

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a 07 usinagem
Similar a 07 usinagem (20)
07 usinagem
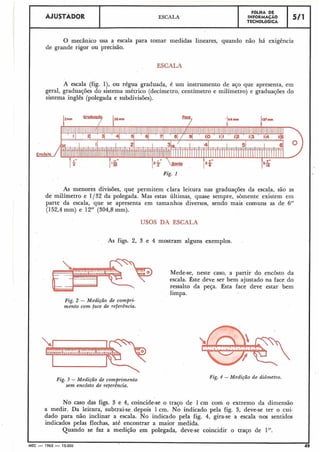
- 1. AJUSTADOR FGLHA DE INFORMACÃO TECNOLÓGICA ESCALA 51 1 O mecânico usa a escala para tomar medidas lineares, quando não há exigência de grande rigor ou precisão. ESCALA A escala (fig. I), ou régua graduada, é um instrumento de aço que apresenta, em geral, graduações do sistema métrico (decímetro, centímetro e milímetro) e graduações do sistema inglês (polegada e subdivisões). Fig. I As menores divisões, que permitem clara leitura nas graduações da escala, são as de milímetro e 1/32 da polegada. Mas estas últimas, quase sempre, sòmente existem ein parte da escala, que se apresenta em tamanhos diversos, sendo mais comuns as de 6" (152,4 mm) e 12" (304,8 mm). USOS DA ESCALA As figs. 2, 3 e 4 mostram alguns exemplos. Mede-se, neste caso, a partir do encosto da escala. Este deve ser bem ajustado na face do ressalto da peça. Esta face deve estar bem limpa. Fig. 2 - Medição de comprim e n t o c o m face de referência. Fig. 3 - Medição de comprimento sem encosto de referência. Fig. 4 - Medição de didmetro. No caso das figs. 3 e 4, coincide-se o traço de 1 cm com o extremo da dimensão a medir. Da leitura, subtrai-se depois 1 cm. No indicado pela fig. 3, deve-se ter o cuidado para não inclinar a escala. No indicado pela fig. 4, gira-se a escala .nos sentidos indicados pelas flechas, até encontrar a maior medida. Quando se faz a medição em polegada, deve-se coincidir o traço de 1". I MEC - 1965 - 15.000
- 2. . AJUSTADOR FBLHA DE INFORMAÇÁO TECNOLÓGICA ESCALA 512 OUTROS TIPOS DE ESCALA As figs. 5, 6 e 7 mostram três tipos de escalas para fins especiais. Fig. 5 - Escala de encôsto interno. Fig. 6 - Escala de profundidade. Fig. 7 - Escala de dois encostos (usada pelo ferreiro). APLICAÇUES edição de comprimento com face intevna de referência. Fig. 9 - Medição de profundidade de rasgo. Fig. 10 - Medição de profundidade de furo não vazado. CARACTERÍSTICAS DA BOA ESCALA 1) Ser, de preferência, de aço inoxidável. 2) T e r graduação uniforme. 3) Apresentar traços bem finos, profundos e salientados em prêto. As graduações de i/2 milímetro e de 1/64 da polegada na escala são de leitura mais difícil. CONSERVAÇÃO DA ESCALA 1) Evite quedas e o contacto da escala com ferramentas comuns de trabalho. 2) Não bata com a mesma. 3) Evite arranhaduras ou entalhes que prejudiquem a graduação. 4) Não flexione a escala, para que não se empene e não se quebre. 5) Limpe, após o uso, para remover o suor e as sujeiras. 6) Aplique ligeira camada de 6leo fino na escala, antes de guardá-la. QUESTIONARIO 1) Quais são as graduações bem visíveis da escala do mecânico? 2) Quais são as características de uma boa escala? 3) Em que casos o mecânico usa escala? 4) Quais são os cuidados a tomar para a conservação de uma escala? 5) Quais são os comprimentos mais comuns da escala (mm e polegada)? 50 MEC - 1965 - 15.000
- 3. AJUSTADOR PAQUfMETRO NOMENCLATURA-LEITURA-CARACTERfSTICAS CONSERVAÇÁO FOLHA DE INFORMAÇAO TECNOLÓGICA 121 1 . E 4 -. > $ N L 0 m .$ O" Zrd cc3SC Y u 0s S U E . ' 2 E a$Gw* ;c m e .. Zmg"&E.% $ 4 C1 - ;g, -4 ' " 0 mA . O - EE 4" . kZ E ' e Eu+ g=; ."3 F: : rd a '- O S" . c:" $-;la w g ~ E W Z Q <a, C1 kGA .s ' O, h @ % ," rd 3 x 3 MEC - 1965 - 15.000 69
- 4. PAQUf METRO AJUSTADOR NOMENCLATURA-LEITURA-CARACTER~ STICAS CONSERVAÇÃO FOLHA DE 12/2 $ ;;!; 4 & '; CONDIÇOES PARA QUE A MEDIDA SEJA BEM TOMADA 1) O contacto dos encostos com as superfícies da peça deve ser suave. Não se deve fazer pressão exagerada no impulsor ou no parafuso de chamada. 2) Contacto cuidadoso dos encostos com a peçaJ mantendo 0 paquímetro em posição bem correta. Qualquer inclinação dêste, altera a medida. 3) Antes da medição, limpe bem as superficies dos encostos e as faces de contacto da Peça. 4) Meça a peça na temperatura normal. O calor dilata a mesma e altera a medida. ERROS DA MEDIÇÃO COM PAQUfMETRO 2) De quem mede (êrro devido a pressão ou Podem resultar: 1) De construção defeituosa ou má conservaçáo do paquíinetro (graduação não uniforme, traqos grossos ou imprecisos, folgas do cursor, arranhaduras). contactos inadequados, leitura desatenta, descuido na verificação da coincidência de traços, posição incorreta do paquímetro, deficiência de visão, visada incorreta do vernier e da escala). CARACTERfSTICAS DO BOM PAQUÍMETRO 1) Ser de aço inoxidável. 2) Ter graduação uniforme. 3) Apresentar traços bem finos, profundos e salientados em prêto. 4) Cursor bem ajustado, correndo suavemente ao longo da haste. 5) Encostos bem ajustados. Quando juntos, não deixam qualquer fresta. Qualquer empeno do paquímetro, por rmnor que sejaJ pode prejudicar 0 rigor da medição. CONSERVAÇÃO DO PAQUf METRO 1) Deve ser manejado com todo o cuidado, evitando-se quedas. 2) Evite quaisquer choques. O paquímetro não deve ficar em contacto com as ferramentas usuais de trabalho mecânico. 3) Evite arranhaduras ou entalhes, que prejudicam a graduação. 4) O paquímetro deve ser guardado em estojo próprio. 5) Dê completa limpeza após o uso, lubrifique com óleo fino. 6) Náo pressione o cursor, ao fazer uma medição. 7 ) De vez em vez, afira o paquímetro, isto é, compare sua medida com outra medida padrão rigorosa ou precisa. QUESTIONARIO 1) 2) 3) 4) 5) 6) Cite os erros de medição que podem resultar sòmente do paquímetro. Para que serve o impulsor do paquímetro? Indique as condições para que uma medida seja bem tomada. Cite os erros que podem resultar sòmente da pessoa que mede. Quais são as características de um bom paquímetro? Quais são os cuidados na conserva~ãode um paquímetro? 7) Que é a aferição de um paquímetro? 1 'O MEC - 1965 - I 15.000
