Tài liệu thiết kế dây chuyền may thiết kế công nghệ các quá trình
•
5 recomendaciones•3,402 vistas

Giá 20k/ 5 lần download -Liên hệ: www.facebook.com/garmentspace Chỉ với 20k THẺ CÀO VIETTEL bạn có ngay 5 lượt download tài liệu bất kỳ do Garment Space upload, hoặc với 100k THẺ CÀO VIETTEL bạn được truy cập kho tài liệu chuyên ngành vô cùng phong phú Liên hệ: www.facebook.com/garmentspace

Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Tài liệu thiết kế dây chuyền may thiết kế công nghệ các quá trình
Similar a Tài liệu thiết kế dây chuyền may thiết kế công nghệ các quá trình (20)
Más de TÀI LIỆU NGÀNH MAY
Más de TÀI LIỆU NGÀNH MAY (20)
Último
Último (20)
Tài liệu thiết kế dây chuyền may thiết kế công nghệ các quá trình
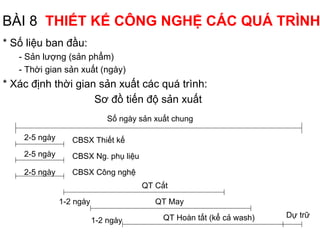
- 1. BÀI 8 THIẾT KẾ CÔNG NGHỆ CÁC QUÁ TRÌNH * Số liệu ban đầu: - Sản lượng (sản phẩm) - Thời gian sản xuất (ngày) * Xác định thời gian sản xuất các quá trình: Sơ đồ tiến độ sản xuất Số ngày sản xuất chung 2-5 ngày 2-5 ngày CBSX Thiết kế 2-5 ngày QT Cắt QT May QT Hoàn tất (kể cả wash) 1-2 ngày 1-2 ngày CBSX Ng. phụ liệu CBSX Công nghệ Dự trữ
- 2. BÀI 8 THIẾT KẾ CÔNG NGHỆ CÁC QUÁ TRÌNH Sơ đồ tiến độ sản xuất cho mặt hàng gia công Số ngày sản xuất chung 2 ngày 2 ngày 2 ngày CBSX Thiết kế CBSX Ng. phụ liệu CBSX Công nghệ QT Cắt QT May QT Hoàn tất (kể cả wash) 1-2 ngày 1-2 ngày Dự trữ
- 3. Phần A: THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CHUẨN BỊ SX I. LẬP QUI TRÌNH Có thời gian định mức cho cả mã hàng, đơn vị thời gian: giờ II. TÍNH TOÁN HỆ SỐ CÔNG NHÂN, LẬP BẢNG QUI TRÌNH CÔNG NGHỆ Công thức tính hệ số công nhân III. LẬP BẢNG CÂN ĐỐI CÁC VỊ TRÍ LÀM VIỆC Tính số công nhân chính thức, số thiết bị, bàn làm việc IV. BỐ TRÍ MẶT BẰNG - Lập bảng thống kê các vị trí có kích thước chiếm chỗ - Bố trí các vị trí vào mặt bằng mới hoặc mặt bằng có sẵn - Tính toán diện tích mặt bằng phòng chuẩn bị sản xuất, kho nguyên phụ liệu
- 4. Phần B: THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CẮT , HOÀN TẤT I. LẬP QUI TRÌNH Tính thời gian định mức cho 1 đơn vị (bàn vải, bó chi tiết..), 1 sản phẩm, đơn vị thời gian: giây II. TÍNH TOÁN HỆ SỐ CÔNG NHÂN, LẬP BẢNG QUI TRÌNH CÔNG NGHỆ Công thức tính hệ số công nhân III. LẬP BẢNG CÂN ĐỐI CÁC VỊ TRÍ LÀM VIỆC Xác định số công nhân chính thức, số thiết bị, bàn làm việc IV. BỐ TRÍ MẶT BẰNG - Lập bảng thống kê các vị trí có kích thước chiếm chỗ - Bố trí các vị trí vào mặt bằng mới hoặc mặt bằng có sẵn - Tính toán diện tích mặt bằng phòng chuẩn bị sản xuất, kho nguyên phụ liệu
