

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Más de EXPERT PLUS
Cartes controle attributs
- 1. Cartes de contrôle aux attributs Les cartes de contrôle aux mesures rendent compte de l’évolution d’un caractère numérique : une mesure, durant le processus de production. Les cartes de contrôle aux attributs sont destinées à surveiller la qualité de la production de façon plus grossière : conformité ou non conformité, nombre de défauts. Toutes les cartes de contrôle aux attributs 1 sont des cartes de Shewhart, cartes carac- térisées par des limites de contrôle situées à trois écarts types de part et d’autre de a ligne centrale. 1 La carte p La carte p permet de suivre la proportion de produits non conformes. Soit X la variable aléatoire qui à une unité produite associe la valeur 1 si l’unité est non conforme et la valeur 0 si l’unité est conforme. La proportion p d’unités non conformes dans l’ensemble de la production correspond à la probabilité pour que X prenne la valeur 1. X suit la loi de Bernoulli B(p). Lorsqu’un échantillon de n unités est tiré dans l’ensemble de la production, on sait que ˜ la variable aléatoire X = n i=1 Xi qui à un tel échantillon associe le nombre d’unités non conformes dans l’échantillon suit : – la loi hypergéométrique H(N, pN, n), N étant le nombre d’unités toute la production, lorsque le tirage de l’échantillon est un tirage sans remise ; – la loi binomiale B(n, p) lorsque le tirage de l’échantillon est un tirage avec remise, ou considéré comme tel si la taille de l’échantillon est inférieure à 10% de la taille de la population. Pour une carte p, nous nous placerons dans le second cas. Alors, la variable aléatoire X = 1 n n n=1 Xi , qui a chaque échantillon de taille n associe la proportion d’unités non conformes dans cet échantillon a pour moyenne : p, et pour écart type : p(1−p) . n La construction d’une carte p n’a de sens que si l’on prélève des échantillons de quelques centaines d’unités. 1.1 Carte p de phase II La proportion théorique d’unités non conformes étant p, les limites de la carte p de Shew- hart sont, pour un échantillon de taille ni : p(1 − p) p(1 − p) LC = p LSC = p + 3 LIC = p − 3 ni ni 1. On dit aussi : cartes de contrôle par attribut. 1
- 2. 2 1 LA CARTE P On remplace systématiquement LIC par 0 si le calcul de LIC donne un résultat négatif. On remarquera que les limites de contrôles varient en fonction de la taille de l’échantillon. Pour éviter cette variation, il est fréquent d’imposer que les échantillons aient tous la même taille. Pour chaque échantillon prélevé de ni unités, on calcule la proportion de non conforme : Di pi = ni en faisant le rapport du nombre d’unités non conformes dans l’échantillon : Di , par le nombre d’unités dans l’échantillon : ni . Sur la carte de contrôle, on porte la ligne centrale, les limites de contrôle et les points Mi de coordonnées (i, pi ). Si tous les points Mi sont situés entre les limites de contrôle, le processus est déclaré maîtrisé ; dans le cas contraire, le processus est déclaré non maîtrisé. 1.2 Carte p de phase I Comme pour toute carte de phase I, les paramètres de la carte doivent être estimés à l’aide d’une vingtaine d’échantillons. On calcule : D1 + D 2 + · · · + D m p= ¯ n1 + n 2 + · · · + n m où Di est le nombre d’unités non conformes dans l’échantillon i de ni unités, pour chacun des m échantillons prélevés. Ainsi, le nombre p est égal à la proportion d’unités non conformes ¯ dans les m échantillons prélevés. Les paramètres de la carte p de phase I sont alors : p(1 − p) ¯ ¯ p(1 − p) ¯ ¯ LC = p ¯ LSC = p + 3 ¯ LIC = p − 3 ¯ ni ni On remplace systématiquement LIC par 0 si le calcul de LIC donne un résultat négatif. Les limites de contrôle dépendent de la taille de l’échantillon. Pour chaque échantillon prélevé de ni unités, on calcule la proportion de non conforme : Di pi = ni en faisant le rapport du nombre d’unités non conformes dans l’échantillon : Di , par le nombre d’unités dans l’échantillon : ni . Sur la carte de contrôle, on porte la ligne centrale, les limites de contrôle et les points Mi de coordonnées (i, pi ). Si tous les points Mi sont situés entre les limites de contrôle, le processus est déclaré maîtrisé ; dans le cas contraire, le processus est déclaré non maîtrisé. Exemple 1.1 Carte p d’étude initiale. DUT Génie Biologique Année universitaire 2007/2008