- 5. ... .. I - PAQUf METRO RET'F'CADoR (TIPOS-USOS-PRINCfPIO DO VERNIER DE 0,l mm) - - FoLHA DE INFORMAÇÁO TECNOLÕGICA TIPOS E USOS DO PAQUÍMETRO Há diferentes tipos de paquímetros, conforme os usos a que se destinam. As figs. 1 a 6 mostram alguns exemplos. Fig. 2 - Paquimetro de I/ Fig. 1 - Paquimetro de orelha. (Medição interna). orofuso de chwnoda Fig. 4 - Paquimetro de bicos alongados. (Medição de partes internas). O parafuso de chamada no paquímetro possibilita uma medição mais correta, porque determina aproximação gradual e suave do encosto móvel, por meio mecânico. Fig. 5 - Paqzrimetro de profundidade com talão. ( M e d i ~ ã o espessura de parede). de orelha. (Medição externa). I 1.21
- 6. I PAQUÍMETRO DO VERNIER DE 0,l mrn) " RETIFICADoR (TIPOS-USOS-PRINCIPIO FGLHA DE INFORMAÇAO TICNOLÕGICA 1.22 I L EXPLICAGÃO DO PRINCÍPIO DO VERNIER DE 0,l mm I Nesta folha será estudado apenas o caso do uernier de O 1 mm. Êste tem o compri, mento total de 9 milímetros e é dividido em 10 partes iguais (fig. 7). Então, cada divisão do vernier vale: 9 mm s 10 = 9/ 10 mm. Portanto, cada divisão do vernier é 1/ 10 menor do que cada divisão da escala. Resulta que, a partir de traços em coincidência (como mostra a fig. 7), os primeiros traços do vernier e da escala se distanciam de 1/ 10 mm; os segundos traços se distanciam de 2/ 10 mm; os terceiros traços se distanciam de 3/ 10 mm; e assim por diante. Êste princípio é o mesmo, quer contando no sentido do "zero" para o "10" do vernier, quer no sentido contrário. Na fig. 8, a leitura é 59,4 mm, porque o 59 da escala está antes do "zero" do vernier e a coincidência se dá no 4.O traço do vernier. 7- Fig. 7- Vernier de 1 / 1 0 mm. (Gradi~ações ampliadas). Conclusão: A partir da coincidência de traços do vernier e da escala, UMA divisão do vernier dá 1/ 10 mm de aproximação, DUAS divisões dão 2 / 10 mm de aproximação, TRÊS divisões dão 3/ 10 mm de aproximação, e assim por diante. Na fig. 9 , a leitura é 1,3 mm, porque o 1 (milímetro) da escala está antes do "zero" do vernier e a coincidência se dá no 3.O traço do mesmo. Fig. 9 (Graduações ampliadas). Fig. 8 (Graduações ampliadas). . 1) Qual o nome da graduação especial do paquímetro, que dá a aproximação? 2) Que aproximação pode dar um vernier de medida de 9 mm, dividido em 10 partes iguais? O 3) Quais os tipos usuais de paquímetro.? 1111 4) Faça as leituras indicadas nas figs. 10, 11 e 12 Fig. 10 (Cr~.adziaçõesampliadas). Fig. 1.I /Graduações ampliadas). . Fig. 12 (Graduações ampliadas).
- 7. PAQUÍMETRO COM VERNIER DE 1/ 128" Fig. 1 Paquimetro com vernier de 11128 da polegada Para medir com aproximação de 1/64 da polegada, usando a escala ou régua graduada, a leitura é imprecisa, porque os traÇOS a 1/64" de distância são muito próximos. Além disso, é comum existirem as graduações 1/ 64", e mesmo as de 1/ 32", apenas em parte da escala. Conclusão: só se faz boa leitura na escala, quando a sua menor graduação for de 1/16". Daí ser comum, atualmente, nas oficinas mecânicas, o uso do Paquimetro, capaz de aproximar até 1/ 128", ou seja, até a metade de 1/64". Também são usuais os paquímetros que dão aproximação de 1/ 1000" (1 milésimo da polegada). Sòmente será estudado nesta folha, o Paquimetro com vernier de 11128". Consiste o vernier numa graduação móvel especial, que dá a aproximação desejada, isto é, neste caso, a aproximação extrema de 1/ 128" (fig. 1). Isso não significa que a parte fracionária tenha sempre o denominador 128. Se, feita a leitura, o numerador for um dos números pares 2, 4, 6 ou 8, resultam as indispensáveis simplificações seguintes: 2/ 128" = 1/64" 4/128" = 1/32" 6/ 128" = 3/64" 8/128" = 1/16" Como se vê, a fração 8/128" equivale à menor graduação (1/ 16") da escala do paquímetro. LEITURA DA MEDIDA COM O VERNIER Lêem-se, na escala, até antes do zero do vernier, as polegadas e frações (as frações poderão ser: meia polegada ou i u a r tos, oitavos ou dezesseis avos). Na fig. 1, por exemplo, tem-se: 0" 11/ 16" = 881128". Em seguida, contam-se os traços do vernier, até o que coincide com u m traço da escala. Na fig. 1 , por exemplo: três traÇOS, seja, 3 / 128". OU Por fim, soma-se: 88/12Sf' 3/128" = 91/128". +
- 8. L F6LHA DE INFORMAÇÃO TECNOL6GICA PAQUÍMETRO DE 1/ 128" AJUSTADOR 3612 Por vêzes, aparecem simplificações na leitura, como se exemplificará a seguir, surgindo resultados com aproximações em 64 ou em 32 avos. 6 " 1 !' 1.0 exemplo: - Escala: 1- - - Vernier: 6.0 traço, ou - Ora, . 16 128 4" 1" 3 " SOMA: lT+--=lT+--64 2O exemplo . SOMA: 2 3" 1" 7$ 3O exemplo - Escala: 2 . 7" SOMA: 2 --g--+--=2 24" -2-+T-32 - 7" 1 " 64 1" 64 ' 4 " 128 4" 1" . Ora, -- 32 -128 - - ' 25" 32 -2-. - Vernier: 2.0 traço, ou - 8 " - 7 " 3" -164 3" Escala: 2 -- Vernier: 4.0 traço, ou 4 - 6 " 3 -- --128 64 2" 2" 1" . Ora, -- --128 - 64 128 - * 5 1 66"$ 4 - 64 " 57" 64 -2- EXPLICAÇAO DO VERNIER DE 1/ 128 DA POLEGADA O vernier que aproxima até 1/ 128 da polegada tem o comprimento total de 7/ 16 da polegada e é dividido em 8 partes iguais (fig. 2). Cada divisão mede, portanto, . . . . . 7/16" + 8 = 7/16" X 118 = 7/128". I VCmmI 1 1 1 1 1 1 l l l l 1 0 I" 1P 1 I lI;llll r! il l i 1 1 r" Fig. 3 - Leitura 1 29/128" Fig. 2 - Vernier de 1/128" (Desenho amplzado) (Desenho ampliado) Ora, cada divisão da escala mede 8/ 128" (= 1/ 16"). Resulta que cada divisão do vernier é 1/128" menor do que cada divisão da escala. A partir, pois, de traços em coincidência (de "0" para "8" ou, no sentido contrário de "8" para "0") os 1.OVraços do vernier e da escala se distanciam de 1/ 128"; os 2."" traços de 2 / 128" (ou 1/64"); os 3." traços de 3/ 128"; os 4."' traços de 4/ 128" (ou 1/32"); os 5."" traços de 5/ 128"; os 6."" traços de 6 / 128" (ou 3/64"); os 7 . " ~ r a ç o sde 7 / 128". Exemplo - Na fig. 3, a leitura é 1 29/128", porque o zero do vernier está entre 1 3/16" e 1 4/16" e a coincidência se dá no 5.0 traço. Então: 5 " 3 " 16 24 " - 1- 128 5 + 128" 29 " 128 - -- 1- - - QUESTIONAR10 Escreva abaixo de cada figura, a leitura correspondente: 111r, 1 I I 1 I I I I I I S . tu 176 'li!llil 1 I 1 I 1 4- 1 1 : MEC I 2- - 1965 - 15.000
