![BY 10754 U 2015.08.30
2
4. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что форма отверстий одной из прижимных пластин соответствует форме
головок соединительных болтов таким образом, что в собранном виде верхние поверхно-
сти головок соединительных болтов образуют единую плоскость с поверхностью при-
жимной пластины.
5. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что форма отверстий одной из прижимных пластин соответствует форме
втулок таким образом, что в собранном виде верхние поверхности втулок образуют еди-
ную плоскость с поверхностью прижимной пластины.
6. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что ширина прижимных пластин в средней части меньше, чем по краям в
местах установки болтов.
7. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что при штамповке и перфорации на прижимных пластинах в местах пе-
регибов образуются ребра жесткости.
8. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что края прижимных пластин могут быть выполнены как ровными, так и
иметь выступающие зубцы.
9. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что конец одного или обоих соединительных болтов выполнен конусооб-
разным с винтовой линией заостренной резьбы.
10. Механический соединитель резинотканевых транспортерных лент по п. 1, отли-
чающийся тем, что конец одного или обоих соединительных болтов выполнен в виде
сверла.
(56)
1. "http://www.anker-flexco.ru/info.php?p = boltsolidplate", дата публикации, согласно
интернет-ресурсу "http://www.web.archive.org" - 07.08.2013.
Полезная модель относится к транспортной технике, в частности к рудничному кон-
вейерному транспорту, и может быть использована на шахтах и разрезах горнорудной
промышленности для лент конвейеров, используемых для транспортировки сыпучих и
скальных материалов.
Механический соединитель резинотканевых транспортерных лент предназначен для
соединения транспортерных конвейерных лент, установленных на конвейерах, эксплуати-
руемых на шахтах, рудниках, разрезах, карьерах и обогатительных фабриках как с нор-
мальными, так и со сложными условиями эксплуатации.
Заявляемая полезная модель может быть использована как для ремонта порезов, так и
для поперечного соединения транспортерных лент.
Известен соединитель транспортерной ленты, принятый за прототип, включающий
две прижимные пластины, имеющие по два отверстия, два болта, две втулки с внутренней
резьбой, конгруэнтной резьбе болтов [1].
Прототип имеет следующие недостатки.
Прижимные пластины прототипа не обладают достаточной жесткостью и могут де-
формироваться в процессе монтажа и эксплуатации; края прижимных пластин в установ-
ленном виде выступают над поверхностью транспортерной ленты, что повышает риск
вырывания соединителя и повреждения элементов конвейера.
Большая площадь поверхности прижимных пластин прототипа затрудняет их вдавли-
вание в поверхность транспортерной ленты.](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Más contenido relacionado
La actualidad más candente
Destacado
Similar a 10754
10754
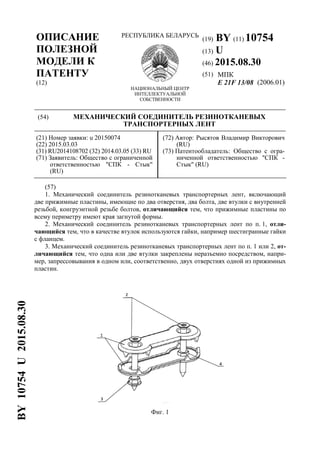
- 1. (19) BY (11) 10754 (13) U (46) 2015.08.30 (51) МПК ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (12) РЕСПУБЛИКА БЕЛАРУСЬ НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ E 21F 13/08 (2006.01) (54) МЕХАНИЧЕСКИЙ СОЕДИНИТЕЛЬ РЕЗИНОТКАНЕВЫХ ТРАНСПОРТЕРНЫХ ЛЕНТ (21) Номер заявки: u 20150074 (22) 2015.03.03 (31) RU2014108702 (32) 2014.03.05 (33) RU (71) Заявитель: Общество с ограниченной ответственностью "СПК - Стык" (RU) (72) Автор: Рысятов Владимир Викторович (RU) (73) Патентообладатель: Общество с огра- ниченной ответственностью "СПК - Стык" (RU) (57) 1. Механический соединитель резинотканевых транспортерных лент, включающий две прижимные пластины, имеющие по два отверстия, два болта, две втулки с внутренней резьбой, конгруэнтной резьбе болтов, отличающийся тем, что прижимные пластины по всему периметру имеют края загнутой формы. 2. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что в качестве втулок используются гайки, например шестигранные гайки с фланцем. 3. Механический соединитель резинотканевых транспортерных лент по п. 1 или 2, от- личающийся тем, что одна или две втулки закреплены неразъемно посредством, напри- мер, запрессовывания в одном или, соответственно, двух отверстиях одной из прижимных пластин. Фиг. 1 BY10754U2015.08.30
