Maquinado y procesos de cambio de forma
•Descargar como PPTX, PDF•
4 recomendaciones•18,671 vistas

Este documento trata sobre los procesos de maquinado, que involucran el cambio de forma de los materiales mediante la eliminación de virutas. El proceso más importante es el maquinado, el cual produce formas eliminando material en forma de virutas usando corte mecánico con una herramienta. Se describe la terminología básica del corte mecánico como pieza de trabajo, herramienta y viruta. También se explican conceptos como acabado superficial, proceso de corte con cuña, formas de virutas y acumulación

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Maquinado y procesos de cambio de forma
Similar a Maquinado y procesos de cambio de forma (20)
Maquinado y procesos de cambio de forma
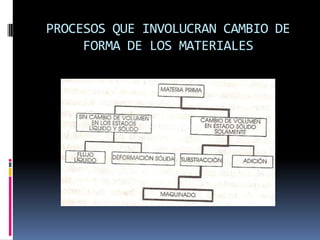
- 1. PROCESOS QUE INVOLUCRAN CAMBIO DE FORMA DE LOS MATERIALES
- 2. FUNDAMENTOS DE MAQUINADO Maquinado. Es el proceso de cambio de forma mas usado y el más importante. Produce forma eliminando material en forma de viruta empleando el corte mecánico. La herramienta aplica fuerza controlada para causar la falla del material de trabajo. En términos generales, produce gran exactitud y buenos acabados.
- 3. FUNDAMENTOS DE MAQUINADO TERMINOLOGIA DEL CORTE MECANICO
- 4. FUNDAMENTOS DE MAQUINADO Pieza de trabajo. Material al que se pretende dar forma. Herramienta. Dispositivo de carga externa al material de trabajo. La herramienta utiliza el principio de corte con cuña, entendida ésta como la forma elemental y básica de la herramienta. Viruta. Material eliminado mediante el proceso de maquinado con el fin de darle forma a la pieza de trabajo. Acabado superficial. Es una medida que indica el grado de calidad de la superficie maquinada.
- 6. FUNDAMENTOS DE MAQUINADO Proceso de corte con cuña Las fuerzas se originan por el movimiento de la herramienta o del trabajo. La fuerza resultante se encuentra ubicada aproximadamente a 45º de la zona de esfuerzo máximo. Los esfuerzos internos al material de trabajo causan la falla del mismo por fractura. Forma de la viruta La forma de la viruta depende de la velocidad de corte, del tipo de herramienta, del material de trabajo, de la dirección de la fuerza, de la profundidad de corte y del avance. Entre todos estos factores, el más importante es el tipo de material de trabajo.
- 8. FUNDAMENTOS DE MAQUINADO Tipos de viruta: Continuas: Se presentan cuando el material es dúctil y no rompe fácilmente. Discontinuas: Las virutas rompen con relativa facilidad cuando el material es frágil. Acumulación en el filo La acumulación en el filo de la herramienta es un fenómeno que se presenta cuando hay presencia de material relativamente estacionario en la zona de corte. La acción de corte se produce por fricción y no por corte. El desgaste de la herramienta es un factor que incentiva la acumulación en el filo al aumentar la fricción en el corte.
- 10. FUNDAMENTOS DE MAQUINADO ¿Cómo reducir la acumulación en el filo? Existen varias formas para reducir la acumulación en el filo de la herramienta, entre las cuales se tienen: 1. Pulir la cara de la herramienta. Esto disminuye la fuerza de fricción. 2. Lubricar y/o refrigerar la zona de corte. Esto disminuye la fuerza de fricción. 3. Elegir materiales para la herramienta y el material de trabajo que no sean afines. 4. Diseñar una apropiada geometría para la herramienta. 5. Elegir una velocidad de corte adecuada para el material y la herramienta. En general, a mayor velocidad de corte menor acumulación en el filo.
- 11. FUNDAMENTOS DE MAQUINADO DISEÑO DE HERRAMIENTAS DE CORTE - GEOMETRIA DE CORTE En el diseño de herramientas de corte se usan un número infinito de formas y tipos. Ciertas formas son necesarias para producir determinadas superficies. Algunas herramientas son más eficientes que otras para una aplicación particular. Ángulos, aristas o filos de corte La forma del filo afecta el acabado de la superficie maquinada. Las puntas agudas se deben evitar para proteger la herramienta y obtener buenos acabados. Las superficies de la herramienta afectan la formación de la viruta.
