tab core/cavity, pilih create patching surface. Ini untuk menutup lubang baut. Apabila terdapat lubang baut/lubang pada produk, maka core & cavity belum dapat dilepas karena keduanya masih saling terikat. Oleh karenanya agar dapat terpisah, maka lubang baut/lubang yang ada perlu dibuatkan surface pemisah, yaitu patching surface.
- 26. Pilih click to add(1) > kemudian klik kiri pada edge lubang baut(2). Patching surface telah terbentuk. Lakukan untuk lubang yang lain, baru kemudian klik OK. Catatan : jangan biarkan ada lubang satupun yang tidak ditutup dengan patching surface, apapun lubangnya, tidak hanya lubang baut. Semua lubang yang ada harus ditutup agar core & cavity dapat dipisah.
- 27. Masih pada tab core/cavity, pilih generate core and cavity. Pilih preview/diagnose untuk melihat dan menilai geometri perpotongannya. Geser toggle body separation untuk melihat gerakan membukanya.
- 28. Apabila geometri dan proses pembukaan core & cavity dinilai sudah baik, klik OK. Core & cavity telah selesai dibuat, kemudian klik finish core/cavity. Pada tab mold layout > pilih auto runner sketch. Sketch ini berfungsi untuk garis referensi pembuatan runner. Klik bagian surface dekat pintu masuk plastik cair (gate location) yang telah dibuat sebelumnya pada MOLD ANALYSIS, dan klik OK.
- 29. Buatlah garis (line) di dekat gate location tadi seperti gambar berikut. Klik finish sketch. Dan klik return. Selanjutnya, klik runner. Runner adalah saluran aliran plastik cair menuju rongga cetak.
- 30. Klik garis tersebut(1) > tentukan diameter runner, misal 6 mm (2) > pastikan ujung dari runner yang menuju produk berbentuk lingkaran (3) > OK (4). Selanjutnya, buatlah gate, yaitu corong masuk yang menghubungkan antara runner dengan produk. Pilih submarine (1) > two points (2) > pilih gate location(3) > klik pada gate location (4) > klik pada titik garis (5).
- 31. Atur diameter masuk gate dan sudut pangkal (1) > kemudian OK (2). Selanjutnya, pada tab mold assembly > pilih mold base. Pilih jenis mold base yang akan digunakan(1) > atur panjang x lebarnya(2) > pilih titik referensi mold base(3a), dalam hal ini pilih titik yang terendah dari perpotongan geometri dari cetakan bawah(3b) > OK (4).
- 32. Berikut adalah wujud dari mold base yang dipilih. Untuk proyek percontohan ini saya memilih mold base Futaba SA-S. Oww,,, ternyata runner channel mengalami error. Yup hal ini kadang terjadi ketika pemilihan mold base. Runner channel yang error akan menghambat proses simulasi ketika akan dilakukan analisa lanjut. Maka dari itu harus dibetulkan. Caranya, klik kanan pada runner channel dengan lambang petir merah tersebut > dan edit feature.
- 33. Langsung klik OK saja. Ini akan memperbarui (update) runner channel di dalam mold base yang baru. Namun apabila logo petir merah masih belum hilang juga, ulangi lagi edit feature dengan mengubah diameter runner. Selanjutnya, masih di tab mold assembly > pilih sprue bushing. Itu untuk jalur masuk injektor dan aliran material plastik cair menuju cetakan. Setiap runner channel pasti memiliki sketch berupa garis (line). Setiap line memiliki titik (point) di masing – masing ujungnya. Maka klik kiri pada bagian point pada line di daerah pangkal dari runner yang telah dibuat sebelumnya.
- 34. Maka sprue bushing akan mengikuti posisi titik (point) tersebut. Kemudian atur jenis sprue bushing yang digunakan (1) > atur kedalaman tanamnya (2) > atur diameter dan panjang sprue bushing tersebut (3). Dan jangan klik OK dulu.
- 35. Pastikan ujung bawah dari virtual sprue bushing (sprue bushing sebelum diklik OK) menembus core (cetakan bawah). Nanti inventor akan menyesuaikannya sendiri. Terpenting jangan sampai tidak tembus, karena saluran plastik cair tidak akan terhubung jika sprue bushing tidak tembus menuju core. Nah, sekarang sprue bushing sudah ada. Selanjutnya : locating ring. Yaitu ring pengunci sprue bushing sekaligus sebagai mounting untuk ujung injector.
- 36. Pilih jenis locating ring (1) > pilih jenis penempatan (2) > pilih face referensinya (3), kemudian klik di face pada sprue bushing tersebut > OK(4). Locating ring telah ada. Pada tab mold assembly > pilih workpiece pocket untuk membentuk kantong (pocket) agar core & cavity bisa masuk mold base.
