2. Earlier long products, structural steels were made from
pencil casted ingots, considering quality factors, there was
need to design such process, which can produce better
quality, then LRF were introduced, to improve quality of
steel chemistry VOD/AOD were added to produce good
quality steel.
Later considering the increased demand of steel in
market, increasing infra-structure, it was necessary to
make process simple and achieve mass production and
fulfill market demand.
3. Later number of industries evolved in manufacturing of steel,
competition increased in terms of price, it was difficult to bring down
consumables cost, hence it became necessary to automize the
machines, reduce process, reduce rejections, and do mass production,
but even after this it was unable to survive.
Then the latest technology HOT-Charging was introduced, in which the
steel casted in caster was directly feeded in rolling mills.
This new process reduced cost of preheating of billets and metal
burning in pre-heating furnace, the cost of billet heating and metal
burning accounts more than 50% of steel mfg value in rolling mills, this
saving acted as a survival for steel plants, many mini steel plants, which
don’t have melting and casting facility have stopped their plants.
But even after this success, there is tough competition, hence to reduce
cost, rough profiling of steel started itself in casting process.
Now a days, Plates, H-Beam, Slab, Round are directly casted in caster,
and is rolled further or heat-treated if required to achieve grain
structure.
4.
5. The margin in flat and long product business is very less
Scrap value: 25Rs/Kg ( Mild steel)---Yield 95%
Melting and casting cost: 7Rs/ Kg
Rolling cost: 2Rs/Kg-------7Rs/Kg
Sale value of TMT: 36Rs/Kg Avg.
Sale value of Channels/Plates/Flats: 42Rs/Kg Avg.
Considering the above factors, we can analyze the same
condition with seamless pipes, due to increased competition
it is becoming difficult for survival of industries, and
rejections is accounting a huge cost.
Hence it has become necessary to opt for a process which
can achieve mass production and gives higher yield, low
rework.
6. Continuous casting is widely used now a days in
manufacturing steel billets, Rounds, slabs.
Why cant we utilize this process for manufacturing seamless
pipe??
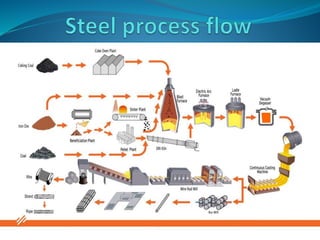
Currently Pipes are manufactured by following process
Melting of metal scrap Casting of liquid metal
Preheating In furnace Scale removal Rolling Mill
Billet heating Piercing Mill Sizing mill Cold
processing Surface treatment/Finishing
7. Scrap Billet Round bar M. Hollow Pipe
Scrap
Round Billet M. Hollow Pipe
Cast-hollow Pipe
8. Continuous casting of pipes process can be utilized,
theoretically there are many positive factors for this
technology.
Maas production.
Low utilization of energy.
Low man-work utilization.
Higher yield.
Lower rejection.
Heating of billets at 2 places can be restricted, one
before rolling and second before piercing, Hot casted
pipe can be directly feeded in sizing mill to reduce
thickness, and can be finished in cold rolling mills.
10. •Using this technology we can manufacture any type of grade, even that grade
which is not possible in extrusion/piercing.
•In casting process the size will be fixed, as mould and mandrel will have fix
size, hence chances of size variation, Eccentricity will be reduced.
•Low friction, hence no chances of Lamination, Fracture, or mechanical
marks.
•Good strength as the flow of material will be in spiral direction, and straight
flow in sizing mill, which will form a good strength material.
•Higher yield, as the material will have very low scale loss, hence it can be well
planned into required length and cut into pieces online.
•A great saving to nation and a step toward eco-friendly tech, as it will reduce
usage of fuel in preheating furnace.
•Requires very less manpower, as this technology is highly automated.
•Saving in transportation cost, since all process has to connected in one unit,
which will add a major saving.
•Good tracking of material, according to orders, as the process will be total
online.
11. •The most important factor is quality, because once the heat
is casted, it cannot be changed, hence a close monitoring and
fast analysis of chemistry is required, to gain the required
chemistry, the lab should have all required equipments to
analyze Chemistry/Impurities/Ferrite.
•Sizing mill is must to reduce the thickness, because in this
technology, the thickness of pipe will be above 30mm, which
has to be reduced in sizing mill, and finish the surface of
pipe, according to standards.
•Since the technology is new for seamless pipes, it is quite
difficult for promoter to believe in this technology, which can
be convinced, by studying and taking suggestions from
metallurgists.