Gráfico de Yamazumi
•
5 recomendaciones•7,094 vistas

Trabalho efetuado em base a um estudo sobre esta ferramenta com otimização testada e recomenda na prática.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Gráfico de Yamazumi
Similar a Gráfico de Yamazumi (15)
Más de Jose Donizetti Moraes
Más de Jose Donizetti Moraes (20)
Gráfico de Yamazumi
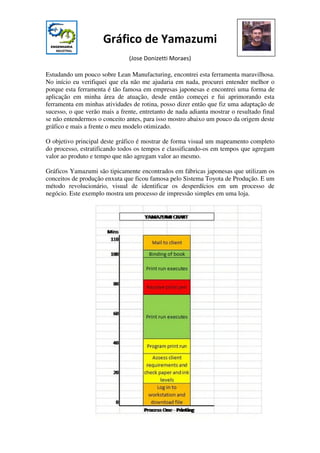
- 1. Gráfico de Yamazumi (Jose Donizetti Moraes) Estudando um pouco sobre Lean Manufacturing, encontrei esta ferramenta maravilhosa. No início eu verifiquei que ela não me ajudaria em nada, procurei entender melhor o porque esta ferramenta é tão famosa em empresas japonesas e encontrei uma forma de aplicação em minha área de atuação, desde então começei e fui aprimorando esta ferramenta em minhas atividades de rotina, posso dizer então que fiz uma adaptação de sucesso, o que verão mais a frente, entretanto de nada adianta mostrar o resultado final se não entendermos o conceito antes, para isso mostro abaixo um pouco da origem deste gráfico e mais a frente o meu modelo otimizado. O objetivo principal deste gráfico é mostrar de forma visual um mapeamento completo do processo, estratificando todos os tempos e classificando-os em tempos que agregam valor ao produto e tempo que não agregam valor ao mesmo. Gráficos Yamazumi são tipicamente encontrados em fábricas japonesas que utilizam os conceitos de produção enxuta que ficou famosa pelo Sistema Toyota de Produção. E um método revolucionário, visual de identificar os desperdícios em um processo de negócio. Este exemplo mostra um processo de impressão simples em uma loja.
- 2. Um grafico Yamazumi é apenas um gráfico de barras empilhadas. Em japonês, a palavra "Yamazumi" significa literalmente "empilhar". O processo empresarial começa na base da coluna, e cada bloco é mostrado por minuto . O objetivo é mostrar os tempos de ciclo e o processo ao operador, onde: 1. Os passos que são necessários para o processo, mas que realmente não "agregam valor" estão em laranja. 2. As etapas que fazem uma diferença real - as etapas de execução - estão em verde. 3. Os resíduos no processo - o bloqueio ou o modo de falha - está em vermelho. Neste exemplo, o problema é uma quebra de impressão da máquina que requer tempo e energia. Neste item 3, estão são as falhas que devem ser eliminados através de técnicas de produção enxuta como kaizen (melhoria contínua) e Poka-Yoke (simples, mas eficaz). Para problemas mais avançados outras metodologias podem e devem ser utilizadas para analisar as causas dos problemas como: Genba, DMAIC, Etc... As cinco vantagens do Yamazumi: 1. É visual. Se uma imagem vale por mil palavras, vale a pena cem mil figuras. Com os gráficos Yamazumi (também conhecidas como placas Yamazumi como eles são literalmente letreiros na "fábrica visual"), os trabalhadores podem imediatamente e intuitivamente ver onde os atrasos são provenientes. 2. É simples. Quem precisa de um relatório detalhado, quando um grafico Yamazumi conta a história em um único olhar. 3. É inevitável. Pendurado acima da linha de produção, o grafico Yamazumi é uma passagem para a melhoria continua ou kaizen. 4. É público. Este não pode ir direto para o arquivo. O gráfico Yamazumi é a céu aberto, de modo flagrante. Com equipes de trabalho competitivo, este é um grande motivador para a melhoria do desempenho. Nada motiva mais do que a divulgação pública das perdas. 5. Aponta as poucas oportunidades vitais que podem mudar tudo. 20% de todas as causas responsáveis por 80% dos resultados. Com um gráfico Yamazumi, você pode ver visualmente, onde estão os principais obstáculos, os obstáculos-chave. Ampliar o poder de seu processo, centrando-se sobre a "poucas e vitais". Esta é a chave do principio do Seis Sigma. Quando resolvi aplicar esta ferramenta, optei por transformar por completo a lógica e mesclar um pouco desta ferramenta considerando uma base do WCM, o que me permitiu ter também uma visão mais apurada das perdas frente ao Takt Time necessário e também distribuir minha necessidade para com a mão de obra necessária para execução do produto. Para isso, criei em um arquivo excel uma tabela condensando todas as informações necessárias para uma análise mais apurada e estratificando todos os elementos com seus respectivos tempos e classificando-os em NVAAs, SVAs e Vas. Junto a esta tabela, finculei as informações para volumes de produção, identificação clara do gargalo, o cálculo do Takt Time e a respectiva distribuição da mão de obra frente com sua respectiva capacidade produtiva por número de operadores e por turno.
- 3. Com todas estas informações, foi criado os gráficos que nos permite ver de forma bem visual as perdas, as diferenças de tempo entre as operações e o gargalo frente ao Takt Time calculado, mostrando assim as perdas e a ociosidade. Modelo do Gráfico Otimizado Importante: Existes outros formatos para este gráfico, este foi o que melhor me apresentou resultados. Créditos do texto a: Jose Donizetti Moraes http://hubpages.com/hub/Yamazumi-Boards Por: Jose Donizetti Moraes - 06/11/2012