- 2. BY 10754 U 2015.08.30 2 4. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что форма отверстий одной из прижимных пластин соответствует форме головок соединительных болтов таким образом, что в собранном виде верхние поверхно- сти головок соединительных болтов образуют единую плоскость с поверхностью при- жимной пластины. 5. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что форма отверстий одной из прижимных пластин соответствует форме втулок таким образом, что в собранном виде верхние поверхности втулок образуют еди- ную плоскость с поверхностью прижимной пластины. 6. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что ширина прижимных пластин в средней части меньше, чем по краям в местах установки болтов. 7. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что при штамповке и перфорации на прижимных пластинах в местах пе- регибов образуются ребра жесткости. 8. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что края прижимных пластин могут быть выполнены как ровными, так и иметь выступающие зубцы. 9. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что конец одного или обоих соединительных болтов выполнен конусооб- разным с винтовой линией заостренной резьбы. 10. Механический соединитель резинотканевых транспортерных лент по п. 1, отли- чающийся тем, что конец одного или обоих соединительных болтов выполнен в виде сверла. (56) 1. "http://www.anker-flexco.ru/info.php?p = boltsolidplate", дата публикации, согласно интернет-ресурсу "http://www.web.archive.org" - 07.08.2013. Полезная модель относится к транспортной технике, в частности к рудничному кон- вейерному транспорту, и может быть использована на шахтах и разрезах горнорудной промышленности для лент конвейеров, используемых для транспортировки сыпучих и скальных материалов. Механический соединитель резинотканевых транспортерных лент предназначен для соединения транспортерных конвейерных лент, установленных на конвейерах, эксплуати- руемых на шахтах, рудниках, разрезах, карьерах и обогатительных фабриках как с нор- мальными, так и со сложными условиями эксплуатации. Заявляемая полезная модель может быть использована как для ремонта порезов, так и для поперечного соединения транспортерных лент. Известен соединитель транспортерной ленты, принятый за прототип, включающий две прижимные пластины, имеющие по два отверстия, два болта, две втулки с внутренней резьбой, конгруэнтной резьбе болтов [1]. Прототип имеет следующие недостатки. Прижимные пластины прототипа не обладают достаточной жесткостью и могут де- формироваться в процессе монтажа и эксплуатации; края прижимных пластин в установ- ленном виде выступают над поверхностью транспортерной ленты, что повышает риск вырывания соединителя и повреждения элементов конвейера. Большая площадь поверхности прижимных пластин прототипа затрудняет их вдавли- вание в поверхность транспортерной ленты.
- 3. BY 10754 U 2015.08.30 3 Прижимные пластины прототипа соединены с болтами неразъемно (с помощью за- клепочного соединения), что затрудняет их монтаж и ухудшает эксплуатационные харак- теристики. Таким образом, данная конструкция не позволяет обеспечить достаточное в условиях высоких нагрузок сопротивление вырыванию соединителя из полотна ленты, а также мо- жет привести к выходу из строя элементов ленточного става. Технический результат полезной модели заключается в создании механического со- единителя резинотканевых транспортерных лент с повышенным сопротивлением вырыва- нию, стойкого к деформации, снижающего риск повреждения элементов конвейера, надежного, простого, быстрого и безопасного в производстве, монтаже и эксплуатации, в наименьшей степени повреждающего полотно соединяемых частей транспортерных лент. Технический результат достигается тем, что прижимные пластины по всему перимет- ру имеют края загнутой формы. Технический результат достигается также тем, что в качестве втулок используются гайки, например шестигранные гайки с фланцем. Технический результат достигается также тем, что одна или две втулки закреплены неразъемно посредством, например, запрессовывания в одном или, соответственно, двух отверстиях одной из прижимных пластин. Технический результат достигается также тем, что форма отверстий одной из при- жимных пластин соответствует форме головок соединительных болтов таким образом, что в собранном виде верхние поверхности головок соединительных болтов образуют единую плоскость с поверхностью прижимной пластины. Технический результат достигается также тем, что форма отверстий одной из при- жимных пластин соответствует форме втулок таким образом, что в собранном виде