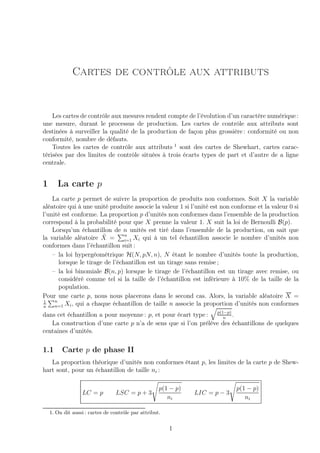
- 3. 3 Nombre d'unités Nombre d'unités N° d'échantillon non conformes prélevées 1 1 247 2 1 248 3 1 241 4 0 212 5 0 177 6 1 216 7 0 243 8 0 247 9 1 205 10 0 182 11 0 234 12 0 160 13 0 175 14 1 228 15 0 240 16 0 151 17 1 238 18 1 246 19 0 233 20 1 189 21 0 227 22 0 164 23 1 186 24 0 247 25 1 168 Carte p 1.40% unités non conformes 1.30% 1.20% 1.10% 1.00% 0.90% LC 0.80% LSC 0.70% LIC 0.60% Proportion d' unités non Proportion d' conformes dans l'échantillon 0.50% 0.40% 0.30% 0.20% 0.10% 0.00% 0 5 10 15 20 25 N° d' échantillon 2 La carte np La carte p permet le suivi de la proportion d’unités non conformes ; la carte np permet, elle, le suivi du nombre d’unités non conformes. Cette carte est une carte de Shewhart : les limites de contrôle sont situées à trois écarts types. Pour cette carte, les échantillons doivent tous être de même taille. Comme pour la carte p, la carte np nécessite de prélever des échantillons de grande taille (quelques centaines d’objets). T. Cuesta IUT de Créteil
- 4. 4 2 LA CARTE N P Le nombre d’unités non conforme est np. C’est le produit de la taille des échantillons : n, avec la proportion d’unités non conformes : p. 2.1 Carte np de phase II On suppose que le nombre théorique d’unités non conformes dans les échantillons de n unités est : np. On pose q = 1 − p. Les paramètres de la carte de phase II sont alors : √ √ LC = np LSC = np + 3 npq LIC = np − 3 npq Si la valeur LIC calculée ci-dessus est négative, elle est remplacée par 0 pour la construction de la carte. Sur la carte de contrôle, on porte la ligne centrale, les limites de contrôle et les points Mi de coordonnées (i, ni ), ni étant le nombre d’unités non conformes dans l’échantillon i. Si tous les points Mi sont situés entre les limites de contrôle, le processus est déclaré maîtrisé ; dans le cas contraire, le processus est déclaré non maîtrisé. 2.2 Carte np de phase I Le nombre théorique d’unités non conformes dans les échantillons de taille n est inconnu. On choisit alors d’estimer p par la proportion d’unités non conformes dans l’ensemble des m échantillons de taille n prélevés. En notant ni le nombre d’unités non conformes dans l’échantillon i, la proportion p d’unités non conformes est calculée de la manière suivante : ¯ n1 + n 2 + · · · + n m p= ¯ nm On note q = 1 − p. Les paramètres de la carte np sont alors : ¯ ¯ √ √ LC = n¯ p LSC = n¯ + 3 n¯q p p¯ LIC = n¯ − 3 n¯q p p¯ La carte se construit comme la carte de phase II, et les règles de décision sont identiques. Numéro Nombre de d' échantillon non conformes 1 4 2 2 3 1 4 0 5 5 6 0 Exercice 2.1 Le tableau ci-contre donne le 7 0 nombre d’unités non conformes dans vingt 8 1 9 3 échantillons de 250 unités. 10 1 Tracer la carte np de phase I et déterminer si 11 4 le processus est maîtrisé. 12 10 13 0 14 0 15 2 16 13 17 5 18 11 19 4 20 3 DUT Génie Biologique Année universitaire 2007/2008