- 9. I MICROMETRO O mecânico usa o Micrômetro quando a aproximação, na medida das peças, tem que F6LHA DE INFORMAÍAO TECNOLÓGICA 1 1-23 1 ser muito rigorosa, mais do que permite o paquímetro. MICRÔMETRO É um instrumento de medida de grande precisão, feito em aço inoxidável. A fig. 1 apresenta um micrômetro de uso normal nas oficinas mecânicas, graduado em milímetros e meios milímetros, podendo medir até . . . . 25 mm. Usualmente é chamado de micrômetro de "O a 25 mm". Há micrômetros do mesmo tipo que medem a partir de 25 mm até 50 mm e outros existem para maiores ca- pacidades de medida. O micrômetro da fig. 1 permite uma aproximação de medida de 1/100 mm (1 centésimo de milímetro). A graduação circular do tambor é de 50 partes iguais: O a 50, numeradas de 5 em 5. O fixador, que serve para firmar uma determinada abertura (distância da haste do encôsto) pode ser de botão (fig. 1) ou de anel (fig. 2). fig. 1 - Micrômetro O a 25 mm, de 1 / 1 0 0 mm. CARACTERfSTICAS DO BOM MICROMETRO 1) Ser de aço inoxidável. 2) Ter graduações uniformes. 3) Apresentar traços bem finos, profundos e salientes em prêto na graduação circular do tambor. 4) Também a reta longitudinal da ,bainha deve ser bem fina e preta. 5) Ter as faces da haste e do encosto bem ajustadas: quando juntas, não deve passar luz. 6) Possuir tambor bem ajustado, sem jbgo. 7) Ter a medida bem calibrada, seja por - meio do regulador de encôsto, seja por outro sistema, na bainha: quando estiverem juntas as faces da haste e do encôsto, a borda do tambor deve estar sobre o traço O da bainha e, além disso, o O da graduação circular do tambor deve coincidir com a reta longitudinal da bainha. 8) Possuir o dispositivo de fricção, ou de catraca, e estar êle em bom funcionamento, para permitir contacto suave na medição de uma peça. - CONSERVA$AO DO MICROMETRO 1) Deve ser manejado com todo o cuidado, evitando-se quedas e choques. 2) Evitar arranhaduras ou entalhes que prejudiquem as graduações. 3) Completa limpeza após o uso e lubrificação com óleo fino. 4) Deve ser guardado em estojo próprio. 5) Usar o botão de fricção ou catraca, para o contacto na medição da peça. 6) Aferir, isto é, acertar a abertura com uma medida padrão precisa.
- 10. RETIFICADOR MICROMETRO FÔLHA DE INFORMAÇAO TECNOLÓGICA 1.24 ERROS DA, MEDIGA0 COM O MICROMETRO desgaste, podem ser: má graduação, no tambor ou na bainha; desigualdade de passo do parafuso micrométrico ou da porca; desgaste nos filêtes do parafuso ou da porca. 1) Da parte de quem mede, os erros resultam quase que exclusivamente de desatenção na leitura ou na verificação da coincidência de traços. 2) Os do aparelho, devido à construção ou ao VANTAGENS DO MICROMETRO SOBRE O PAQUíMETRO 1) Aproximação precisa de 1/ 100 mm ou de 1/ 1000 da polegada. 2) O botão de fricção evita erros porque dá uniforme pressão de contacto. . 3) O tipo de construção impede deformações que possam alterar a medida. 4) A leitura de 11100 mm ou de 1/ 1000 mm da polegada é fácil e clara, devido ao sistema de graduação circular. MICRÕMETRO PARA POLEGADAS A fig. 2 apresenta um tipo, para medir com aproximação de 1/1000 da polegada, até 1". Há tipos quemedem de 1" a 2", outros de 2" a 3", etc. Uma polegada, na bainha, está dividida em 40 partes iguais e a graduação circular do tambor apresenta 25 divisões iguais. Fig. 2 - Micrômetro O a l r r , de 111 000". QUESTIQNARIO 1) 2) 3) 4) 5) 6) 7) 8) 9) Quais são as características de um bom micrôinetro? Que significa: "micrômetro 25 a 50 mm, de 1/ 100 mm? Qual a finalidade do fixador do micrômetro? Faça um desenho à mão livre de um micrômetro e escreva os nomes das suas partes, indicando-os com setas. Quais as vantagens do micrômetro sôbre o paquímetro? Quais os tipos de fixador? Quais as condições de conservação do micrômetro? Que significa: "micrômetro O a l", de 1/ 100OU? Cite os erros que podem resultar da medição com o micrômetro.
- 11. MICRUMETRO (LEITURAS DE 0,Ol mm) RETIFKADOR I O funcionamento do micrômetro é baseado no princípio do gradual deslocamento F6LHA DE INFORMAÇÃO TECNOL6GICA 1-25 de um parafuso, no sentido longitudinal, q-ndo êle gira em uma porca. PRINCÍPIO DO FUNCIONAMENTO I I Fig. 1 - A haste é prêsa ao tambor através de uma parte em rosca, de determinado passo, que gira em uma porca. Assim, uma volta completa do tambor faz com que a face da haste se desloque longitudinalmente de um comprimento igual ao passo. Em conseqüência, conhecido o passo, e dividindo-se o tambor em um certo número de partes iguais, pode-se medir qualquer deslocamento da face da haste, por muito pequeno êle seja. 1 I Fig. 1 - Micrômetro. EXPLICAÇAO DO FUNCIONAMENTO DO MICROMETRO r l Nesta fôlha se tratará apenas do micrômetro para leitura de 1/100 de milímetro. Como mostra a fig. 2, no prolongamento da haste, há um parafuso micrométrico prêso ao tambor, Ele se move através de uma porca ligada à bainha. Quando se gira o tambor, sua graduação circular desloca-se em tôrno da bainha. Ao mesmo tempo, conforme o sentido do movimento, a face da haste se aproxima ou se afasta da face do encôsto. As rôscas do parafuso micrométrico e de sua porca são de grande precisão. No micrômetro de 1/ 100 mm, seu passo é de 0,5 do milímetro. * Na bainha, as divisões são de milímetros e meias milímetros. No tambor, a gradua~ão circular tem 50 partes iguais. Quando as faces da haste e do encosto estão juntas, a borda do tambor coincide com o traqo "zero" da graduação da bainha. Ao mesmo tempo, a reta longitudinal gravada na bainha (entre as escalas de milímetros e meios milimetros) coincide com o "zero" da graduação circular do dedal. Como o passo do parafuso é de 0,5 mm, uma volta completa do tambor levará sua borda ao 1.O traço de meios milímetros. Duas voltas, levarão a borda do Fig. 2 - Mecanismo interno de um micrômetro.
