
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Inventory management
Similar a Inventory management (20)
Último
Último (20)
Inventory management
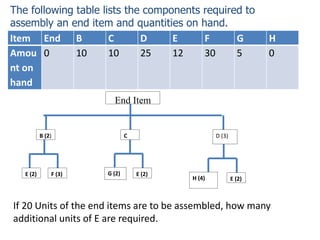
- 1. The following table lists the components required to assembly an end item and quantities on hand. Item End B C D E F G H Amou 0 10 10 25 12 30 5 0 nt on hand B (2) C D (3) E (2) F (3) G (2) E (2) H (4) E (2) End Item If 20 Units of the end items are to be assembled, how many additional units of E are required.
- 2. B: 20 x 2 = 40 – 10 = 30 C: 20 x 1 = 20 – 10 = 10 D: 20 x 3 = 60 – 25 = 35 E: 30 x 2 = 60 – 12 = 48 E: 10 x 2 = 20 E: 35 x 2 = 70 Total: 48 + 20 + 70 = 138
- 4. Inventory Management • Inventories are important to all types of organizations – They have to be counted, paid for, used in operations, used to satisfy customers, and managed – Too much inventory reduces profitability – Too little inventory damages customer confidence – Inventory trade-offs
- 5. Functions of Inventory Inventories are resources maintained in various forms: - Raw Materials - Purchased and Manufactured parts - Sub assemblies - Finished Products Important: Since Inventories represent a sizable investment in a logistic system, we must be aware of the functions they perform
- 6. Important categories of Stocks Inventory To satisfy the expected customer demand (Anticipation Inventory) To protect against price increases and to take advantage of Quantity Discounts To avoid stock outs (Safety Stock or Buffer Stock) To provide buffer between successive operations (Decoupling Inventory or Work-in-process Inventory) To satisfy periods of seasonal high demand (Seasonal Inventory) To minimize the total cost by ordering the Economic Order Quantity (Cycle Stock) To act as a buffer between various elements of the Supply- Chain (Suppliers- Producers-Distributors- Wholesalers-Retailers- Customers) (Pipeline or Transit Stock)
- 7. Inventory Related Costs Procurement Costs Cost of Goods Ordering Cost Cost / Order generally fixed Not dependant on order quantity - Administrative cost - Handling - Transportation - Inspection of arrivals
- 8. Inventory Holding Costs Costs associated with existence of Inventories (Supply exceeds demand) Cost/unit/unit time iC (i = inventory carrying cost rate) - Storage and handing - Interest or tied up capital - Property taxes - Insurance - Spoilage - Obsolescence - pilferage
- 9. Shortage Costs Costs associated with stockouts (Demand exceeds Supply) (Cost/unit) (Cost/unit /unit time) - Loss of customer goodwill - Loss of sales
- 10. Types of Inventory Management Systems Inventory Management Systems Independent Demand Inventory Management Systems Dependent Demand Inventory Management Systems Material Requirements Planning (MRP) Systems Just-In-Time (JIT) Systems Hybrid MRP-JIT Systems For Retailers For Manufacturers ABC Classification of Items EOQ Model for Manufacturers Category A Items Category B Items Category C Items Periodic Review System Basic Economic Order Quantity (EOQ) Model EOQ Model with Quantity Discounts EOQ Model with Differential Discounting EOQ Model with Safety Stock EOQ Model with Intentional Shortages
- 11. ABC Analysis • Stock-keeping units (SKU) • Identify the classes so management can control inventory levels • A Pareto chart
- 12. ABC Analysis 10 20 30 40 50 60 70 80 90 100 Percentage of SKUs 100 — Percentage of dollar value 90 — 80 — 70 — 60 — 50 — 40 — 30 — 20 — 10 — 0 — Class C Class A Class B
- 13. ABC Analysis • Class A – 5 – 15 % of units (approx.) – 70 – 80 % of value (approx.) • Class B – 30 % of units (approx.) – 15 % of value (approx.) • Class C – 50 – 60 % of units (approx.) – 5 – 10 % of value (approx.)
