#6587 kurt western editorial reprint r1 1
•
0 recomendaciones•337 vistas

The document summarizes how Western Products switched from dedicated fixtures for machining hydraulic manifolds to Kurt ClusterTowers with quick change jaws. This reduced the number of required machining centers from two to one, improved productivity through reduced setup times and increased versatility. The quick change jaws allow easy switching between manifold types with accuracy of 0.001 inches, improving consistency and reducing scrap. Western Products is now able to machine twice as many manifolds per week on a single machining center as before.

Recomendados
Recomendados
Más contenido relacionado
Similar a #6587 kurt western editorial reprint r1 1
Similar a #6587 kurt western editorial reprint r1 1 (20)
Más de Kurt Workholding
Más de Kurt Workholding (20)
Último
Último (20)
#6587 kurt western editorial reprint r1 1
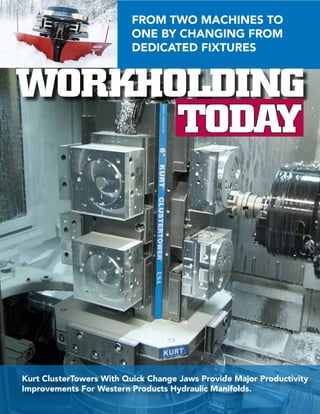
- 1. FROM TWO MACHINES TO ONE BY CHANGING FROM DEDICATED FIXTURES WORKHOLDING TODAY Kurt ClusterTowers With Quick Change Jaws Provide Major Productivity Improvements For Western Products Hydraulic Manifolds.
- 2. Brian Thoreson, machine shop supervisor (right) of Western Products and Michael Dulmes, Kurt sales representative (left) are shown holding manifold blocks finish machined in the company’s Kurt Cluster Tower system with quick change jaws. Keys to Success Western now runs its milling operations with new Kurt Towers at New Kurt ClusterTowers® With Quick Change Jaws Provide top machine speed -- 15,000 rpm and 350 in/min and part-to- Major Productivity Improvements For Western Products part repeatability of 0.0005 inch. According to Mr. Thoreson, Hydraulic Manifolds. The Change From Dedicated Fixtures concentricity from one operation to the second operation is Reduced Machining Center Usage From Two Machines To greatly improved. Scrap, while never a huge concern before, is Just One. reduced by half with the new setup. For over 60 years, Western® has been an industry- Milwaukee, Wisconsin: Minimizing setups, keeping leading manufacturer of CONTRACTOR GRADE® plows. the spindle turning and multitasking with one CNC machining Western offers snow equipment for heavy-duty and standard- center instead of two machines are keys to success when making duty commercial snow plowing, institutional, extended-use precision parts. For Western Products, its new hydraulic Kurt homeowner and municipal snow removal operations. ClusterTowers with quick change jaws did all this and more when Over a dozen different Western model snowplows are it replaced a 15-year-old dedicated fixture setup in its machining offered, all of which are powered with hydraulic systems. Both operations. MIDWEIGHT™ and HEAVYWEIGHT™ models employ robust The quick change jaws in the Kurt Cluster- Tower setup add versatility to the work- holding not possible with the previous dedicated fixtures. The quick change jaws are reversed in the tower to handle first and second series of machining operations. Machined features from the first operation locate the manifold blocks for second ma- chining operations. The jaws interchange easily with 0.001 inch accuracy and hold rigidly, making possible concentricity on the machined manifolds.