- 12. I FOLHA DE INFORMAÇAO TECNOLÓGICA 1 1 RETIFICADOR - MICRBMETRO (LEITURAS DE 0,Ol mm) ir 1-26 I I tambor ao 1.O traço de 1 milímetro. Então, o deslocamento de apenas uma divisão da graduação circular do tambor dá a aproxima- ção de: 1/50 X 0,5 mm = 0,5150 = 51500 = = 1/100 de milímetro. LEITURA NO MICRBMETRO DE 0,Ol mrn Na fig. 1 encontram-se: 9 traços na graduação da bainha (9 mm); 1 traço além dos 9 mm na graduação dos meios milímetros da bainha (0,50 mm); na graduação circular do tambor, a coincidência com a reta longitudinal da bainha se dá no traço 29 (0,29 mm). Leitura completa: 9 mm 0,50 mm 029 mm = 9,79 mm + + O MECANISMO DE FRICGXO OU CATRACA A perfeição do contacto das superfícies da peça a medir com as faces da haste e do encosto do micrômetro é garantida por meio de um mecanismo de fricção ou de uma catraca. O seu botão de acionamento fica no extremo do tambor. Qualquer dos dois sistemas (fricção ou catraca) permite que se produza um contacto preciso, sem que haja pressão capaz de forçar o mecanismo delicado do micrômetro. A medição é, assim, exata. EXEMPLOS DE LEITURAS DE MICRõMETRO DE 1/100 DE MILÍMETRO Fig. 4 - Leitura: 23,59 mm. Fig. 5 - Leitura: 6,62 mm. QUESTIONARIO 1) As roscas do parafuso micrométrico e da sua porca tèm importância no funcioilamento do micrômetro? Por quê? 2) Em que casos o mecânico deve usar o rnicrômetro: para medir com milímetros, centé' simos de milímetros ou décimos de milímetro de aproximação? 3) Num micrômetro que tenha graduações de milímetros e meios milímetros na bainha e que aproxime 1/ 100 mm, qual o passo do parafuso micrométrico? 4) Dê a nomenclatura das partes do micrômetro. 5) Para que serve o mecanismo de fricção ou a catraca? 6) Quais são as peças que fazem com que o tambor gire em tôrno da bainha e a haste se aproxime ou se afaste do encosto? 7) Faça as leituras seguintes:
- 13. FÔLHA DE INFORMAÇÃO TECNOLÓGICA MICR8METROS COM VERNIER RETIFICADOR 1.27 O micrômetro com vernier permite uma aproximação mais rigorosa que o rnicrômetro normal. MIGROMETRO DE 1f 1.000 rnm (com vernier, fig. 1) 1/ 100 mm, a 1.a divisão do vernier, a partir de traços em coincidência, dará. 1/ 10 de . . . 11 100, ou seja 1110 100 = 111000 mm. Apresenta um vernier gravado na bainha. este vernier tem 10 divisões, cujo comprimento total corresponde a 9 divisões da graduação do tambor. Então, cada divisão do vernier é 1/ 10 menor do que cada divisão do tambor. Ora, cada divisão do tambor dando A 2." divisão do vernier dará . . . . . . . 2/ 1.000 mm, a 3.a dará 3/ 1.000 mm, etc. Fig. 1 - Micrômetro de l / l . O O O m m ( c o m z~ernier). Aproxima até 1 /1.000 de milímetro. LEITURA Na fig. 1 encontra-se: na bainha . . . . 6,50 mm; o traço da graduação do tambor, antes da reta da graduação da bainha, é o 27 (portanto 0,27 mm); a coincidência no vernier é no 5.O traço (0,005 mm). Leitura completa: 6,775 mm. Leitura: 18,596 mm Nas figuras 2 a 4 estão apresentadas as três graduações (da bainha, do tambor e do vernier) em sua posição relativa, mas num só plano. Ao lado de cada uma, estão indicadas as leituras. A comparação entre a figura e a leitura escrita permitem esclarecimento completo de cada caso (desenhos ampliados). Leitura: 20,618 mm Leitura: 13,409 mm -39 =30 F 25 .E 8 2.g rp o 5 9 0 1 5 - '5 8 T'" l Da*oodo & bainha B 8 8 - 5 O 5 o 10 li,, II 90 3í ! (3 - i 45 40 Fig. 2. . Fig. 3. Fig. 4. 1 . . 49
- 14. - -- ' MLHA DE I RETIFICADOR MICRBMETROS COM VERMTER Micrômetro de 0,0001" (com vernier, fig. 5) - O vernier, gravado na bainha, tem 10 divisões iguais, cujo comprimento total corresponde a 9 divisões do tambor. Como cada divisão do tambor dá a leitura de . . . . 1-28 INFORMAÇÁO TECNOL6CICA 1/1.000 da polegada, a partir dos traços em coincidência, a 1.a divisão do vernier dará 1/ 10 de 1/ 1.000" ou 1/ 1O.OOOM,a 2.a divisão dará 2/ I0 de 1/ 1.000" .ou2/ 10.OOOft, etc. -. - Fig. 5 - Micrômetro de 1/10.00Wr (com vernier). Aproxima até 1/10.000 da polegada (tamanho mpliado). LEITURA 3 I J i i Na fig. 6 estão, num só plano, as três graduações da fig. 5, na sua posição relativa, para tornar bem clara a leitura: Na graduação da bainha (traçi 5) Na graduação da bainha (+ 3 X 0,025") Na graduação- do tambor (entre traços 19 e 20) No vernier (coincidência no traço 5) A leitura completa é portanto: 0,5" 0,075" 0,019'' 0,0005" 0,5945" Fig. 6 I QUESTIONARIO Faça as leituras seguintes: I -ao Fig. 7 A) -- 50 i - Fig. 8 B) -# Fig. 10 C) 1 /o D) MEC - 1965 -- - 1 5.000
- 15. RETI FICADOR I 7 MICROMETRO (LEITURAS DE 0,001") I- Os miaômetros para polegadas têm, em geral, divisões decimais. O mais comum F6LHA RE I N F ~ W O TECNOLóGICA 1.29 é o que dá a aproximação de 1/ 1.000 da polegada, EXPLICAw0 DO. FUNCIONAMENTO u I. Fig. 1 - Me~snismo interno de um micrhetro. :a '...e Figs. 1 e 2 - No prolongamento da haste há um parafuso micrométrico ligado ao tambor. Este parafuso gira através de uma porca prêsa à bainha. Quando o tambor gira, a face da haste se aproxima ou se. afasta da face do encosto. Como o parafuso micrométrico tem 40 fios por polegada o deslocamento do tambor, em cada volta, é de 1/40 avos da polegada. Na bainha há uma reta com uma pduação, na qual o comprimento de 1 polegada é dividido em 40 partes iguais (10 grupos de 4 divisões, fig. 2). Então, cada parte mede 1/40 da polegada, ou seja, 0,025", pois 40 X X 0,02!5" = 1. O " O O. A graduação circular do -tambor tem 25 partes iguais- Ora, se uma volta completa do tambor dá o deslocamento-de 0,025", resulta que uma divisão do tambor corresponde ao deslocamento de 0,025" -+ 25 = 0,00 1". Fig. 3 (ampliada) Leitura: 0,412" LEITURA DO MICROMETRO DE 1/10001" Na £ig. 2, a leitura é 1" porque a borda do tambor coincide com 10 (l"), e o zero do tambor coincide com a reta da bainha. Na fig. 3, encontram-se 4 divisões de 0,l" na bainha e 12 divisões de 0,001" na MEC - 1965 L 15.00C graduação do tambor, pois o traço 12 (o segundo depois de 10) coiricide com a reta longitudinal da bainha. Então: 4 X 0,l 12 X X 0,001" = 0,4" 0,012" = 0,4 12". + + - 51 -