- 14. Solved Problem 1 Booker’s Book Bindery divides SKUs into three classes, according to their dollar usage. Calculate the usage values of the following SKUs and determine which is most likely to be classified as class A. SKU Number Description Quantity Used per Year Unit Value ($) 1 Boxes 500 3.00 2 Cardboard (square feet) 18,000 0.02 3 Cover stock 10,000 0.75 4 Glue (gallons) 75 40.00 5 Inside covers 20,000 0.05 6 Reinforcing tape (meters) 3,000 0.15 7 Signatures 150,000 0.45
- 15. Solved Problem 1 SOLUTION The annual dollar usage for each item is determined by multiplying the annual usage quantity by the value per unit. As shown in Figure 12.11, the SKUs are then sorted by annual dollar usage, in declining order. Finally, A–B and B–C class lines are drawn roughly, according to the guidelines presented in the text. Here, class A includes only one SKU (signatures), which represents only 1/7, or 14 percent, of the SKUs but accounts for 83 percent of annual dollar usage. Class B includes the next two SKUs, which taken together represent 28 percent of the SKUs and account for 13 percent of annual dollar usage. The final four SKUs, class C, represent over half the number of SKUs but only 4 percent of total annual dollar usage.
- 16. Solved Problem 1 SKU Number Description Quantity Used per Year Unit Value ($) Annual Dollar Usage ($) 1 Boxes 500 3.00 = 1,500 2 Cardboard (square feet) 18,000 0.02 = 360 3 Cover stock 10,000 0.75 = 7,500 4 Glue (gallons) 75 40.00 = 3,000 5 Inside covers 20,000 0.05 = 1,000 6 Reinforcing tape (meters) 3,000 0.15 = 450 7 Signatures 150,000 0.45 = 67,500 Total 81,310
- 17. Solved Problem 1
- 18. Class C Class B Percentage of SKUs Percentage of Dollar Value 100 – 90 – 80 – 70 – 60 – 50 – 40 – 30 – 20 – 10 – Class 0 – A 10 20 30 40 50 60 70 80 90 100
- 19. Unsolved Problem 1 Lockwood Ind. Is considering the use of ABC analysis to focus on the most critical SKUs in its inventory. For a random sample of 8 SKUs, following table shows the annual dollar usage. Rank the SKUs and assign them to A,B or C class SKU Dollar Value ($) Annual Usage 1 .01 1200 2 .03 120,000 3 .45 100 4 1.00 44,000 5 4.50 900 6 .90 350 7 .30 70,000 8 1.50 200
- 20. Cumulative % Cumulative % SKU # Descripti on Qty Used/Year Value Dollar Usage Pct of Total of Dollar Value of SKUs Class 4 44,000 $1.00 $44,000 60.0% 60.0% 12.5% A 7 70,000 $0.30 $21,000 28.6% 88.7% 25.0% A 5 900 $4.50 $4,050 5.5% 94.2% 37.5% B 2 120,000 $0.03 $3,600 4.9% 99.1% 50.0% B 6 350 $0.90 $315 0.4% 99.5% 62.5% C 8 200 $1.50 $300 0.4% 99.9% 75.0% C 3 100 $0.45 $45 0.1% 100.0% 87.5% C 1 1,200 $0.01 $12 0.0% 100.0% 100.0% C Total $73,322
- 21. SKUs
- 22. OBJECTIVE OF ABC ANALYSIS: Rationalization of Ordering Policies EQUAL TREATMENT TO ALL Item no. Annual Consumption Value (Rs.) Number of Orders Value per order Average inventory 1 2 3 60,000 4,000 1,000 4 4 4 15,000 1,000 250 7500 500 125 Total Inventory: Rs. 8125 PREFERENTIAL TREATMENT on basis of ABC analysis 1 2 3 60,000 4,000 1,000 8 3 1 7,500 1,333 1,000 3750 667 500 Total Inventory Rs 4917 The optimum no of orders can be arrived at by using models of inventory control eg. EOQ time inventory Annual cost Q* Total cost carriage ordering
- 23. Economic Order Quantity The lot size, Q, that minimizes total annual inventory holding and ordering costs Five assumptions 1. Demand rate is constant and known with certainty 2. No constraints are placed on the size of each lot 3. The only two relevant costs are the inventory holding cost and the fixed cost per lot for ordering or setup 4. Decisions for one item can be made independently of decisions for other items 5. The lead time is constant and known with certainty
- 24. Calculating EOQ Inventory depletion (demand rate) Receiv e order 1 cycle On-hand inventory (units) Time Q Average cycle inventory Q 2
- 25. Calculating EOQ • Annual holding cost Annual holding cost = (Average cycle inventory) (Unit holding cost) Annual ordering cost Annual ordering cost = (Number of orders/Year) (Ordering costs) Total annual cycle-inventory cost Total costs = Annual holding cost + Annual ordering cost
- 26. Annual cost (dollars) Calculating EOQ Lot Size (Q) Holding cost Ordering cost Total cost Graphs of Annual Holding, Ordering, and Total Costs
- 27. Calculating EOQ Total annual cycle-inventory and ordering cost where Q 2 D Q C = (H) + (S) C = total annual cycle-inventory cost Q = lot size H = holding cost per unit per year D = annual demand S = ordering or setup costs per lot
- 28. The Cost of a Lot-Sizing Policy EXAMPLE 12.1 • A museum of natural history opened a gift shop which operates 52 weeks per year. • Managing inventories has become a problem. • Top-selling SKU is a bird feeder. • Sales are 18 units per week, the supplier charges $60 per unit. • Ordering cost is $45. • Annual holding cost is 25 percent of a feeder’s value. • Management chose a 390-unit lot size. • What is the annual cycle-inventory cost of the current policy of using a 390-unit lot size? • Would a lot size of 468 be better?