- 37. Core & cavity masih belum sinkron dengan mold base plate, sehingga jika dimasukkan ke software CNC, Mastercam atau PowerMILL, maka itu hanya akan berbentuk plat datar tanpa geometri apapun. Oleh karenanya perlu dibuatkan kantong (pocket). Pilih jenis kantong(pocket) yang akan digunakan (1) > misal core & cavity dibuat menyatu (merge) dengan mold base agar mempermudah proses CNC(2) > OK (3). Keuntungan dari core&cavity yang dibuat menyatu (merge) dengan mold base plate adalah mempersingkat proses CNC, karena mold base plate sekaligus core & cavity dapat dibuat sekaligus dalam sekali kerja sehingga efisien material dan waktu. Namun kekurangannya jika suatu saat terjadi kerusakan maka sedikit repot di perbaikan dan agak menguras biaya, karena jika ada suatu bagian yang rusak maka jika memerlukan penggantian harus 1 set plat yang diganti.
- 38. Beda dengan core& cavity jenis tanam non permanen, jika terjadi kerusakan, maka cukup mold base platenya saja yang diperbaiki atau cukup core& cavity saja yang diperbaiki. Walaupun kelemahannya butuh lebih dari sekali kerja dalam pembuatannya. Berikut adalah mold base plate pemegang core yang telah dibuat menyatu (merged) dengan core. Dan berikut adalah mold base plate pemegang cavity yang telah dibuat menyatu dengan cavity.
- 39. Sebelum lanjut ke langkah berikutnya, simpan dulu pekerjaan anda agar tidak hilang, pilih file(1) > save(2). Pilih yes to all(1) > OK(2).
- 40. Selanjutnya, ejecting system. Yaitu batang – batang yang berfungsi untuk mendorong produk setelah jadi dan setelah mold dibuka. Setelah produk selesai membeku, produk tersebut masih melekat pada core. Jika ditarik dengan tangan dikhawatirkan produk akan rusak, maka digunakanlah ejector. Didorong dari belakang. Pada tab mold assembly > pilih ejector. Pilih jenis batang ejector(1) > pilih bagian yang akan didorong, dalam hal ini produknya (2) > klik pada produk plastik (3) > atur panjang dan diameter ejectornya, pastikan batang ejector virtual (ejector sebelum diklik OK)menembus plastic part(4) > klik pada face ejectornya, aturlah pada bagian – bagian yang tepat, yaitu bagian yang jika didorong tidak akan menimbulkan cacat, biasanya bagian lengkungan atau sudut di mana momen inersia bernilai besar sehingga tahan dorongan (5) > OK (6).
- 41. Pastikan ejector menembus core. Dan setelah klik OK, bagian atas yang lebih akan menyesuaikan diri dengan geometri permukaan core. Berikut adalah ejector yang telah jadi. Ejector tembus dan potongan mengikuti geometri permukaan core.
- 42. Berikutnya, saluran pendinginan (cooling channel) Seperti telah disinggung sebelumnya, bahwa bagian dari shroud yang paling lambat pendinginannnya adalah bagian ujung belakang, seperti ditunjukkan gambar berikut. Oleh karenanya, bagian tersebut adalah bagian yang paling dekat dengan saluran pendinginan (cooling channel). Agar pendinginan merata. Saluran pendinginan penting diperlukan agar produk plastik cepat membeku agar proses produksi dapat dipercepat. Maka skema bentuk saluran pendinginan yang akan dibuat adalah berbentuk L seperti ditunjukkan gambar berikut. Saluran pendinginan tersebut ditanam pada bagian cavity.
- 43. Selanjutnya, pada tab mold layout > pilih cooling channel untuk pembuatan saluran pendinginan. Agar tidak menghalangi pandangan, beberapa plat harus disembunyikan (hide) sementara. Pada tree mold base, klik kanan pada komponen yang ingin disembunyikan sementara > kemudian pilih visibility. Kemudian klik face pada plat(1) > klik linear edge1, yaitu sudut terluar atas(2) > dan klik linear edge 2, yaitu sudut terluar samping(3). Dan jangan klik apply atau OK dulu.
- 44. Berikutnya, aturlah dimensi yang tertera pada lubang pendinginan tersebut. Aturlah diameter saluran pendinginan tersebut, jangan terlalu kecil juga jangan terlalu besar. Terlalu kecil rawan mampet, terlalu besar rawan membuat cetakan retak. Selanjutnya atur ukuran ujung saluran pendinginan, pastikan 2 kali lebih besar atau lebih dari diameter lubang pendingin agar mempermudah pemasangan nipel. Selanjutnya klik apply, tapi jangan tekan OK dulu.