- 16. i - - - - -- - I I I . I FOLHA DE INFORMACAO TECNOLÓGICA MICRÔMETRO (LEITURAS DE 0,001'7 RE'nFICAWR 1-30 i O Micrômetro de 1 / 100 mm e o Micrômetro de i / 1.000" - Vi-se que o mecanismo do micrômetro de 1 / 1.000" é semeIhante ao do micrômetro de l ! 100 mm. As diferenças dos dois instrumentos estão apenas nos seguintes pontos: 1) O paraíüso micrométrico do micrômetro de 1/100OW é de 4 0 fios por polegada. O do micrômetro de 1/ 100 mm é de 0,5 mm de passo. 2) Na graduação da bainha, o micrômetro I I 4 Fig. $ - Leitura: 0,736'' + 11 x 0,001") (i x 0 ~ ' '+ I x 0,025" de l / 1000" apresenta cada polegada dividida em 4 0 partes de 0,025" cada uma. O micrômetro de 1 / 1 0 0 mm apresenta divisões em milímetros e meios milímetros. 3) Na graduação do tambor, o micrômetro de 1 / 1000" tem 25 divisões correspondente cada uma a O,OOlff. O micrômetro de 1 / 1 0 0 mm tem no tambor 50 divisões, correspondendo cada uma a 0,01 mm. Outros exemplos de leituras no micrômetro de l / 1000" - Figs. 4 a 7. (I Fig. 6 - Leitura: 0382'' (5 X OJ" Fig. 5 - Leitura: 0,138" I x 0,025'' 13 x O,O0lw) x OJ" + + Fig. 7 - Leitura: 0,769" + 3 X 0,025" + 7 x 0,001"') (7 x 0,I" + 2 x 0,025" + 19 x 0,001"). QUESTIONARIO 1) Quais são as diferenças entre o micrômetro de 1 / 1 0 0 de milímetro e o rnicrômetro de 1 / 1.000 da polegada? 2) Em quantas partes é dividida cada polegada da graduaçáo da bainha do micrômetro de 1/1.000 da polegada? Quantos fios por polegada tem o parafuso? 3) A que fração decimal da polegada corresponde uma divisão da graduaçáo da bainha? 4 ) A que fração da polegada corresponde o deslocamento de uma divisão da graduação circular do tambor? 5 ) Faça as leituras seguintes: --=q 4 @ B) I 52 a-- ----- - $01. I 5 1 0 *xfr C) poz. l
- 17. C RFTIFICADOR MICR.6METRO DE TRÊS CONTATOS, PARA FUROS. ("IMICRO") FBLHA DE INFORMAÇÁO TECNOLÓGICA 4.1 - I 1 I O Imicro é um micrômetro de alta precisão, destinado exclusivamente à medida e ao contrôle dos diâmetros internos dos furos. Este instrumento, d e frequente uso nas oficinas mecânicas de produqão, apresenta características especiais de grande robustez, sendo fabricado em aço inoxidável pela firma suíça "TESA", que .o criou. FTJNCIONAMENTO Com o auxílio das figuras 1 (aspecto externo de um "Imicro"), 2 (vista esquemática da adaptasão no furo) e 3 (esquema simplificado do instrumento e sua adaptação nq furo), o funcionamento é fácilmente compreensível: baseia-se na rotação de um para£uso micrométrico de alta precisão ligado, num extremo, ao tambor graduado e, no outro, a um cone roscado. Encostados neste cone roscado - rigoroiamente encaixados em guias protetoras e formando três ângulos de 120° - estão dispostos os três contatos ou apalpadores. Resulta d$sse dispositivo que, qualquer deslocamento do tambor, por menor que seja, determina o deslocamento simultâneo dos três contatos, para fora ou para dentro da cabe~ado instrumento, conforme o sentido do giro. O tambor apresenta 100 graduaqóes iguais. Por outro lado, o passo do parafuso micrométrico é tal que, em uma volta com- pleta do tambor, os contatos ou apalpadores avariqam de 0,5 do milímetro. Então, o deslocamento de uma divisão do tambor (ou seja 1/100 de volta) corresponderá ao deslocamento dos contatos de apenas: 6 5 mm - 5 mm = 0,005 do milímetro. É 100 1.000 êste o grau de aproximaqáo do "Imicro" A posi~ão exata dos três contatos a 120° um do outro, e a curvatura da face de apoio de cada apalpador, rigorosamente acabada, não oferecem qualquer possibilidade de ser o instrumento posto no furo em coloca~ão excêntrica (f ig. 2). Por outro lado, o conjunto é de tal forma projetado que estão eliminados quaisquer erros que pudessem resultar de ajustes. O sistema de fricqão assegura uma boa adaptação dos apalpadores à parede do furo, pois limita a pressão. Afasta, além disso, a
- 18. b FBLHA FRESADOR MICROMETROS PARA DIFERENTES USOS DE ' INFORMAÇAO TECNOL6QlCA 10.9 Para diferentes usos nas oficinas mecânicas, encontram-se variados tipos de micrômetros, seja para medições em milímetros, seja para medições em polegadas. TIPOS DE MICRUMETROS As figs. 1 a 6 apresentam alguns tipos especiais. - E>. - Fig. 1 - Micrômetro para rôscas. As pontas da haste e do encôsto são substituiveis, conforme o tipo da rosca. &D - nos@ de nmsas m Fig. 2 - Micrômetro de profundidade. Conforme a profundidade a medir, fazem-se os acréscimos necessúrios na haste por meio de outras t~aretas de comprimentos calibrados, fornecidas com o micrômetro (hastes de extensão). c . - Fig. 3 M i c r h e t r o de medidas internas, tubulares, de dois 'contatos. É fornecido com hastes, para aumento da capacidade de medição. Fig. 5 - Micrômetro de arco profundo. Serve para medições de espessu+a de bordas ou partes salientes das peças. Fig. 4 - Micrômetro de medidas internas de três contatos. É conhecido pela denominação de "Imimo". Facilita a colocação exata n o centro e n o alinhamento do furo. Possibilita a medição do diâmetro de furos e m diversas profundidades. É de grande precisão. Fig. 6 - Micrômetros para grandes medições. Éste micrômetro é usado para nzedições e m trabalhos de usinagem pesada, para a medição de peças de grandes diâmetros, por exemplo, 275 a 300 m m - 400 a 500 m m , etc. As pontas da haste e do encôsto podem ser mudadas, para dar as medidas prdximas dos diâmetros a verificar. I 113
- 19. - I -- --- -- - FRESADOR - - . - MICR~METROS PARA DIFERENTES USOS - - " - FBLHA DE INFORMAÇAO TECNOLÓGICA 10,10 L USOS DO MICR6METRO As figs. 7 a 13 mostram alguns exemplos. Fig. 7 - Medição da espessura de u m bloco. Fig. 8 - Medição do diâmetro de u m a rôsca. Fig. 9 - Medição da profundidade de uma ranhura com o micrômetro de profundidade. Fig. 10 - Uso do "Imicro" (três contatos) na medição de u m diâmetro interno. Fig. 11 - Medição de u m diânzet~ocom o micròmetro tubular. Fig. 12 - LTso do nzic~dnzetrode gl ande capacidade para medir os diâmetros de uma peça montada n u m tôrno. 7 14 Fig. 13 - Uso do micrômefro de arco profundo, n u m a medição de parte saliente.
- 20. 1 I I RETIFICADOR . FBLHA DE MICROMETRO DE TRÊS CONTATOS, PARA FUROS. ("IMICRO) INFORMAÇAO TECNOL6GICA 4.2 influência de desigual pressão manual do operador. Os pinos de contatos são temperados :e retificados e não há pràticamente desgaste das suas faces, pois o instrumento não exige movimehtos para ã sua adaptasão no furo. A forma do "~micro"e as condições especiais da sda construção e do seu manejo, dão-lhe, em resumo, as seguintes vantagens: 1) Permite leituras de alta precisão, da ordem de 0,005 mm.. ~ u a n d o graduado para polegadas tem aproximação de 0,0002". 2) Permite colocação exata no centro do fu. ro, coincidindo o seu eixo geométrico com o eixo geométrico do furo. 3) Possibilita a medição dos diâmetros em diversas profundidades do furo. 1 4) Permite a medição dos diâmetros de rebaixos internos n u a furo. Fig. ./ 5) O sistema de contato por fricção evita exagerada pressão manual do operador ao tomar a medida. I EXEMPLOS DO USO DO IMICRO A fig. 4 mostra a medição do diâmetro de um furo feito num flange. O operador gira o botão de fricção, até que se dêem os estalidos característicos do contato suave das faces dos apalpadores na superfície do furo. QUESTIONARIO 1) Que é o "Imicro" e para que serve? 2) Com o auxílio de uma figura de catálogo, explique o funcionaI mento do "Imicro". Qual a aproximação em milímetros? Como é conseguida? 3) Cite as vantagens que oferece o "Imicro" no controle de furos. $0 .