- 29. The Cost of a Lot-Sizing Policy SOLUTION We begin by computing the annual demand and holding cost as D = H = (18 units/week)(52 weeks/year) = 936 units 0.25($60/unit) = $15 The total annual cycle-inventory cost for the current policy is Q 2 D Q C = (H) + (S) 390 2 936 390 = ($15) + ($45) = $2,925 + $108 = $3,033 The total annual cycle-inventory cost for the alternative lot size is 468 2 936 468 C = ($15) + ($45) = $3,510 + $90 = $3,600
- 30. The Cost of a Lot-Sizing Policy 3000 – 2000 – 1000 – Total cost = (H) + (S) Q 2 Holding cost = (H) 0 – | | | | | | | | 50 100 150 200 250 300 350 400 Lot Size (Q) Annual cost (dollars) Current Q Current cost Lowest cost Best Q (EOQ) Q 2 D Q D Q Ordering cost = (S)
- 31. Calculating EOQ • The EOQ formula: EOQ = 2DS H Time between orders EOQ D TBOEOQ = (12 months/year)
- 32. Finding the EOQ, Total Cost, TBO EXAMPLE 12.2 For the bird feeders in Example 12.1, calculate the EOQ and its total annual cycle-inventory cost. How frequently will orders be placed if the EOQ is used? SOLUTION Using the formulas for EOQ and annual cost, we get 2DS H EOQ = = = 74.94 or 75 units 2(936)(45) 15
- 33. Finding the EOQ, Total Cost, TBO Figure shows that the total annual cost is much less than the $3,033 cost of the current policy of placing 390-unit orders.
- 34. Finding the EOQ, Total Cost, TBO When the EOQ is used, the TBO can be expressed in various ways for the same time period. TBOEOQ = EOQ D EOQ D 75 936 = = 0.080 year TBOEOQ = (12 months/year) EOQ D TBOEOQ = (52 weeks/year) EOQ D TBOEOQ = (365 days/year) 75 936 = (12) = 0.96 month 75 936 = (52) = 4.17 weeks 75 936 = (365) = 29.25 days
- 35. Application 12.1 Suppose that you are reviewing the inventory policies on an $80 item stocked at a hardware store. The current policy is to replenish inventory by ordering in lots of 360 units. Additional information is: D = 60 units per week, or 3,120 units per year S = $30 per order H = 25% of selling price, or $20 per unit per year What is the EOQ? 2DS H EOQ = = = 97 units 2(3,120)(30) 20 SOLUTION
- 36. Application 12.1 What is the total annual cost of the current policy (Q = 360), and how does it compare with the cost with using the EOQ? Current Policy EOQ Policy Q = 360 units Q = 97 units C = (360/2)(20) + (3,120/360)(30) C = 3,600 + 260 C = $3,860 C = (97/2)(20) + (3,120/97)(30) C = 970 + 965 C = $1,935
- 37. Application 12.1 What is the time between orders (TBO) for the current policy and the EOQ policy, expressed in weeks? TBO360 = TBOEOQ = (52 weeks per year) = 6 weeks 360 3,120 (52 weeks per year) = 1.6 weeks 97 3,120 SOLUTION
- 38. Problem 2 Nelson’s Hardware Store stocks a 19.2 volt cordless drill that is a popular seller. Annual demand is 5,000 units, the ordering cost is $15, and the inventory holding cost is $4/unit/year. a. What is the economic order quantity? b. What is the total annual cost for this inventory item?