- 5. Thí dụ 1 THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CBSX VỀ THIẾT KẾ MẪU I. LẬP QUI TRÌNH Bảng 1. Bảng qui trình chuẩn bị sản xuất về thiết kế (FOB) Stt Nội dung công việc Thời gian định mức (giờ) Thiết bị 1 Sáng tác mẫu, chọn mẫu 12 Máy tính, phần mềm TKTT 2 Nghiên cứu mẫu 4 3 Thiết kế mẫu mềm 1 size 4 Máy tính, phần mềm TKM 4 Cắt mẫu cứng 1 size 2 8 In sơ đồ 12 Máy in sơ đồ 58 giờ 5 May mẫu (2 sp) 8 Máy 1KTN, vắt sổ, Bàn ủi 6 Nhảy mẫu, cắt các bộ mẫu cứng (nếu GSĐ bằng tay) 8 Máy tính, phần mềm Nhảy mẫu 7 Giác sơ đồ (4 sơ đồ) 8 Máy tính, phần mềm GSĐ
- 6. Thí dụ 1 THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CBSX VỀ THIẾT KẾ MẪU I. LẬP QUI TRÌNH Bảng 2. Bảng qui trình chuẩn bị sản xuất về thiết kế (mặt hàng gia công) Stt Nội dung công việc Thời gian định mức (giờ) Thiết bị 1 Nghiên cứu mẫu 2 2 Kiểm tra mẫu mềm 1 size 2 3 Cắt mẫu cứng 1 size 2 4 May mẫu (2 sp) 8 Máy may các loại 8 In sơ đồ 12 Máy in sơ đồ 42 giờ 5 Nhập mẫu, nhảy mẫu 4 Máy tính, phần mềm nhảy mẫu, bàn số hóa 6 In và cắt bộ mẫu cứng 4 Máy tính, máy cắt rập 7 Giác sơ đồ (4 sơ đồ) 8 Máy tính, phần mềm GSĐ
- 7. Thí dụ 1: THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CBSX VỀ THIẾT KẾ MẪU II. TÍNH TOÁN HỆ SỐ CÔNG NHÂN, LẬP BẢNG QUI TRÌNH CÔNG NGHỆ Ta có : Số ngày cho CBSX về thiết kế = 3 ngày Sản lượng = 1 vì tính cho cả mã hàng Tính thời gian nhịp độ sản xuất TNĐSX = Thời gian làm việc 1 ngày/ năng suất = Thời gian làm việc 1 ngày . Số ngày / Sản lượng = 8 x 3 = 24 giờ Từ số liệu bảng 1, Tính hệ số công nhân cho từng công việc: X1 = Tsángtác / TNĐSX = 12 / 24 = 0,5 Tính lần lượt hết các công việc, các hệ số công nhân tập hợp vào bảng qui trình công nghệ cho quá trình CBSX vế thiết kế
- 8. Thí dụ 1 THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CBSX VỀ THIẾT KẾ MẪU Bảng 3. Bảng qui trình công nghệ chuẩn bị sản xuất về thiết kế Stt Nội dung công việc Thời gian định mức (giờ) Hệ số công nhân 1 Sáng tác mẫu, chọn mẫu 12 0,5 2 Nghiên cứu mẫu 4 0,17 3 Thiết kế mẫu mềm 1 size 4 0,17 4 Cắt mẫu cứng 1 size 2 0,08 8 In sơ đồ 12 0,5 58 giờ 2,44 5 May mẫu (2 sp) 8 0,34 6 Nhảy mẫu, cắt các bộ mẫu cứng (nếu GSĐ bằng tay) 8 0,34 7 Xử lý và giác sơ đồ (4 sơ đồ) 8 0,34
