1. WELDING
• It is the process of joining two or more similar or dissimilar
metals with or without the application of heat, with or without
the application of pressure, with or without the application of
filler materials.
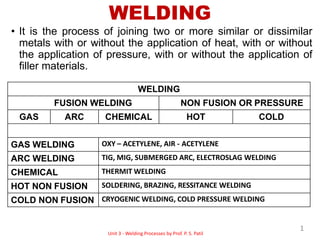
WELDING
FUSION WELDING NON FUSION OR PRESSURE
GAS ARC CHEMICAL HOT COLD
GAS WELDING OXY – ACETYLENE, AIR - ACETYLENE
ARC WELDING TIG, MIG, SUBMERGED ARC, ELECTROSLAG WELDING
CHEMICAL THERMIT WELDING
HOT NON FUSION SOLDERING, BRAZING, RESSITANCE WELDING
COLD NON FUSION CRYOGENIC WELDING, COLD PRESSURE WELDING
1
Unit 3 - Welding Processes by Prof. P. S. Patil
2. CLASSIFICATION BASED ON FILLER MATERIALS
AUTOGENEOUS No filler metal is added to the joint interface
EX – Electric Resistance Welding
HOMOGENEOUS Filler metal is added & it is similar to parent metal
EX – Arc Welding, Electron Beam Welding & Diffusion Welding
HETROGENEOUS Filler metal is added but it is different to parent metal
EX – Brazing & Soldering
WELDING
2
Unit 3 - Welding Processes by Prof. P. S. Patil
3. • FUSION WELDING – the metal at the joint is heated to molten state & it is
allowed to solidify.
• NON FUSION WELDING – the metal parts are heated to a plastic state &
they are pressed together to make joint.
ADVANTAGES
• Permanent Joint - Economical way of join components
• Welded joint can be stronger than the parent material if a filler metal is
used that has strong properties.
LIMITATIONS
• Most operations are performed manually – Skilled labor required
• It does not allow for convenient dis assembly
• Defects are difficult to detect.
WELDING
3
Unit 3 - Welding Processes by Prof. P. S. Patil
4. WELDING EQUIPMENT
• GAS CYLINDERS
• Oxygen Cylinder – Black Colour, 125-140 Bar, 6.23 m3
• Acetylene Cylinder – Maroon Colour, 16 Bar, 7.6 m3
• PRESSURE REGULATORS
• Regulators are used to reduce & control the working pressure of the gases
• Working pressure – Oxygen – 0.7 bar to 2.8 bar
• Working pressure – Acetylene – 0.07 bar to 1.03 bar
• Depending on the thickness of the work pieces to be welded
• PRESSURE GAUGES
Four Pressure Gauges – 2 for Oxygen, 2 forAcetylene
1st pressure gauge – Show cylinderpressure
2nd pressure gauge – show the working pressure of welding
• HOSES
• The regulator of each cylinder is connected to the torch through two long hoses
• Oxygen Cylinder – Black Colour
• Acetylene Cylinder – Red Colour
4
Unit 3 - Welding Processes by Prof. P. S. Patil
5. • CHECK VALVE
• Safety valve attached between
hoses & regulator outlets
• It allow gases to flow in only one
direction to prevent back flow
• GOGGLES
Used to protect eyes from flame heat,
Ultraviolet & Infrared rays
• SPARK LIGHTER
It is an ignitor to start the burning of
Oxy-Acetylene gases
• WELDING GLOVES
Used to protect the hand from injury
caused by heat & Metal Splashes
• WIRE BRUSH
Used to clean the weld joint before &
after welding
WELDING EQUIPMENT
5
Unit 3 - Welding Processes by Prof. P. S. Patil
6. WELDING EQUIPMENT
WELDING TORCH
• Oxygen & Acetylene gases are mixed in the mixing chamber ofTorch
• A flame will be produced at the tip of the torch calledNozzle
• Nozzle tip made up of Copper or CopperAlloy
• Based on type of metal & Its thickness, different tips used
• Control valves are used to quantify the oxygen & Acetylene tocontrol
the flame
6
7. OXY – ACETYLENE GAS WELDING
C2H2 + O2
2CO + O2
2CO + H2 + HEAT
2CO2 + HEAT
2 𝟐
H + 𝟏
O2 2
H O + HEAT
OXYGEN CYLINDER – Black Colour,
125-140 Bar
ACETYLENE CYLINDER – Maroon
Colour, 16 Bar
• Heat required for melting of plate is obtained by burning of oxyacetylene gas
mixture
• Mixing of gases takes place in Torch Body, this mixture possessing high pressure
• This high pressure mixture is passed through the convergent nozzle, the pressure
energy gets converted into the velocity energy.
• The high velocity mixture coming out of the nozzle, is given initiation of burning,
the continuous flame will be produced.
• Flame Temperature - 3200°C
• Rubber hose pipes are used for Acetylene cylinder, Colour, Size & Thread
distinction provided to avoid interchanging of hose pipes
7
8. TYPES OF FLAMES
• Neutral Flame
O2
C2H2
= 1, Tmax =3260°C
N – length of inner core, N = 10 to 15 mm
• Used for joining or cutting all ferrous & Non ferrous
metals.
• Oxidizing Flame
O2
C2H2
= 1.15 to 1.5, Tmax =3380°C
• Not suitable reactive metals, Al & Mn (Oxidation)
• Used for high melting point metals
• Carburizing Flame
O2
C2H2
= 0.85 to 0.95, Tmax = 3040°C
• Used for high carbon steels
• Not suitable for high melting point metals
8
9. TORCH ANGLE
• Angle made by the axis of the torch with axis
of work piece is called TorchAngle.
• With increased torch angle, the exposing area
of flame to weld bead decreases, So flame
density increases.
FACTORS AFFECTING SELECTION OF
TORCH ANGLES
• Thickness of plates to be joined
• Melting Point of plates to be joined
• Thermal Conductivity of plates to be joined
• Place of Welding – At the beginning of
welding, Large torch angles used. At the
end of welding, Small torch angles used.
9
10. WELDING TECHNIQUES
FORE HAND or LEFT HAND WELDING
• Weld quality is poor
• Focused towards non-welded portion
• Efficient when it is done from right to
left
• Preheating of weld bead will takes
place in this
• The force of flame is pushing back
the molten slag particles into the weld
pool.
• Slag inclusion may present in the
weld bead
BACK HAND or RIGHT HAND WELDING
• Weld quality of obtained weld is better
• Focused towards welded portion
• Efficient when it is done from left to
right
• Post heating of weld bead will takes
place in this
• The force of flame is pushes out the
molten slag particles from the weld
pool, so no slag inclusion in the weld
bead.
• This welding is faster by 20-25%
• Less acetylene needed 15-25%
10