- 39. Solved Problem 2 SOLUTION a. The order quantity is 2DS H EOQ = = 2(5,000)($15) $4 = 37,500 = 193.65 or 194 drills b. The total annual cost is Q 2 D Q C = (H) + (S) = ($4) + ($15) = $774.60 194 2 5,000 194
- 40. Inventory Control Systems Nature of demand Independent demand Dependent demand
- 41. Inventory Control Systems • Continuous review (Q) system – Reorder point system (ROP) and fixed order quantity system – For independent demand items – Tracks inventory position (IP) – Includes scheduled receipts (SR), on-hand inventory (OH), and back orders (BO) Inventory position = On-hand inventory + Scheduled receipts – Backorders IP = OH + SR – BO
- 42. Selecting the Reorder Point Time On-hand inventory Order received L L Order received TBO TBO Order received TBO L Order placed Order placed Order placed IP IP IP R Q Q Q OH OH OH Order received Q System When Demand and Lead Time Are Constant and Certain
- 43. Application The on-hand inventory is only 10 units, and the reorder point R is 100. There are no backorders and one open order for 200 units. Should a new order be placed? IP = OH + SR – BO = 10 + 200 – 0 = 210 R = 100 SOLUTION Decision: Place no new order
- 44. Placing a New Order EXAMPLE Demand for chicken soup at a supermarket is always 25 cases a day and the lead time is always 4 days. The shelves were just restocked with chicken soup, leaving an on-hand inventory of only 10 cases. No backorders currently exist, but there is one open order in the pipeline for 200 cases. What is the inventory position? Should a new order be placed? SOLUTION R = Total demand during lead time = (25)(4) = 100 cases IP = OH + SR – BO = 10 + 200 – 0 = 210 cases
- 45. Continuous Review Systems Selecting the reorder point with variable demand and constant lead time Reorder point = Average demand during lead time + Safety stock = dL + safety stock where d = average demand per week (or day or months) L = constant lead time in weeks (or days or months)
- 46. Reorder Point 1. Choose an appropriate service-level policy – Select service level or cycle service level – Protection interval 2. Determine the demand during lead time probability distribution 3. Determine the safety stock and reorder point levels
- 47. Demand During Lead Time • Specify mean and standard deviation • Standard deviation of demand during lead time σdLT = σd 2L = σd L Safety stock and reorder point Safety stock = zσdLT where z = number of standard deviations needed to achieve the cycle-service level σdLT = stand deviation of demand during lead time Reorder point = R = dL + safety stock
- 48. Demand During Lead Time Average demand during lead time Cycle-service level = 85% Probability of stockout (1.0 – 0.85 = 0.15) zσdLT R Finding Safety Stock with a Normal Probability Distribution for an 85 Percent Cycle- Service Level
- 49. Reorder Point for Variable Demand EXAMPLE Let us return to the bird feeder in Example. The EOQ is 75 units. Suppose that the average demand is 18 units per week with a standard deviation of 5 units. The lead time is constant at two weeks. Determine the safety stock and reorder point if management wants a 90 percent cycle-service level.
- 50. Reorder Point for Variable Demand SOLUTION In this case, σd = 5, d = 18 units, and L = 2 weeks, so σdLT = σd L = 5 2 = 7.07. Consult the body of the table in the Normal Distribution appendix for 0.9000, which corresponds to a 90 percent cycle-service level. The closest number is 0.8997, which corresponds to 1.2 in the row heading and 0.08 in the column heading. Adding these values gives a z value of 1.28. With this information, we calculate the safety stock and reorder point as follows: Safety stock = zσdLT = 1.28(7.07) = 9.05 or 9 units Reorder point = dL + Safety stock = 2(18) + 9 = 45 units
- 51. Application 12.3 Suppose that the demand during lead time is normally distributed with an average of 85 and σ= 40. Find the safety stock, and dLT reorder point R, for a 95 percent cycle-service level. SOLUTION Safety stock = zσ= 1.645(40) = 65.8 or 66 units dLT R = Average demand during lead time + Safety stock R = 85 + 66 = 151 units Find the safety stock, and reorder point R, for an 85 percent cycle-service level. Safety stock = zσdLT = 1.04(40) = 41.6 or 42 units R = Average demand during lead time + Safety stock R = 85 + 42 = 127 units
- 52. Reorder Point for Variable Demand and Lead Time • Often the case that both are variable • The equations are more complicated Safety stock = zσdLT R = (Average weekly demand Average lead time) where + Safety stock = dL + Safety stock d = Average weekly (or daily or monthly) demand L = Average lead time σ= Standard deviation of weekly (or daily or monthly) demand d σ= Standard deviation of the lead time LT σ= Lσ2 + d2σ2 dLT d LT
- 53. Reorder Point EXAMPLE 12.5 The Office Supply Shop estimates that the average demand for a popular ball-point pen is 12,000 pens per week with a standard deviation of 3,000 pens. The current inventory policy calls for replenishment orders of 156,000 pens. The average lead time from the distributor is 5 weeks, with a standard deviation of 2 weeks. If management wants a 95 percent cycle-service level, what should the reorder point be?