- 9. III. LẬP BẢNG CÂN ĐỐI CÁC VỊ TRÍ LÀM VIỆC: Bảng 4. Bảng cân đối các vị trí làm việc Tổng cộng: 3 nhân viên, 3 máy tính, hệ thống phần mềm thiết kế thời trang, thiết kế mẫu, nhảy mẫu giác sơ đồ, 1 máy vẽ, 1 máy in A 4, 1 máy 1 kim TN, 1 máy vắt sổ, 1 bàn ủi Stt Công việc Hệ số công nhân Số công nhân Thiết bị 1 Sáng tác mẫu, chọn mẫu Nghiên cứu mẫu 0,5 0.17 1 Máy tính và phần mềm TKTT 2 Thiết kế mẫu mềm Cắt mẫu cứng May mẫu Nhảy size 0,17 0,08 0,34 0,34 1 Máy tính và phần mềm thiết kế, nhảy size, máy may các loại 3 Xử lý và giác sơ đồ In sơ đồ 0,34 0.5 1 Máy tính và phần mềm GSĐ, máy vẽ sơ đồ
- 10. IV. BỐ TRÍ MẶT BẰNG: 1. Lập bảng thống kê các vị trí Bảng thống kê các vị trí chiếm chỗ phòng thiết kế mẫu Stt Vị trí Kích thước Số lượng 1 Bàn để máy tính 1,5 m x 0,8 m 0,5 m x 0,5 m 3 m x 2 m 4 Máy vẽ 2 m x 1,5 m 1 5 Máy may 1 kim TN 1,2 m x 0,6 m 1 6 Máy vắt sổ 3 chỉ 1,2 m x 0,6 m 1 7 Bàn để ủi 1,2 m x 0,7 m 1 8 Tủ treo sản phẩm mẫu 2,0 m x 0,8 m 1 9 Giá treo bộ rập cứng 2,0 m x 1,0 m 1 10 Bàn số hóa (nếu gia công) 2,0 m x 0,8 m 1 3 2 Ghế ngồi (xoay) 5 3 Bàn thiết kế và cắt mẫu 1
- 11. IV. BỐ TRÍ MẶT BẰNG: 2. Bố trí mặt bằng phòng thiết kế Cửa Tủ treo SP Giá treo rập cứng Bàn thiết kế, cắt vải, rập Bàn ủi Máy may Máy vắt sổ Bàn số hóa Máy vẽ sơ đồ Dtk Rtk
- 12. IV. BỐ TRÍ MẶT BẰNG: 3. Tính diện tích mặt bằng phòng thiết kế Stk = Dtk . Rtk (m2) Tính tương tự như tính diện tích chuyền
- 13. Thí dụ 2 THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CẮT I. LẬP QUI TRÌNH Bảng 1. Bảng qui trình cắt Stt Nội dung công việc Thời gian định mức/sp (giây) Thiết bị 1 Trải vải chính 60 Giá trải vải, bàn trải vải, m.cắt đbàn 2 Trải vải lót 30 Giá trải vải, bàn trải vải, m.cắt đbàn 3 Trải vải keo 10 Giá trải vải, bàn trải vải m.cắt đbàn 4 Cắt vải chính 100 Máy cắt di động, máy cắt cố định 8 Ép keo 60 Bàn ủi, máy ép keo 9 Bóc tập 20 Bàn 10 Thêu 200 Máy thêu nhiều đầu 11 Phối kiện 10 Bàn 5 Cắt vải lót 50 Máy cắt di động, máy cắt cố định 6 Cắt vải keo 20 Máy cắt di động, máy cắt cố định 7 Đánh số (vải chính) 80 Bàn để đánh số
- 14. Thí dụ 2 THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CẮT I. LẬP QUI TRÌNH Ghi chú : * Cách xác định thời gian định mức trải: + Trải bằng tay Trải 1 lớp vải , 1 nhóm gồm 3 công nhân trải mất T giây 1 lớp vải chứa n sản phẩm , thời gian trải cho 1 sản phẩm = T / n (giây) T đm trải do 1 nhóm công nhân cho 1 sản phẩm T đm trải = T / n (giây) + Nếu trải bằng máy thì thời gian T đm trải phụ thuôc vào tốc độ trải của máy * Cách xác định thời gian định mức cắt + lấy dấu: Cắt và lấy dấu 1 bàn vải bằng máy cắt di động mất T1 giây và máy cắt cố định mất T2 giây , ta có T = T 1 + T2 (giây) 1 bàn vải chứa n sản phẩm T đm cắt cho 1 sản phẩm = (T/n ) (giây)