- 3. hydraulic systems that raise, lower and convinced us otherwise. He really position the plows for fast and accurate helped us develop a much more snow removal. Western Plows is the efficient workholding process.” only plow manufacturer that designs and produces their own hydraulic Standard Six Inch Kurt Hydraulic systems, giving it a huge competitive ClusterTowers With Customized advantage. The hydraulically powered Quick-Change Jaw Sets Provide transform wings on these plows will The Solution move up to 30 percent more snow Locating the parts than conventional plows, operated by accurately and clamping with a primary and a secondary manifold enough rigidity were concerns that regulates the hydraulic pressure. Western had early in the discussion To handle the constantly changing stages. Much of that centered pressures efficiently with no leaks over on the ability of Kurt’s standard many cycles, the manifolds have to products being up to the task with be precision machined with very tight enough precision holding power. tolerances. Western Products used two twin pallet Mori-Seiki NH-400 high Different Manifold Configurations, The twin pallet Mori-Seiki NH 400 allows for load/ precision machining centers with Varying Part Runs And Number Of unload operations of one tower setup while the its dedicated fixture setup. While Skews Mandate A More Flexible second is in the cut. The jaws mount quickly into the Western Products was satisfied with Workholding Process Kurt ClusterTower and hold rigidly, making possible the machining centers performance, “The growth of our Snowplow product concentricity on machined manifold surfaces. they questioned the growing line required that we improve our amount of setup time as the manufacturing processes,” reported corrosion resistant material for high-pressure manifold mix grew. Mr. Thoreson, machine shop supervisor. applications. The machining operations for Kurt engineers presented “For the past 15 years, we used dedicated these manifolds include face milling, drilling, drawings of a new ClusterTower hydraulic tombstones equipped with tapping, thread milling and hydraulic porting. setup using custom jaws. On swing clamps to hold the manifolds for “As our snow plow business grew, paper, the proposal Mr. Dulmes machining in specific fixtures. Different we were increasing the number of machining and Kurt engineers made seemed manifold sizes required a different fixture. setups and adding too much manifold ideal. Kurt’s professional approach, As our product line grew, the number of work-in-process,” stated Mr. Thoreson. “We and its many years experience different manifolds grew and the quantity decided to see if there was a more efficient solving hundreds of challenging requirements for each model varied. workholding process available to improve high density workholding setups, Western Products’ manifolds are quality while allowing us to continue using our were enough to convince Western 5-3/4 by 3-3/8 inch and 7.6 x 5.6 x 2.8 inch existing machining centers. We were unsure that it would give them the rigid with differing ports and other features. that a standard workholding setup would work workholding they required and a The manifolds are precision machined for our particular application. Michael Dulmes, more efficient setup process. out of 6061 aluminum, a heavy duty, our Kurt Workholding sales representative, Western Plows are ruggedly built with reliable hydraulic controls. Users operate these plows in the coldest weather conditions and praise their performance and de- pendability. The company designs and manufactures the hydraulic components that include precision machined manifolds that regulate the plows operation.
- 4. One set of custom jaws the Kurt engineers proposed handles the first series of machining operations on the extruded workpiece blanks. When complete, the parts are reversed on another special set of jaws for a second series of machining operations. Several of the machined part features from the first series of operations are used to correctly position the workpieces for the second series of machining operations. “With the new setup, we’re clamping at 3000 to 3100 PSI which is more than adequate pressure to hold the parts rigidly for the tightest tolerances and no part vibration,” reports Mr. Thoreson.” Originally, we were concerned that a standard tower setup like this would not be rigid enough to get top speed and accuracy, but we quickly found those never became issues.” With a maximum spindle speed of 15,000 rpm (depending on operation), Western Products was able to operate the machines near top speed with low vibration, good acceleration and without rotary drive backlash. One of the reasons for the rigidity is that Kurt ClusterTowers are precision machined from 80,000 psi ductile iron. This robust design gives the clamping modules the extra rigidity needed to achieve workpiece immobility while dampening any cutter induced vibration. New Manifolds And Design Changes Handled Better With New Kurt ClusterTowers Western Products derived many additional benefits with the new Kurt workholding setup besides having fewer and faster setups. Now, when a new manifold design is needed or an engineering change is made to an existing manifold, all that is needed is a new set of jaws costing a few hundred dollars. With the old setup, an entire dedicated fixture was required costing thousands of dollars. The turnaround time to get new jaws from Kurt is just days compared to several weeks to make a new dedicated fixture. While time for loading and unloading parts in the new setup versus the old is about the same, the big difference is improved productivity, part accuracy and now the new towers with the changeable jaws stay on the worktable. Before, the entire setup had to be removed and replaced from the worktable to change manifold models. That took 30 minutes and use of a hoist. “Now, to change setups, we just unsnap the jaws, adjust the vise opening for the new part by hand, and we’re ready to pressurize and run new parts,” reports Mr. Thoreson. “Also, the old dedicated setup required milling holding slots into each workpiece. We don’t have to mill those slots with the new tower setup. Also, we machine two different manifolds at the same time on the same machine. We do this on two, eight-hour shifts, something we weren’t able to do before. We machine approximately 480 manifolds most weeks, 240 of each size. Even with these quantities, we are able to eliminate the use of a second machine freeing it up for other work.” “We run this new setup as aggressively as possible with highest feed rates because the Kurt ClusterTowers can take it,” reports Mr. Thoreson. “We don’t have to worry about vibration or chatter because the ductile iron vise bodies dampen any tendency to vibrate when aggressive operations are called for. Besides being much faster than the previous setup, the machine operator’s time is better utilized allowing for other tasks,” reports Thoreson. GET A FREE PRODUCTIVITY REVIEW AND PROPOSAL TODAY. EMAIL US AT SteveKane@kurt.com Old setup (top) compared to the new setup (bottom). Moving the old heavy fixtures on and off the machining center worktable (left) was KURT® Manufacturing required when additional manifold sizes required 9445 East River Road NW - Minneapolis, MN 55433 machining. Now, the new Kurt ClusterTowers stay on the machine worktable requiring only a Phone: 763-574-8309 | 1-877-226-7823 simple change of jaws for the additional mani- Fax: 763-574-8313 | 1-877-226-7828 fold sizes. www.kurtworkholding.com