- 21. h FBLHA DE INFORMAÇAO TECNOL~GICA SUTA AJUSTADOR I necessita o mecânico transAs portar ou verificar um ângulo, na tarefa que está executando. O instrumento que lhe permite êsse transporte, ou essa verificação, de- 4211 nomina-se Suta. É comum chamar-se também o instrumento de "falso esquadro". Deve-se porém evitar tal denominação. A SUTA Fig. 1 O tipo mais comum de suta é o apresentado na figura 1. O instrumento compõese de duas peças principais, ambas de aço (a Base e a Lâmina), sendo suas bordas temperadas, paralelas e retificadas, e de uma Porca borboleta, com a respectiva arruela, para a fixação das peças principais. Dois rasgos longitudinais, um na lâmina, outro na base, permitem variadas disposições de uma peça em relação à outra. Para se tomar uma abertura determi- nada de ângulo, afrouxa-se ligeiramente a borboleta, desliza-se a lâmina, faz-se a sua abertura em relação à base. Em seguida, adapta-se o instrumento ao ângulo, seja êle um ângulo de duas faces de uma medida padrão ou de um transferidor. Aperta-se, em seguida, a borboleta, tendo-se, nesse momento, o cuidado necessário para que não haja qualquer deslocamento, capaz de falsear a medida tomada. Fica assim a suta transformada em um instrumento de verificação de um determinado ângulo da peça, no ialor que foi fixado. OUTROS TIPOS DE SUTA As figuras 2 a 5 mostram outros tipos . de suta. A da figura 2 é uma suta de articulação simples: não há rasgo na base para o des- Fig. 2 MEC - 1965 - 15.000 lizamento da lâmina. A da fig. 3, semelhante à da figura 1, apresenta, como particularidade, lâmina bem mais longa que a base. Fig. 3 191
- 22. AJUSTADOR FOLHA DE INFORMAÇÃO TECNOL6GICA SUTA A da figura 4 é uma suta de lâmina angular, muito usada para a verificação de dentes inclinados nas engrenagens' e para cônicos. A da figura 5 é uma suta dupla: a 1â- . Fig. 4 4212 mina (com um rasgo longitudinal) e a base são articuladas por meio de uma outra lâmina com rasgo e duas borboletas. , EXEMPLOS DO USO DA SUTA Fig. 7 Fig. 6 A suta comum na verificação de um perfil oitavado. A suta comum aplicada a uma ponta cônica. Fig. 8 A suta dupla verificando o ângulo de um perfil sextavado. Fig. 9 A suta comum usada no traçado de retas paralelas. QUESTIONARIO 1) De que material é a suta?, Caracterize as partes da suta. 2) Como a suta pode traçar retas paralelas? 3) Para que serve a suta? Como funciona? 4) Exemplifique dois usos da suta. '2 MEC - 1965 - 15.00
- 23. .. FRESADOR COMPARADOR CENTESIMAL FUNCIONAMENTO (TIPOS USUAIS MONTAGEM) - O comparador, também chamado Relógio Comparador, Comparador de Quadrante ou Amplificador, apresenta vários tipos, dos quais são de uso muito frequente os com mecanismo de engrenagens e cremalheira (figs. 1 e 2). Em qualquer deles, a um des- - FoLHA DE INFORMAÇÃO TECNOL6GICA 3.8 locamento imperceptível do apalpador, por exemplo 1 centésimo de milímetro, corresponde o deslocamento do ponteiro de 1 divisão do mostrador. Todos os modelos têm o mostrador móvel, para que se possa fazer a coincidência do "O" (zero) com o ponteiro. COMPARADOR COM AMPLITUDE DE 10 mm (fíg. 1) Mostrador dividido em 100 partes iguais. O ponteiro grande pode dar o máximo de 10 voltas (10 mm de deslocamento do apal- pador). A cada volta do ponteiro grande, o ponteiro pequeno avanqa uma divisão do mostrador pequeno. li w Apalpador Fig. 1 Fig. 2 COMPARADOR COM AMPLITUDE ACIMA Menor que 10 mm - A fig. 2 exemplifica o de 3 mm. Mostrador dividido em DE 1 mm 50 partes iguais, correspondendo cada parte a 1 centésimo de milímetro. EWNL*IQNAMENTQ DO WL6GIQ CDMPBRB230R I 3 3 WGUMAGFLNS E +3UZM#URELM O mecanismo do comparador é de grande sensibilidade. Uma pressão no apalpador, por mais leve que seja (deslocamento de centésimos de milímetros), faz o ponteiro girar no sentido positivo (+). Cessada a pressão (deslocamento contrário do apalpador), o ponteiro gira no sentido contrário (-). A fig. 3 apresenta, como exemplo, 'um comparador de mecanismo bem simples, para que se compreenda fàcilFig. 3 61
- 24. FRESADOR COMPARADOR CENTESJMAL (TIPOS USUAIS - FUNCIONAMENTO MONTAGEM) - FBLHA -DE INFORMAÇAO TECNOLóGICA 3.9 I mente o funcionamento. O mostrador é de 100 divisões. Tendo a cremalheira da haste do apalpador o passo de 1 mm, quando o apalpador se desloca de 1 mm, resulta: O pinhão R1 (de 15 dentes) avança 1 dente; A roda R2 (de 45 dentes) avança 3 dentes; O pinhão R3 (de 12 dentes) avança i/4 de volta; A roda R4 (de 40 dentes) avança 10 dentes; O pinhão R5 (de 10 dentes) dá uma volta completa, e também o ponteiro, que a êle está prêso. A mola espiral da roda R6 mantém todo o mecanismo sob tensão, fazendo com que o ponteiro e o apalpador voltem às suas posições primitivas, quando cessa a pressão sobre a ponta do apalpador. Vê-se que, se o apalpador se deslocar apenas de 0,Ol mm, o ponteiro só avançará de 1 divisão no mostrador. MONTAGENS USUAIS DQ CjOMPARADOR Em suporte comum (fig. 4), em mesa de medição de alta precisão (figs. 5 e 6) e em base magnética (fig. 7). Fig. 4 Fig. 5 Fig. 6 Fig. 7 PRECAUÇÃO IMPORTANTE O instrumento é sensível e a amplitude do giro do ponteiro é limitada. Deve-se, portanto, procurar sempre condições que per- mitam o mínimo possível de deslocamento da ponta do apalpador. CONSERVAÇÃO DO COMPARADOR 1) Evitar que o instrumento sofra choques. 2) Guardá-lo sempre em estojo. 3) Ao montá-lo no suporte, verificar o apêrto de todos os para£usos. 4) Observar sempre as instruções do fabricante quanto à lubrificação.