- 15. Thí dụ 2: THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CĂT II. TÍNH TOÁN HỆ SỐ CÔNG NHÂN, LẬP BẢNG QUI TRÌNH CÔNG NGHỆ Ta có : Số ngày cho quá trình cắt = 10 ngày Sản lượng = 5.000 sản phẩm Tính thời gian nhịp độ sản xuất TNĐSX = Thời gian làm việc 1 ngày/ Năng suất = Thời gian làm việc 1 ngày . Số ngày / Sản lượng = (8 x 3600 x 10) / 5000 = 57,6 giây Từ số liệu bảng 1, Tính hệ số công nhân cho từng công việc: X1 = T trải vải chinh / TNĐSX = 60 / 57,6 = 1,04 Tính lần lượt hết các công việc, các hệ số công nhân tập hợp vào bảng qui trình công nghệ cho quá trình cắt
- 16. Thí dụ 2 THIẾT KẾ CÔNG NGHỆ QUÁ TRÌNH CẮT Bảng 2. Bảng qui trình công nghệ cắt Stt Nội dung công việc Thời gian định mức (giây) Hệ số công nhân,tbị 1 Trải vải chính 60 1,04 2 Trải vải lót 30 0,52 3 Trải vải keo 10 0,17 4 Cắt vải chính 100 1,74 8 Ép keo 60 1,04 9 Bóc tập 20 0,35 10 Thêu 200 3,47 11 Phối kiện 10 0,17 Cộng 640 11,1 5 Cắt vải lót 50 0,86 6 Cắt vải keo 20 0,35 7 Đánh số (vải chính) 80 1,39
- 17. III. LẬP BẢNG CÂN ĐỐI CÁC VỊ TRÍ LÀM VIỆC: * Lập bảng cân đối: Bảng 3. Bảng cân đối các vị trí làm việc Stt Công việc Hệ số công nhân Số công nhân, tb Thiết bị 1 Trải vải chính, lót, vải keo 1,73 2 nhóm công nhân,chọn 6 CN Giá trải vải, bàn trải, máy cắt đầu bàn 2 Cắt vải chính, lót, vải keo + lấy dấu 2,95 3 Máy cắt di động, máy cắt cố định, máy khoan dấu 3 Đánh số, bóc tập, phối kiện 1,91 2 Bàn để đánh số, bóc tập vả phối kiện 4 Ép keo 1,04 1 Máy ép keo, bàn ủi 5 Thêu 3,47 Chọn 1 CN 1 máy Máy thêu nhiều đầu
- 18. III. LẬP BẢNG CÂN ĐỐI CÁC VỊ TRÍ LÀM VIỆC: * Tính số bàn trải và cắt: (thời gian chiếm dụng bàn) A = Tổng thời gian trải vải + Tổng thời gian cắt vải/ Thời gian quá trình cắt x 8 (Cách 1) Trong đó : - Thời gian quá trình cắt : số ngày cắt cho phép - Tổng thời gian trải vải bao gồm thời gian trải vải chính, vải lót, vải keo (giờ) - Tổng thời gian cắt vải bao gồm thời gian cắt vải chính, vải lót, vải keo không tính thời gian cắt bàng máy cắt vòng A = (Tđm trải + T đm cắt ) x sản lượng / Thời gian quá trình cắt x 8 x 3600 (giây) (Cách 2) Trong đó : Tđm trải : thời gian trải vải chính, vải lót, vải keo của 1 sp (giây) Tđm cắt thô : thời gian cắt vải chính, vải lót, vải keo của 1 sp (giây) bằng máy cắt di động