- 13. FUNDAMENTOS DE MAQUINADO Angulo de alivio (de rebajo o incidencia): Localizado atrás de todas las porciones de la arista cortante. Evita el arrastre del flanco en la superficie terminada. Algunos ángulos pequeños pueden causar arrastre si el material se recupera elásticamente, ya que se encuentra sometido a compresión. Si esto ocurre, se produce el desgaste acelerado de la herramienta. El ángulo de alivio afecta el desgaste y el soporte de la herramienta: a mayor ángulo de alivio, menor soporte para la punta de la herramienta. Se recomienda que el ángulo de alivio esté entre 6º y 8º. Para algunos materiales de trabajo de baja recuperación elástica pueden usarse ángulos de alivio de 2º o 3º.
- 14. FUNDAMENTOS DE MAQUINADO Angulo de inclinación (o de ataque): El ángulo de inclinación o ataque varía con los materiales. A mayor ángulo de inclinación, mayor ángulo de corte y menor fuerza para arrancar la viruta. Para materiales frágiles, se usan ángulos de inclinación positivos pequeños, cero o aun negativos, son mas adecuados para una mejor deformación y la viruta rompa mas pequeña.
- 15. FUNDAMENTOS DE MAQUINADO Angulo de inclinación (o de ataque): Para materiales dúctiles, se necesitan fuerzas bajas y existe menor fricción. Algunos materiales de la herramienta duros y frágiles se comportan mejor con inclinación negativa porque trabajan a compresión principalmente, esto aumenta el soporte de la herramienta y la vida de la herramienta. Rango del ángulo de inclinación: -30º a +40º.
- 16. FUNDAMENTOS DE MAQUINADO FACTORES PARA SELECCIONAR MAQUINADO ADECUADO Tabla 1. Variables que afectan la elección de la maquinaria Fuente: Moore & Kibbey, Materiales y procesos de fabricación, Limusa, 3ed, México. Variables de la Variables de la pieza herramienta Variables del corte Composición Composicion Velocidad de corte Micro estructura Rigidez del montaje Alimentacion Angulo de lado de la Dureza arista Profundidad de corte Tamaño Angulo de extremo de la Refrigerante Forma arista Impacto Condiciones de la Forma de la punta Rigidez de la maquina superficie Angulo de ataque Eliminación de la viruta Temperatura Angulo de alivio Filo de la arista de corte Diseño del rompevirutas
- 17. FUNDAMENTOS DE MAQUINADO REQUISITOS DE POTENCIA PARA EL MAQUINADO Tabla 2. Requisitos de potencia para el maquinado Fuente: Moore & Kibbey, Materiales y procesos de fabricación, Limusa, 3ed, México Material Caballos de fuerza/in3/min Magnesio 0,2 Aluminio 0,4 Latón 0,4 Hierro fundido 0,7 Acero AISI 1120 0,5 Acero AISI 1020 0,8 Cobre 0,9 Acero AISI 1010 1,2
- 18. FUNDAMENTOS DE MAQUINADO ACABADO SUPERFICIAL Es una medida que indica el grado de calidad de la superficie maquinada. El acabado depende del material de la pieza de trabajo, bajo un conjunto dado de condiciones. Para definir el acabado de una superficie se debe tener en cuenta el tipo de patrón a estudiar.
- 19. FUNDAMENTOS DE MAQUINADO Patrones del acabado 1. Ondulaciones. Son variaciones uniformes anchas y se originan por poca exactitud de los movimientos, vibraciones, deflexiones, deformaciones por temperatura o esfuerzos residuales. 2. Rugosidad. Son variaciones uniformes finas y se pueden ocasionar por vibraciones de alta frecuencia, el tipo de alimentación o por acumulación de partículas en el filo.
- 20. FUNDAMENTOS DE MAQUINADO El Rumbo. Es la dirección del patrón de marcas de la herramienta sobre la pieza (dirección del movimiento de corte). Método de medición. Los instrumentos de medición por lo general responden a solo un patrón, es decir a las variaciones de un ancho en particular. El rumbo tiene efecto en la medida del acabado, este último depende de la dirección en que se haga la medida.
- 21. FUNDAMENTOS DE MAQUINADO Existen imperfecciones aleatorias que no responden al maquinado. Pueden ser inclusiones o vacíos, rayones por mala manipulación o maltratos por sujeción. Tabla 3. Efectos de las variables del maquinado en el acabado. Variable Efecto en el acabado al incrementar el valor de la variable Velocidad de corte Mejora Alimentación Deterioro Profundidad de corte Deterioro Angulo de inclinación Mejora Angulo de alivio Poco efecto Radio de punta Mejora Dureza de la pieza Mejora
- 22. MOVIMIENTOS EN EL MAQUINADO
- 23. FUNDAMENTOS DE MAQUINADO Velocidad de corte. Es la distancia que recorre la herramienta con respecto a la pieza de trabajo en la unidad de tiempo. Ver tabla 4. Avance o alimentación. Es el movimiento que se utiliza para exponer nuevo material a la arista cortante. Puede ser durante el corte o no, en forma intermitente o continua. Cuando ocurre durante el corte, ocasiona la velocidad de avance o de alimentación. Profundidad de corte. Es la distancia que la herramienta “entra” en la pieza de trabajo. Velocidad de remoción. Es el volumen de material removido en la unidad de tiempo.