- 25. RETIFICADOR C O M P A W O R CENTESIMAL (FINALIDADES DO SEU USO) Para verificar, por comparação, o paralelismo de duas superfícies, ou um alinhamento, ou a excentricidade, ou, ainda, as di- F6LHA DE INFORMAÇAO TECNOLÓGICA 23 . ferenças de medidas em relação a uma medida-padrão, o mecânico usa o comparador. I COMPARADOR (figs. 1 e 2) um instrumento de grande precisão e sensibilidade. Tem, geralmente, o aspecto de um relógio. Pelo movimento de um ponteiro, num mostrador dividido em 100 partes iguais, o comparador acusa desvios ou diferenças de medidas da ordem de CENTÉSIMOS É DE MILÍMETRO. Qualquer pressão, por mínima que seja, na ponta ou no apalpador, faz com que êste se desloque e o ponteiro, girando no mostrador, indica o deslocamento em centésimos de milímetro. Verificação do paralelismo das faces planas de uma peça (fig. 3). O contato do apalpador, em diferentes pontos da face superior da peça, faz com que o ponteiro se desloque e dê os valores das diferenças das alturas. 1.O) 2.O) 3.O) Verificação do paralelismo da base da morsa na retífica ou na 'fresadora. . A fig. 4 mostra o caso da plaina. Verificação da excentricidade de uma peça montada na placa do torno. A fig. 5 dá um exemplo de verificação externa. A fig. 6 mostra u m caso de verificação interna. I
- 26. RETIFICADOR COMPARADOR CENTESIMAL (FINALIDADES DO SEU USO) 4.O) Verificação do alinhamento das pontas de um torno (fig. 7). A peça colocada entre pontas é um eixo rigorosamente cilíndrico com a superficie e os centros retificados. Os contatos do apalpador com êste eixo, durante o movimen- FBLHA DE .TECNOLÓGICA INFORMAÇÁO 2.4 to do .carro, darão desvios do ponteiro, se as p ~ n t a snão estiverem alinhadas. 5.O) Verificação de medidas, comparando-as com medidas-padrão. As fie. 8 e 9 apresentam um exemplo. ' Fig. 8 Coloca-se a medida padrão sobre uma mesa de medição, por exemplo, blocos de aço de medidas precisas, denominados blocos-padrão, dando o total de 50 mm 3,5 mm 1,4 mm = 54,9 mm. Com ligeira.pressão, põe-se o apalpador em contato com a face superior da medida padrão (fig. 8). O ponteiro se desloca de alguns centésimos na direção da seta. Como o mostrador do comparador é girante, faz-se o "traço zero" coincidir com o ponteiro. Retiram-se da mesa os blocos da medida-padrão. Em seguida, coloca-se a peça cuja medida se quer verificar, sobre a mesa e em contato com o apalpador (fig. 9). Se o ponteiro se deslocou, por exemplo, de 5 centésimos, na diresáo da seta, isto significa que a medida da pega é 54,9 mm 0,05 mm = = 54,95 mm, ou seja, 5 centésimos de milímetro mais que a medida-padrão. + + + + Fig. 9 Se o deslocamento do ponteiro fosse no sentido contrário ao da seta de, por exemplo, 3 centésimos, a peça teria medida menor que o padrão: 54,9 mm - 0,03 mm = 54,87 mm. QUESTIONARIO 1) A que medida corresponde uma divisão do mostrador no comparador? 2) Para que serve o comparador? Cite exemplos. 3) Que é o comparador centesimal? 4) Por que meio o comparador acusa diferenças ou desvios de medidas? Qual a ordem de grandeza dessas diferenças? '
- 27. - - - FBLHA DE AJUSTADOR INFORMAÇAO G O N I ~ M E T R O E TRANSFERIDOR TECNOL6GICA 4311 L O mecânico tem necessidade de medir ou verificar ângulos nas peças que executa: a fim de usinar ou preparar determinadas superfícies com o rigor indicado pelos desenhos. O instrumento que usa, para medir ou verificar ângulos, é um Goniômetro ou Transferidor. MEDIGÃO DE UM ÂNGULO A medição ou verificação de um ângu10 qualquer, numa peça, se faz ajustando-o entre a régua e a base do goniômetro. Êste instrumento possui graduações adequadas, que indicam a medida do ângulo formado pela régua e pela base, e, portanto, do ângulo da PeçaA unidade prática de medida angular é o grau. Dividindo-se um círculo qualquer em 360 partes iguais, o ângulo central correspondente a uma parte é o ângulo de 1 grau. O grau se divide em 60 minutos de ângulo e o minuto se divide em 60 segundos de ângulo. Os símbolos usados são: grau ( O ) , minuto (') e o segundo ("). Assim, 54O 31' 12" se lê: 54 graus, 31 minutos e 12 segundos. CONIQMETRO Em geral, o goniômetro, ou instrumento de medida angular, pode apresentar, ou um círculo graduado (360°), ou um semi-circulo graduado (1800), ou um quadrante graduado (90°). Praticamente, 1 grau é a menor divisão apresentada diretamente na graduação do goniômetro. Quando possui vernier, pode dar aproximação de 5 minutos. O goniômetro de alta precisão aproxima até 1 minuto. Um tipo de goniômetro muito usado na oficina é o Transferidor universal (fig. 1). Suas duas peças fazem parte de um conjunto denominado Esquadro combinado ou Esqua- dro universal, que possui mais duas peças (esquadro de centrar e esquadro com meia es- quadris). O fixador prende o disco graduado e a O alinhamento dos traços extremos do disco (900 - 90°) fica paralelo aos bordos da régua. No arco, encontra-se um traço " 0 " de referência. Quando a base é perpendicular à borda da régua, a referência "0" do arco coincide com O "90°" do disco. Quando a base é paralela à régua, os "zeros" do disco e do arco coincidem. regua. Troco de referCncio ("O') Rlgua graduo Flg. I - Transferidor universal. Ângulo que se lê n a figura: 50° ( o u o suplemento 1300). , MEC - 1965 - 15.000
- 28. -- -- I AJUSTADOR I F6LHA DE ~NFORMAÇAO TECNOL6GICA GONIBMETRO E TRANSFERIDOR Para usos comuns, em casos de medidas angulares que não exijam extremo rigor, o instrumento indicado é o transferidor simiples (figs. 2, 3 e 4). 43/2 No transferidor indicado na fig. 4, a 1âmina, além de girar na articulação, pode deslizar através da ranhura. Ranhura Fig. 4 EXEMPLOS DE USOS DE GONIBMETRO E DO TRANSFERIDOR As figs. 5 a 7 apresentam alguns casos. Fig. 7 CARACTERÍSTICAS DO BOM GONIOMETRO OU TRANSFERIDOR 1) Ser de aço inoxidável. 3) Ter as peças componentes bem ajustadas. 2) Apresentar graduação uniforme, com tra- 4) O parafuso de articulação deve dar bom apêrto e boa firmeza. ços bem finos e profundos. CONSERVAÇÃO DO GONIOMETRO OU TRANSFERIDOR 1) O goniômetro deve ser manejado com todo o cuidado, evitando-se quedas e choques. 2) Evite ranhuras ou entalhes que prejudiquem a graduação. 4) Guarde-o em estojo próprio. 5) O goniômetro deve ser aferido, isto é, devem ser comparadas diferentes aberturas com ângulos padrões precisos. 3) Faça completa limpeza, após o uso, e lubrifique-o com 6le0 fino. QUESTIONARIO 1) Quais são as características do bom goniôrnetro ou transferidor? 2) Que é grau? Que é minuto de ângulo? Que é segundo de ângulo? 3) Para que serve o goniômetro ou transferidor? 4) Qual é a menor divisão angular de um transferidor ou goniôrnetro? 5) Quais as condições de conservação do goniômetro ou transferidor? 6 ) Como o mecânico mede um ângulo de uma peça com o goniômetro ou transferidor?