- 5. 5 3 La carte c La carte c est la carte utilisée pour le suivi du nombre de non conformités, de défauts, par unité de contrôle. Cette carte est assez basique puisque l’on ne distingue pas les défauts et que l’on considère qu’ils ont tous la même importance. En principe, on estime que la variable aléatoire C qui associe à chaque unité de contrôle le nombre de non conformités par unité de contrôle, suit une loi de Poisson. On rappelle qu’alors la moyenne et la variance de C sont égales. La carte c est une carte de Shewhart. 3.1 Carte c de phase II Soit c le nombre moyen de non conformité par unité de contrôle. Ce nombre c est le paramètre de la loi de Poisson suivie par la variable aléatoire C. Les paramètre de la carte c de phase II sont : √ √ LC = c LSC = c + 3 c LIC = c − 3 c On prélève un certain nombre d’unités d’unités de contrôle. Ces unités de contrôles sont des échantillons tous de même taille. Si le calcul de LIC donne un résultat négatif, ce résultat est remplacé par 0. Sur la carte de contrôle, on porte la ligne centrale, les limites de contrôle et les points Mi de coordonnées (i, ci ), ci étant le nombre de défauts de l’unité de contrôle i. Si tous les points Mi sont situés entre les limites de contrôle, le processus est déclaré maîtrisé ; dans le cas contraire, le processus est déclaré non maîtrisé. 3.2 Carte c de phase I Comme pour toute carte de phase I, il n’y a pas de valeur cible. On calcule donc une estimation du nombre de défauts par unité sur un échantillon d’au moins une vingtaine d’unités de contrôle. On pose c1 + c 2 + · · · + c m c= ¯ m les nombres ci étant les nombres respectifs de défauts des m unités de contrôle. Les paramètres de la carte sont alors : √ √ LC = c ¯ LSC = c + 3 c ¯ ¯ LIC = c − 3 c ¯ ¯ La construction de la carte et les règles de décision sont identiques à celles de la carte de phase II. 4 La carte u La carte u est semblable à la carte c. Dans la carte u on ne suit pas le nombre de non conformités par unité de contrôle, mais le taux de non conformités par unité de contrôle. Les unités de contrôle : les échantillons d’unités de production, peuvent être de taille variable, mais dans ce cas, les limites de contrôle dépendent, pour chaque unité de contrôle, de la taille de l’unité de contrôle. T. Cuesta IUT de Créteil
- 6. 6 4 LA CARTE U 4.1 Carte u de phase II On suppose que le taux de défauts par unités de contrôle est u. Les limites de la carte u sont alors : u u LC = u LSC = u + 3 LIC = u − 3 ni ni où ni est la taille de l’unité de contrôle i. Si le calcul de LIC donne un résultat négatif, on pose LIC = 0. On prélève un certain nombre d’unités de contrôle. Ces unités de contrôles sont des échan- tillons dont la taille peut varier. Sur la carte de contrôle, on porte la ligne centrale, les limites c de contrôle et les points Mi de coordonnées (i, ui ), ui = nii étant le taux de défauts de l’unité de contrôle i. Si tous les points Mi sont situés entre les limites de contrôle, le processus est déclaré maîtrisé ; dans le cas contraire, le processus est déclaré non maîtrisé. 4.2 Carte u de phase I On remplace u par : c1 + c 2 + · · · + c m u= ¯ n1 + n 2 + · · · + n m où les valeurs ci sont les nombres de défauts respectifs des m unités de contrôle de tailles respectives ni . La valeur u est une estimation du taux de défaut par unité de contrôle. Pour ¯ que le résultat de ce calcul ait du sens, il faut prélever un nombre important d’unités de production. Les paramètres de cette carte sont : ¯ u ¯ u LC = u ¯ LSC = u + 3 ¯ LIC = u − 3 ¯ ni ni La construction de la carte et les règles de décision sont identiques à celle de la carte de phase II. Exercice 4.1 Une entreprise de livraison de pizzas à domicile a réalisée une enquête sur les livraisons du mois d’octobre. Les données recueillies au cours de cette enquête sont présentées dans le tableau ci-dessous. À l’aide des paramètres d’une carte de contrôle u de phase I, indiquez si le processus de livraison est sous contrôle. DUT Génie Biologique Année universitaire 2007/2008