- 45. Kemudian instalasi saluran pendinginan kedua. Cara sama persisi dengan saluran pendinginan pertama, hanya saja pastikan lubang saluran pendinginan kedua sejajar dengan saluran pendinginan pertama, seperti gambar berikut. Ujung saluran pendinginan ini saling terhubung, oleh karenanya pastikan saling berpotongan, seperti gambar berikut.
- 46. Berikut adalah wujud saluran pendinginan (cooling channel) yang telah dibuat. Selanjutnya pemberian nipel. Nipel berfungsi sebagai tempat masuknya ujung selang yang mengalirkan coolant. Pada tab mold assembly > pilih cooling component. Klik pada edge lubang saluran pendinginan.
- 47. Kemudian pilih jenis nipel(1) > atur dimensinya agar pas di lubang, ingat nipel ini memiliki ulir(2) > apply(3). Tapi jangan klik OK dulu. Kemudian lubang satunya, prosedur sama persis dengan lubang sebelumnya. Dan klik apply > Done.
- 48. Dan nipel berhasil dipasang. Jangan lupa untuk menyimpan pekerjaan anda agar tidak hilang, pilih file(1) > save(2). Pilih yes to all(1) > OK(2).
- 49. Nah, injection mold anda sudah jadi. Berikut adalah wujudnya. Akan lebih menarik jika tampilan injection mold tersebut lebih realistis. Maka dari itu mari kita render. Sebelumnya, posisikan injection mold pada kondisi terbuka (open), caranya pada mold design > pilih representation.
- 50. Pada representation > pilih product open, klik ganda Pada part priority > pilih select part priority. Klik kanan pada cooling channel > pilih visibility untuk menyembunyikan cooling channel.
- 51. Lalu blok semuanya. Pada appearance > pilih misal steel polished.
- 52. Itu untuk menampilkan injection mold dalam wujud material baja. Seperti gambar berikut. Pada tab view(1) > aktifkan pantulan lantai(2) > dan ubah pandangan dari orthographic menjadi perspective agar lebih kentara 3D nya(3).
- 53. Lalu pada tab environment > pilih inventor studio. Kemudian pilih render image Pada tab general(1) > atur resolusi gambarnya(2) > atur jenis pencahyaannya, misal : high contrast(3).
- 54. Kemudian pada tab output(1) > pilih tingkatan kejernihan gambar(antialiasing), misal diset pada yang paling bagus(2). Lalu pada tab style(1) > pilih true reflection(2) > dan RENDER(3).
- 55. Berikut adalah wujud injection mold yang telah dirender.
- 56. PENYIMPANAN Selanjutnya, injection mold yang telah dibuat harus disimpan dalam format 3D solid kernel seperti : parasolid, IGES, STEP maupun STL, agar dapat dibuatkan NC program pada software CAM (Computer Aided Manufacturing) untuk kemudian ditransfer menuju mesin milling CNC (Computer Numerical Control) untuk proses pembuatan cetakan tersebut. Sebagai contoh, format penyimpanan adalah IGES (initial Graphical Exchange Specification) di mana format ini sangat sering digunakan dalam pemrograman CNC. Misal kita akan menyimpan core (cetakan bawah) dalam format IGES. Berhubung core sudah menyatu (merged) dengan mold base plate, maka klik kanan pada plat di mana core berada > kemudian open. Pilih file(1) > save as(2) > save copy as(3).
- 57. Atur keluaran file(1) > pilih IGES(2) > save(3). Maka core telah tersimpan dalam format IGES. Lakukan hal yang sama pada bagian – bagian lain seperti cavity, ejector plate dll. Berikut adalah core yang telah dimasukkan ke dalam PowerMILL dan disimulasikan, untuk dibuatkan NC program.
- 58. Demikianlah urutan proses analisa dan perancangan cetakan produk plastik sistem suntikan (injection mold design) secara umum. Perancangan pada software masih sebatas prediksi. Pada kondisi di lapangan kemungkinan akan ada faktor – faktor lain yang membuat mold assembly perlu diberi tambahan komponen yang bisa jadi tidak ada pada software. Tutorial kali ini hanya membahas secara umum urutan perancangan tersebut. Masukan dari anda akan sangat berarti untuk perbaikan ke depannya agar lebih baik lagi, silakan memberikan masukan melalui zero_seven82@ymail.com Semoga bermanfaaat... Sekian Wassalamu’alaikum...
- 59. REFERENSI : custompartnet.com Hasan.(2012). Perancangan Cetakan untuk Alat Injeksi Plastik Daur Ulang. Yogyakarta. Universitas Islam Indonesia.