- 54. Reorder Point SOLUTION We have d = 12,000 pens, σd = 3,000 pens, L = 5 weeks, and σLT = 2 weeks σdLT = Lσd 2 + d2σLT 2 = (5)(3,000)2 + (12,000)2(2)2 = 24,919.87 pens From the Normal Distribution appendix for 0.9500, the appropriate z value = 1.65. We calculate the safety stock and reorder point as follows: Safety stock = zσdLT = (1.65)(24,919.87) = 41,117.79 or 41,118 pens Reorder point = dL + Safety stock = (12,000)(5) + 41.118 = 101,118 pens
- 55. Application 12.4 Grey Wolf lodge is a popular 500-room hotel in the North Woods. Managers need to keep close tabs on all of the room service items, including a special pint-scented bar soap. The daily demand for the soap is 275 bars, with a standard deviation of 30 bars. Ordering cost is $10 and the inventory holding cost is $0.30/bar/year. The lead time from the supplier is 5 days, with a standard deviation of 1 day. The lodge is open 365 days a year. What should the reorder point be for the bar of soap if management wants to have a 99 percent cycle-service?
- 56. Application 12.4 SOLUTION d = 275 bars L = 5 days σ= 30 bars d σ= 1 day LT σ = Lσ2 + d2σ2 = 283.06 bars dLT d LT From the Normal Distribution appendix for 0.9900, z = 2.33. We calculate the safety stock and reorder point as follows; Safety stock = zσdLT = Reorder point + safety stock = dL + safety stock (2.33)(283.06) = 659.53 or 660 bars = (275)(5) + 660 = 2,035 bars
- 57. Continuous Review Systems • Two-Bin system – Visual system – An empty first bin signals the need to place an order Calculating total systems costs Total cost = Annual cycle inventory holding cost + Annual ordering cost + Annual safety stock holding cost Q 2 D Q C = (H) + (S) + (H) (Safety stock)
- 58. Application 12.5 The Discount Appliance Store uses a continuous review system (Q system). One of the company’s items has the following characteristics: Demand = 10 units/wk (assume 52 weeks per year) Ordering and setup cost (S) = $45/order Holding cost (H) = $12/unit/year Lead time (L) = 3 weeks (constant) Standard deviation in weekly demand = 8 units Cycle-service level = 70%
- 59. Application 12.5 SOLUTION What is the EOQ for this item? D = 10/wk 52 wks/yr = 520 units 2DS H EOQ = = = 62 units 2(520)(45) 12 What is the desired safety stock? σdLT = σd L = 8 3 = 14 units Safety stock = zσdLT = 0.525(14) = 8 units
- 60. Application 12.5 What is the desired reorder point R? R = Average demand during lead time + Safety stock R = 3(10) + 8 = 38 units What is the total annual cost? 520 62 C = ($12) + ($45) + 8($12) = $845.42 62 2
- 61. Application 12.5 Suppose that the current policy is Q = 80 and R = 150. What will be the changes in average cycle inventory and safety stock if your EOQ and R values are implemented? Reducing Q from 80 to 62 Cycle inventory reduction = 40 – 31 = 9 units Safety stock reduction = 120 – 8 = 112 units Reducing R from 150 to 38
- 62. Periodic Review System (P) Order placed for variable amount after fixed passage of time Four of the original EOQ assumptions maintained No constraints are placed on lot size Holding and ordering costs only Independent demand Lead times are certain Order is placed to bring the inventory position up to the target inventory level, T, when the predetermined time, P, has elapsed
- 63. How Much to Order in a P System EXAMPLE 12.6 A distribution center has a backorder for five 36-inch color TV sets. No inventory is currently on hand, and now is the time to review. How many should be reordered if T = 400 and no receipts are scheduled? SOLUTION IP = OH + SR – BO = 0 + 0 – 5 = –5 sets T – IP = 400 – (–5) = 405 sets That is, 405 sets must be ordered to bring the inventory position up to T sets.