- 7. 7 Délais de livraison Erreurs par Nombre Taux de Jours ouvrés Nombre de supérieurs à rapport à la Autres total non en octobre commandes 30 min commande erreurs d' erreurs conformité 1 64 2 0 1 3 4.69% 2 55 2 2 2 6 10.91% 3 50 0 1 3 4 8.00% 4 64 6 1 3 10 15.63% 5 60 3 1 2 6 10.00% 6 54 2 1 2 5 9.26% 7 63 0 2 2 4 6.35% 8 66 0 1 3 4 6.06% 9 49 1 0 1 2 4.08% 10 51 2 2 1 5 9.80% 11 51 0 1 1 2 3.92% 12 52 3 1 0 4 7.69% 13 53 3 0 0 3 5.66% 14 48 1 2 3 6 12.50% 15 60 1 2 0 3 5.00% 16 65 3 0 1 4 6.15% 17 49 3 2 3 8 16.33% 18 53 4 1 0 5 9.43% 19 56 5 1 1 7 12.50% 20 66 4 1 2 7 10.61% 21 55 4 2 1 7 12.73% 22 59 4 2 3 9 15.25% 23 59 0 1 0 1 1.69% 24 63 4 3 1 8 12.70% 25 60 0 3 0 3 5.00% 5 Carte D Le calcul D est la carte de contrôle des démérites. C’est un raffinement de la carte c. Dans le cadre d’une carte D, les défauts sont classés par type, en fonction de leur gravité. À chaque classe de défaut est associé un poids : la valeur du démérite, d’autant plus important que le défaut est majeur. Notons C1 , C2 , . . . , Ck les classes de défauts et w1 , w2 , . . . , wk leurs poids respectifs. On fixe le nombre n d’unités élémentaires dans chaque unité de contrôle (la taille des échantillons). 5.1 Carte D de phase II Pour chaque nombre n d’unités élémentaires dans les échantillons, on fixe l’indice démérite D par : k D= wi ci i=1 où ci est le nombre moyen de défauts de classe Ci dans les échantillons de taille n. Notons que si n = 1, alors ci est le nombre de défauts de classe Ci par unité produite. Les paramètres de la carte D sont : k k 2 2 LC = D LSC = D + 3 wi ci LIC = D − 3 wi ci i=1 i=1 T. Cuesta IUT de Créteil
- 8. 8 5 CARTE D Si LIC < 0, on pose LIC = 0. On prélève m unités de contrôle (m échantillons de taille n). On calcule, pour chaque unité de contrôle, son nombre démérite : k Dj = wi cij i=1 où cij est le nombre de défauts de classe i dans l’unité de contrôle j. On trace sur la carte D la ligne centrale et les limites de contrôle. On porte sur cette carte les points Mj de coordonnées (j, Dj ), j allant de 1 à m. La règle de décision est identique à celle des autres cartes de contrôle. 5.2 Carte D de phase I On prélève m unités de contrôle (m ≥ 20). On calcule le nombre démérite : Dj = k wi cij , i=1 de chaque unité de contrôle (cij est le nombre de défauts de classe i dans l’unité de contrôle j). On pose alors : m m 1 D= Dj = ¯ wi c i m j=1 i=1 ci étant ici le nombre moyen, par unité de contrôle dans les m unités de contrôle prélevées, de ¯ défauts de classe Ci . Les paramètres de la carte sont : k k 2 2 LC = D LSC = D + 3 ¯ wi c i LIC = D − 3 ¯ wi c i i=1 i=1 La construction de la carte et la règle de décision sont identiques à celles d’une carte de phase II. Exercice 5.1 On applique le barème suivant pour les valeurs du démérite : – w1 = 55, pour les non-conformités critiques (classe C 1 ), liés à la sécurité des utilisateurs du produit ou pouvant entraîner la destruction de ces produits ; – w2 = 15, pour les non-conformités majeures (classe C 2 ) pouvant entraîner un défaut de fonc- tionnement du produit, une impossibilité de montage, une gêne sensible pour l’utilisateur ; – w3 = 5, pour les non-conformités mineures (classe C 3 ) entraînant un défaut critiqué par quelques clients, une gêne au montage ; – w4 = 3, pour les non-conformités anodines (classe C 4 ) entraînant une imperfection généralement admise par les utilisateurs. DUT Génie Biologique Année universitaire 2007/2008
- 9. 5.2 Carte D de phase I 9 Nombre de Nombre de Nombre de Nombre de Numéro défauts défauts défauts défauts Indice d'unité de classe C1 de classe C2 de classe C3 de classe C4 démérite 1 0 5 5 6 118 2 2 4 7 6 223 3 0 3 0 5 60 4 1 0 6 5 100 5 1 5 8 3 179 6 0 2 3 8 69 7 0 5 4 6 113 8 1 3 5 4 137 9 2 3 8 6 213 10 2 1 5 2 156 11 0 1 3 2 36 12 1 0 8 4 107 13 0 5 7 2 116 14 1 5 0 9 157 15 0 3 4 1 68 16 1 1 7 7 126 17 1 4 2 2 131 18 0 4 2 7 91 19 0 4 8 9 127 20 0 2 1 7 56 21 1 1 7 3 114 22 2 4 6 4 212 23 0 5 1 3 89 24 2 2 3 8 179 25 1 3 0 9 127 Total : 19 75 110 128 3104 Réaliser la carte D de phase I. T. Cuesta IUT de Créteil