- 24. FUNDAMENTOS DE MAQUINADO Tabla 4. Velocidades de corte recomendadas para el maquinado Fuente: Moore & Kibbey, Materiales y procesos de fabricación, Limusa, 3ed, México Material Velocidad de corte (m/min) Velocidad de corte (pies/min) Hta: HSS Hta: Carburo Hta: HSS Hta: Carburo Acero AISI 1112 45 150 150 500 Acero AISI 1040 30 105 100 350 Acero inox 18-8 27 100 90 325 Acero para máquina 24 72 80 240 Acero para herramienta 18 54 60 180 Acero rápido 12 36 40 120 Hierro colado medio 30 100 100 325 Latón bronce 45 150 150 500 Latón medio 105 200 350 650 Aleaciones de aluminio 180 365 600 1200
- 25. FUNDAMENTOS DE MAQUINADO DETERMINACION DEL AVANCE (Alimentación) Avances muy pequeños generan patrones en la superficie si el filo está desgastado. Se presentan cortes intermitentes, aumenta la presión, crea flexión que ocasiona patrón superficial. Mejores acabados y menor potencia para el corte. Avances muy grandes ocasionan aumento de las cargas, deflexión y baja calidad del acabado. Menos tiempo. La elección depende de los materiales de la pieza y la herramienta, de la rigidez del conjunto y de la calidad del acabado. Para máquinas pequeñas y medianas el rango varía entre 0,002”, para materiales duros, y 0,015” para materiales dúctiles (0,05 – 0,5 mm).
- 26. FUNDAMENTOS DE MAQUINADO VIDA DE LA HERRAMIENTA La vida de la herramienta está determinada por un gran número de variables. En la tabla 5 se muestran los resultados de duplicar las variables indicadas, suponiendo una vida inicial de la herramienta de 60 minutos cuando se maquina en un torno acero 1040 recocido, con una herramienta de carburo cementado, usando una Pc=0,125”, un avance (f)=0,12” y una Vc=540 pies/min.
- 27. FUNDAMENTOS DE MAQUINADO VIDA DE LA HERRAMIENTA Tabla 5. Resultado en la vida de la herramienta al duplicar las variables Fuente: Moore & Kibbey, Materiales y procesos de fabricación, Limusa, 3ed, México . Variable duplicada Nueva vida de la herramienta Velocidad de corte (Vc) 6 minutos Profundidad de corte (Pc) 53.5 minutos Alimentación (f) 44 minutos
- 28. FUNDAMENTOS DE MAQUINADO Cómo se mide la vida de la herramienta? a. Tiempo real de corte. b. Volumen del material eliminado. c. Número de piezas maquinadas. Cuál es el final de la vida? Usualmente se reemplaza antes de fallar. Evitar una tasa acelerada de desgaste. Reafiliado.
- 29. FUNDAMENTOS DE MAQUINADO F. W. Taylor encontró empíricamente la siguiente relación: Vc * T ⁿ= k Donde: Vc, velocidad de corte (pies/min) T, vida de la herramienta (min) K = constante que depende del material de la pieza y la herramienta, entre otras variables. n = constante que depende del material de trabajo y de la herramienta (0,125 para acero rápido → 0,7 para cerámicos).
- 30. FUNDAMENTOS DE MAQUINADO La velocidad de corte afecto mucho mas la vida de la herramienta que la profundidad de corte y la alimentación, debido a que el mayor calor generado cuando se aumenta la Pc y la alimentación será arrastrado por una mayor masa de viruta generada, sin aumento apreciable en el calor transferido a la herramienta. Los valores altos para la velocidad de corte casi siempre se usan en producción y por lo general se obtienen por ensayo y error.
- 31. FUNDAMENTOS DE MAQUINADO Actividades de Aprendizaje Investigue sobre los materiales usados para fabricar herramientas de corte. Investigue sobre los materiales usados como lubricantes y refrigerantes en la zona de corte.
- 32. FUNDAMENTOS DE MAQUINADO Bibliografía KALPAKJIAN, Serope. SCHMID Steven. Manufactura, ingeniería y tecnología. México: Pearson Educación, 2002. 1176 p. ISBN 970-26-0137-1 GROOVER, Mikell. Fundamentos de manufactura moderna. México: Prentice Hall, 1997. 1061 p. ISBN 968-880-846-6 MOORE, Harry. Materiales y procesos de fabricación. México: Limusa, 1987. 920 p. ISBN 968-18-1973-X