- 19. III. LẬP BẢNG CÂN ĐỐI CÁC VỊ TRÍ LÀM VIỆC: * Tính số máy cắt vòng: B = Tổng thời gian cắt chi tiết bằng máy cắt vòng / Thời gian quá trình cắt (1) B = Tđm cắt tinh x sản lượng / Thời gian quá trình cắt x 8 x 3600 (2) * Tính số máy cắt di động: C = Tổng thời gian cắt, lấy dấu bằng máy cắt di động / Thời gian quá trình cắt (1) C = Tđm cắt thô x sản lượng / Thời gian quá trình cắt x 8 x 3600 (2)
- 20. 1. Lập bảng thống kê các vị trí Bảng thống kê các vị trí chiếm chỗ xưởng cắt *Kích thước bàn trải lớn hơn sơ đồ dài nhất : TD sơ đồ : 10 m x 1,5 m bàn trải: 12 m x 1,8 m Stt Vị trí Kích thước Số lượng 1 Bàn trải vải và cắt 12 m x 1,8 m * 3 m x 1,5 m 3 m x 1 m 4 Giá trải vải (theo số bàn trải vải) 1,8 m x 1 m 2 5 Máy cắt cố định (m. cắt vòng) 2,5 m x 2,5 m B = 1 6 Máy ép keo 3 m x 1,3 m 1 7 Máy thêu nhiều đầu 6 m x 1,5 m 1 8 Máy cắt di động C = 2 9 Máy cắt đầu bàn 2 10 Ghế 0,5 m x 0,5 m 2 11 Khu để cây vải 5 m x 2 m 1 A = 2 2 Bàn để đánh số, bóc tập vả phối kiện 1 3 Bàn để các bó bán thành phẩm 2
- 21. IV. BỐ TRÍ MẶT BẰNG: 2. Bố trí mặt bằng xưởng cắt Cửa Dxc Rxc Máy cắt cố định Khu để vải Bàn trải và cắt Máy ép keo Bàn đánh số, bóc tập, phối kiện Cửa Bàn để BTP Bàn trải và cắt Máy thêu nhiều đầu Bàn QL
- 22. IV. BỐ TRÍ MẶT BẰNG: 3. Tính diện tích mặt bằng xưởng cắt Sxc = Dxc . Rxc (m2) Tính tương tự như tính diện tích chuyền (Các số liệu trình bày trong các phần mang tính tham khảo, làm thí dụ nên có thể chưa chính xác)
- 23. CÁC CHỈ SỐ KINH TẾ CỦA CHUYỀN Đơn giá của 1 giây trong qui trình công nghệ Đơn giá gia công: - 52 % quỹ lương - 48 % chi phí phục vụ sản xuất Quỹ lương : 17 % chi cho gián tiếp sản xuất 83 % chi cho trực tiếp sản xuất 7% Cắt 3% Kiểm tra 5% Hoàn tất 68% May % này thay đổi tùy theo sản phẩm Jacket: cắt % cao, hoàn tất % thấp Sơ mi: cắt % thấp, hoàn tất % cao
- 24. CÁC CHỈ SỐ KINH TẾ CỦA CHUYỀN Đơn giá của 1 giây trong qui trình công nghệ Đơn giá 1 giây của qui trình công nghệ = Đơn giá của quá trình/ Tổng thời gian định mức của quá trình = 5000 đ / 1000 s = 5 đ/s Đơn giá công đoạn = Đơn giá 1 giây x thời gian định mức công đoạn = 5 đ /s x 40 s = 200 đ
- 25. Tỉ lệ diện tích các xưởng Mặt hàng Veston: Tỉ lệ diện tích phòng thiết kế: 10,6% Tỉ lệ diện tích phòng chuẩn bị: 21,6 % Tỉ lệ diện tích kho phụ liệu:1,4% Tỉ lệ diện tích xưởng cắt: 17,3% Tỉ lệ diện tích xưởng may: 27,8% Tỉ lệ diện tích xưởng hoàn tất: 8,6% Tỉ lệ diện tích kho thành phẩm:10,94%