- 64. Application 12.6 The on-hand inventory is 10 units, and T is 400. There are no back orders, but one scheduled receipt of 200 units. Now is the time to review. How much should be reordered? SOLUTION IP = OH + SR – BO = 10 + 200 – 0 = 210 T – IP = 400 – 210 = 190 The decision is to order 190 units
- 65. Periodic Review System Selecting the time between reviews, choosing P and T Selecting T when demand is variable and lead time is constant IP covers demand over a protection interval of P + L The average demand during the protection interval is d(P + L), or T = d(P + L) + safety stock for protection interval Safety stock = zσP + L , where σP + L = P L d
- 66. Calculating P and T EXAMPLE 12.7 Again, let us return to the bird feeder example. Recall that demand for the bird feeder is normally distributed with a mean of 18 units per week and a standard deviation in weekly demand of 5 units. The lead time is 2 weeks, and the business operates 52 weeks per year. The Q system developed in Example 12.4 called for an EOQ of 75 units and a safety stock of 9 units for a cycle-service level of 90 percent. What is the equivalent P system?
- 67. Calculating P and T SOLUTION We first define D and then P. Here, P is the time between reviews, expressed in weeks because the data are expressed as demand per week: D =(18 units/week)(52 weeks/year) = 936 units EOQ D P = (52) = (52) = 4.2 or 4 weeks 75 936 With d = 18 units per week, an alternative approach is to calculate P by dividing the EOQ by d to get 75/18 = 4.2 or 4 weeks. Either way, we would review the bird feeder inventory every 4 weeks.
- 68. Calculating P and T We now find the standard deviation of demand over the protection interval (P + L) = 6: 5 6 12.25 units P L P L d Before calculating T, we also need a z value. For a 90 percent cycle-service level z = 1.28. The safety stock becomes Safety stock = zσP + L 1=. 28(12.25) = 15.68 or 16 units We now solve for T: T = Average demand during the protection interval + Safety stock = d(P + L) + safety stock = (18 units/week)(6 weeks) + 16 units = 124 units
- 69. Comparative Advantages • Primary advantages of P systems – Convenient – Only need to know IP when review is made Primary advantages of Q systems Review frequency may be individualized Fixed lot sizes can result in quantity discounts Lower safety stocks
- 71. Unsolved # Qn 3 Yellow pages Inc. buys paper in 1500 pound rolls for printing. Annual demand is 2500 rolls. The cost per roll is $8,00 and the annual holding cost is 15% of the cost. Each order costs $50. A) How many rolls should Yellow press order at a time B) What is the time between orders
- 72. Unsolved # Qn 7 Sam’s CAT hotel operates 52 weeks per year, 6 days per week, and uses a continuous review inventory system. It purchases kitty litters for $ 11.70 per bag. The following information is available about these bags: - Demand = 90 bags / week; Order cost = $54 per order; Annual holding cost = 27 percent of cost; Desired cycle service level = 80%; Lead T= 3 weeks (18 working days); SD of weekly demand = 15 bags; Current on hand inventory is 320 bags, with no open orders or backorders. A) What is the EOQ? what would be the average time between orders (in weeks) B) What should R be C) An inventory withdrawl of 10 bags was just made. Is it time to reorder D) The store currently uses a lot size of 500 bags (Q=500). What is the annual holding cost of this policy? Annual ordering cost? Without calculating the EOQ, how can you conclude from these 2 calculations that the current lot size is too large E) What should be the annual cost saved by shifting from the 500 bag lot size to the EOQ
- 73. Unsolved # Qn 8 Consider again the Kitty litter ordering policy for Sam’s CAT hotel in previous problem. A) Suppose that the weekly demand forecast of 90 bags is incorrect and actual demand averages only 60 bags per week. How much higher will total costs be, owing to the distorted EOQ caused by this forecast error B) Suppose that actual demand is 60 bags but that ordering costs are cut to only $6 by using internet to automate order placing. However, the buyer does not tell anyone and the EOQ is not adjusted to reflect this reduction in S. How much higher will total costs be, compared to what they could be, if EOQ were adjusted