верх- ние поверхности втулок образуют единую плоскость с поверхностью прижимной пластины. Технический результат достигается также тем, что ширина прижимных пластин в средней части меньше, чем по краям в местах установки болтов. Технический результат достигается также тем, что при штамповке и перфорации на прижимных пластинах в местах перегибов образуются ребра жесткости. Технический результат достигается также тем, что края прижимных пластин могут быть выполнены как ровными, так и иметь выступающие зубцы. Технический результат достигается также тем, что конец одного или обоих соедини- тельных болтов выполнен конусообразным с винтовой линией заостренной резьбы. Технический результат достигается также тем, что конец одного или обоих соедини- тельных болтов выполнен в виде сверла. Сущность полезной модели поясняется фигурами, где на фиг. 1-3 показаны некоторые возможные варианты выполнения заявляемого устройства. На фиг. 4 показан вариант вы- полнения конца болта в виде сверла. На фиг. 5 показан вариант выполнения конца болта конусообразным с винтовой линией заостренной резьбы. На фигурах позициями обозна- чены: 1. Прижимные пластины. 2. Болты. 3. Втулки, разъемно соединяющиеся с прижимной пластиной. 4. Втулки, запрессованные в прижимную пластину. Монтаж механических соединителей резинотканевых транспортерных лент может осуществляться следующим образом. Через одну из прижимных пластин 1 в транспортерную ленту вворачиваются болты 2 (для этого в транспортерной ленте предварительно сверлятся отверстия, если же концы болтов 2 выполнены в виде сверла или на концах болтов имеется конусообразная заост- ренная резьба, сверление отверстий не требуется). С обратной стороны транспортерной
- 4. BY 10754 U 2015.08.30 4 ленты болты 2 крепятся ко второй прижимной пластине с помощью втулок, которые мо- гут быть впрессованы в эту прижимную пластину либо соединяться с ней разъемно. При использовании гаек в качестве втулок их граненая форма способствует лучшей фиксации в прижимной пластине 1, защищая от проворачивания при затяжке болта 2, а также дает возможность использовать унифицированные болтовые соединения, отличаю- щиеся особой прочностью и точностью. Загнутые по всему периметру края прижимных пластин 1 позволяют утопить прижим- ные пластины 1 в резиновую обкладку полотна транспортной ленты, что в совокупности с отсутствием выступающих частей заявляемого изделия предотвращает его вырывание, а также повреждение элементов конвейера при контакте заявляемого изделия со скребками, чистителями, элементами ленточного става, транспортируемым материалом. Загнутые по всему периметру края прижимных пластин 1 позволяют также исключить эффект выдав- ливания резиновой обкладки ленты из-под прижимных пластин 1, что позволяет поверх- ности транспортерной ленты остаться ровной. Прижимные пластины 1 могут быть выполнены таким образом, что утяжка металла при штамповке и перфорации образует на них дополнительные ребра жесткости. Сужение прижимных пластин 1 в средней части позволяет уменьшить их площадь, что снижает давление транспортерной ленты на прижимные пластины 1 и, соответствен- но, нагрузку на них. На стержнях соединительных болтов 2 нарезана резьба для вкручивания их во втулки с внутренней резьбой, а концы соединительных болтов 2 могут быть выполнены кониче- ской формы с острой резьбой достаточно большого шага, позволяющей вкручивать болт в транспортерную ленту с большой скоростью, не повреждая, а раздвигая волокна внутрен- него корда транспортерной ленты. Зубцы на краях прижимных пластин утапливаются в полотно транспортерной ленты и цепляются за волокна корда. С целью исключения реза полотна транспортерной ленты острые кромки краев при- жимных пластин при изготовлении могут скругляться. Заявленное изделие позволяет исключить дрель из комплекта монтажных инструмен- тов благодаря выполнению конца соединительного болта 2 в виде сверла или наличию на нем острой резьбы. Предлагаемая конструкция механического соединителя резинотканевых транспортер- ных лент способна обеспечить наиболее прочное соединение частей транспортерных лент с минимальными затратами времени монтажа, исключением операции сверловки ленточ- ного полотна, что позволяет сократить повреждение нитей внутреннего корда транспор- терной ленты и сократить время монтажа с получением оптимальных параметров соединения конвейерных лент. Фиг. 2 Фиг. 3
- 5. BY 10754 U 2015.08.30 5 Фиг. 4 Фиг. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.