- 74. Unsolved # Qn 24 The farmer’s wife is a country store specializing in knickknacks suitable for a farm house décor. One item experiencing a considerable buying frenzy is a miniature Holstein cow. Average weekly demand is 30 cows, with a SD of 5 cows. The cost to place a replenishment order is $15 and the holding cost is $.75/ cow /year. The supplier however is in China. The LT for new orders is 8 weeks, with a SD of 2 weeks. The farmer’s wife which is open only 50 weeks a year wants to develop a continuous review system for this item with a cycle service level of 90 percent. A. Specify the continuous review system for cows. Explain how it would work in practice B. What is the total annual cost for the system you develop
- 75. Solved Problem 2 Nelson’s Hardware Store stocks a 19.2 volt cordless drill that is a popular seller. Annual demand is 5,000 units, the ordering cost is $15, and the inventory holding cost is $4/unit/year. a. What is the economic order quantity? b. What is the total annual cost for this inventory item? SOLUTION a. The order quantity is 2DS H EOQ = = 2(5,000)($15) $4 = 37,500 = 193.65 or 194 drills b. The total annual cost is Q 2 D Q C = (H) + (S) = ($4) + ($15) = $774.60 194 2 5,000 194
- 76. Solved Problem 3 A regional distributor purchases discontinued appliances from various suppliers and then sells them on demand to retailers in the region. The distributor operates 5 days per week, 52 weeks per year. Only when it is open for business can orders be received. Management wants to reevaluate its current inventory policy, which calls for order quantities of 440 counter-top mixers. The following data are estimated for the mixer: Average daily demand (d) = 100 mixers Standard deviation of daily demand (σd) = 30 mixers Lead time (L) = 3 days Holding cost (H) = $9.40/unit/year Ordering cost (S) = $35/order Cycle-service level = 92 percent The distributor uses a continuous review (Q) system
- 77. Solved Problem 3 a. What order quantity Q, and reorder point, R, should be used? b. What is the total annual cost of the system? c. If on-hand inventory is 40 units, one open order for 440 mixers is pending, and no backorders exist, should a new order be placed?
- 78. Solved Problem 3 SOLUTION a. Annual demand is D = (5 days/week)(52 weeks/year)(100 mixers/day) = 26,000 mixers/year The order quantity is 2DS H EOQ = = 2(26,000)($35) $9.40 = 193,167 = 440.02 or 440 mixers
- 79. Solved Problem 3 The standard deviation of the demand during lead time distribution is σdLT = σd L = 30 3 = 51.96 A 92 percent cycle-service level corresponds to z = 1.41 Safety stock = zσdLT = 1.41(51.96 mixers) = 73.26 or 73 mixers Average demand during lead time = dL = 100(3) = 300 mixers Reorder point (R) = Average demand during lead time + Safety stock = 300 mixers + 73 mixers = 373 mixers With a continuous review system, Q = 440 and R = 373
- 80. Solved Problem 3 b. The total annual cost for the Q systems is Q 2 D Q C = (H) + (S) + (H)(Safety stock) 440 2 26,000 440 C = ($9.40) + ($35) + ($9.40)(73) = $4,822.38 c. Inventory position = On-hand inventory + Scheduled receipts – Backorders IP = OH + SR – BO = 40 + 440 – 0 = 480 mixers Because IP (480) exceeds R (373), do not place a new order
- 81. Solved Problem 4 Suppose that a periodic review (P) system is used at the distributor in Solved Problem 3, but otherwise the data are the same. a. Calculate the P (in workdays, rounded to the nearest day) that gives approximately the same number of orders per year as the EOQ. b. What is the target inventory level, T? Compare the P system to the Q system in Solved Problem 3. c. What is the total annual cost of the P system? d. It is time to review the item. On-hand inventory is 40 mixers; receipt of 440 mixers is scheduled, and no backorders exist. How much should be reordered?
- 82. Solved Problem 4 SOLUTION a. The time between orders is EOQ D P = (260 days/year) = (260) = 4.4 or 4 days 440 26,000 b. Figure 12.12 shows that T = 812 and safety stock = (1.41)(79.37) = 111.91 or about 112 mixers. The corresponding Q system for the counter-top mixer requires less safety stock.
- 83. Solved Problem 4 c. The total annual cost of the P system is dP 2 D dP C = (H) + (S) + (H)(Safety stock) 100(4) C = ($9.40) + ($35) + ($9.40)(1.41)(79.37) 2 26,000 100(4) = $5,207.80 d. Inventory position is the amount on hand plus scheduled receipts minus backorders, or IP = OH + SR – BO = 40 + 440 – 0 = 480 mixers The order quantity is the target inventory level minus the inventory position, or Q = T – IP = 812 mixers – 480 mixers = 332 mixers An order for 332 mixers should be placed.
- 84. Solved Problem 5 Grey Wolf Lodge is a popular 500-room hotel in the North Woods. Managers need to keep close tabs on all room service items, including a special pine-scented bar soap. The daily demand for the soap is 275 bars, with a standard deviation of 30 bars. Ordering cost is $10 and the inventory holding cost is $0.30/bar/year. The lead time from the supplier is 5 days, with a standard deviation of 1 day. The lodge is open 365 days a year. a. What is the economic order quantity for the bar of soap? b. What should the reorder point be for the bar of soap if management wants to have a 99 percent cycle-service level? c. What is the total annual cost for the bar of soap, assuming a Q system will be used?
- 85. Solved Problem 5 SOLUTION a. We have D = (275)(365) = 100,375 bars of soap; S = $10; and H = $0.30. The EOQ for the bar of soap is 2DS H EOQ = = 2(100,375)($10) $0.30 = 6,691,666.7 = 2,586.83 or 2,587 bars
- 86. Solved Problem 5 b. We have d = 275 bars/day, σd = 30 bars, L = 5 days, and σLT = 1 day. σdLT = Lσd 2 + d2σLT 2 = (5)(30)2 + (275)2(1)2 = 283.06 bars Consult the body of the Normal Distribution appendix for 0.9900. The closest value is 0.9901, which corresponds to a z value of 2.33. We calculate the safety stock and reorder point as follows: Safety stock = zσdLT = (2.33)(283.06) = 659.53 or 660 bars Reorder point = dL + Safety stock = (275)(5) + 660 = 2,035 bars
- 87. Solved Problem 5 c. The total annual cost for the Q system is Q 2 D Q C = (H) + (S) + (H)(Safety stock) 2,587 C = ($0.30) + ($10) + ($0.30)(660) = $974.05 2 100,375 2,587
- 88. Solved Problem 6 Zeke’s Hardware Store sells furnace filters. The cost to place an order to the distributor is $25 and the annual cost to hold a filter in stock is $2. The average demand per week for the filters is 32 units, and the store operates 50 weeks per year. The weekly demand for filters has the probability distribution shown on the left below. The delivery lead time from the distributor is uncertain and has the probability distribution shown on the right below. Suppose Zeke wants to use a P system with P = 6 weeks and a cycle-service level of 90 percent. What is the appropriate value for T and the associated annual cost of the system?
- 89. Solved Problem 6 Demand Probability 24 0.15 28 0.20 32 0.30 36 0.20 40 0.15 Lead Time (wks) Probability 1 0.05 2 0.25 3 0.40 4 0.25 5 0.05
- 90. Solved Problem 6 SOLUTION Figure 12.13 contains output from the Demand During the Protection Interval Simulator from OM Explorer.
- 91. Solved Problem 6 Given the desired cycle-service level of 90 percent, the appropriate T value is 322 units. The simulation estimated the average demand during the protection interval to be 289 units, consequently the safety stock is 322 – 289 = 33 units. The annual cost of this P system is 6(32) 2 50(32) 6(32) C = ($2) + ($25) + (33)($2) = $192.00 + $208.33 + $66.00 = $466.33
- 92. Solved Problem 7 Consider Zeke’s inventory in Solved Problem 6. Suppose that he wants to use a continuous review (Q) system for the filters, with an order quantity of 200 and a reorder point of 140. Initial inventory is 170 units. If the stockout cost is $5 per unit, and all of the other data in Solved Problem 6 are the same, what is the expected cost per week of using the Q system? SOLUTION Figure 12.14 shows output from the Q System Simulator in OM Explorer. Only weeks 1 through 13 and weeks 41 through 50 are shown in the figure. The average total cost per week is $305.62. Notice that no stockouts occurred in this simulation. These results are dependent on Zeke’s choices for the reorder point and lot size. It is possible that stockouts would occur if the simulation were run for more than 50 weeks.