- 29. RETIFICADOR F6LHA DE GONIOMETRO COM VERNIER INFORMAÇAO TECNOLóGICA 3.3 Para medir um ângulo com aproximação até 5 minutos, usa-se na oficina o Goniômetro de Vernier. GONIOMETRO COM VERNIER (figs. 1 e 2) o nome de Goniômetro a êste tipo de instrumento. Os demais, quase sempre, são chamados de transferidores. É um instrumento medidor de ângulos, de precisão, e feito em geral de aço inoxidável. Em mecânica, reserva-se particularmente P Fig. 2 Lâmina pequena É colocada e m lugar da lâmina grnnde, e m casos especiais de mediqões de ângulos. I Fig. 1 - Goniômetro com Vernier O disco graduado e o esquadro formam uma só peça. O disco graduado apresenta quatro graduações de O0 a 90°. O articulador gira com o disco do vernier e, em sua extremidade, há um ressalto adaptável à ranhura da lâmina. Estando fixado o articulador na lâmina, pode-se girá-la de modo a adaptá-la, com uma das bordas do esquadro, aos lados ou às faces do ângulo que se quer medir. A posição variável da lâmina em torno do disco graduado permite, pois, a medição de qualquer ângulo e o vernier aproxima esta medição até 5 minutos de ângulo. USOS DO GQNIUMETRO As figs. 3 a 6 dão exemplos de diferentes medições de ângulos de peças ou ferramentas, mostrando variadas posições da lâmina e do esquadro. A fig. 7 apresenta um goniômetro montado sobre um suporte, que facilita a medição de ângulos, pois sua base se apóia sobre uma superfície de referência (a do desempeno, por exemplo). Fig. 3 I Fig. q -
- 30. RE?'IFICADOR F6LHA DE INFORMACÁO TECNOL6GICA GONIOMETRO COM VERNãER 3.4 I EXPLICAÇXO DO VERNIER DE 5 MINUTOS A medida total do vernier (fig. 8), de cada lado do "zero", é igual à medida total de 23 graus do disco graduado. O vernier apresenta 12 divisões iguais: 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55 e 60. Então, cada divisão do vernier vale 115 minutos porque 23O t 12 = (23 X 60') m i n s 12 = 1380'+ + 12 = 115'. Ora, 2 graus correspondem, em minutos, a 2 O X 60' = 120'. Resulta que CADA DIVISÃO do vernier tem menos 5 minutos do que DUAS DNISÕES do disco graduado. A partir, portanto, de traços em coincidência, a l.a divisão do vernier dá a diferença de 5 minutos, a 2.a divisão dá 10 minutos, a 3.a dá 15 minutos, etc. Fig. 9 LEITURA D o GONIOMETRO COM VERNIER DE 5 MINUTOS (fig. 9) O "zero" do vernier está entre o 24 e o 25 do disco graduado (24O). O 2 O traço da vernier (2 X 5' = 10') coincide com um traço do disco graduado. Resulta a leitura completa: 24O10'. Outros exemplos de leituras estão nas figuras 10, 11 e 12. -. Fig. 1 0 Fig. 11 Fig. 1 2 Leitura: 90 2W Leitura: 510 15' Leitura: 300 5' EXERCÍCIO 1 - Faça as leituras das figuras 13 e 14 Fig. 14 '
- 31. AJUSTADOR FBLHA DE INFORMAÇÃO TECNOLÓGICA GABARITOS A planeza das faces das peças verificase por meio de réguas ou planos de controle. Os ângulos entre faces podem ser verificados por esquadros, goniômetros ou transferidores. Quando, entretanto, o mecânico necessita executar uma peça com um perfil complexo como, por exemplo, o da fig. 1, não bastam os recursos citados. Há curvaturas e formas especiais cujo rigor tem que ser controlado durante a execução da peça, sem o que ela irá apresentar defeitos e não poderá ser utilizada. Em tais casos, o mecânico será obrigado a utilizar modelos ou moldes exatos de partes do perfil. Muitas vêzes, terá mesmo que confeccionar, antes da execução da peça, um ou mais moldes do perfil. Com êsses ins- 2611 trumentos auxiliares de controle, estará então habilitado a verificar a forma que vai dando à peça, em obediência aos desenhos orientadores da sua execução. Tais moldes ou modelos são chamados gabaritos. Fig. 1 GABARITOS PADROES (COMERCIAIS) Para curvaturas em arcos de circunferência, de raios determinados, ou para ângulos, de aberturas determinadas, encontram-se no comércio gabaritos padrões, já prontos, constituídos de pequenas lâminas de aço isoladas (figs. 2 e 3), em estojo (fig. 4), ou em "canivetes" (figs. 5 e 6). Os gabaritos dos tipos mostrados nas figs. 2, 3, 4 e 5 são também chamados verificadores de curvaturas ou verificadores de raios. Os da fig. 6 são mais conhecidos como verificadores de ângulos. Consiste o uso dêsses gabaritos em pô10s em contacto com a curvatura ou o ângulo que se quer verificar. Escolhe-se a lâmina adequada a cada verificação, pela indicação (que tem gravada) .do raio de curvatura ou do ângulo. Verifica-se se há ou não coincidência dos perfis da peça e do gabarito, observandose o contacto contra a luz. Se não passa luminosidade, está perfeita a coincidência. Se passa luz, há frestas correspondentes a irregularidades no perfil da peça. Estas vão sendo corrigidas por meio de verificações e retoques sucessivos. Fig. 2 Fig. 5 Fig. 4 EstGjo de gabaritos de curvaturas. Fig. 3 MEC - 1965 - 15.000 Fig. 6 127
- 32. AJUSTADOR F6LHA DE INFORMAÇÃO TECNOLóGICA GABARITOS 2612 GABARITOS ESPECIAIS (EXECUTADOS EM CADA CASO) O exemplo dado na fig. 1 reaparece na fig. 7, para melhor esclarecimento. Como se trata de um perfil de forma irregular, deve o mecânico fazer o trabalho preliminar de execução dos gabaritos, recortando-os e dandolhes acabamento preciso. Os gabaritos são placas de aço dos tipos A, B, C e D da fig. 7. Para obter os contornos de contacto, o mecânico recorre ao desenho da peça, em cujas vistas encontra os raios de curvatura, os ângulos e as cotas necessárias. Transporta êsses elementos para a chapa, por meio de traçado. Recorta os contornos traçados. Dá-lhes, por fim, cuidadoso acabamento, por meio de limas de diferentes tipos e também, muitas vêzes, usando um raspador. Para melhor compreensão, os contornos de contacto dos gabaritos foram mostrados em traços mais fortes na fig. 7. 0 Fig. 7 ) GABARITOS DIVERSQS O ferreiro, o serralheiro e o caldeireiro usam com frequência gabaritos para confeccionarem as suas peças. A maioria dêsses gabaritos é de chapa. Podem ser de dois tipos: 1) chapas recortadas 2) simples traçados sôbre chapas. Por vêzes, entretanto, em trabalhos seriados, usam como gabarito uma peça inteira, executada cuidadosamente em primeiro lugar (exemplo: ornatos, peças curvadas, etc.). Na confecção das demais peças iguais, vai o operador dando-lhe formas sucessivas, cada vez mais aproximadas do gabarito, até atingir aquela que com êle coincida. QUESTIONARIO 1) Em que se baseia o mecânico para fazer um gabarito? 2) Para que serve um gabarito? Cite os seus tipos. 3) De um modo geral, como o mecânico faz um gabarito? 4) Que são os gabaritos padrões encontrados no comércio? I I28 MEC - 1965 - 15.000
- 33. TORNEIRO MECÂNICO VERIFICADORES DE ÂNGULOS No preparo das ferramentas de corte, usa o mecânico, com frequência, Verificadores de Ângulos. São placas de aço temperado, FÔLHA DE INFORMACAO TECNOLÓGICA 7.3 com ranhuras ou recortes em ângulos rigorosamente talhados nas bordas. MODO DE USAR É simples o processo de utilizar um verificador de ângulos. Consiste apenas em colocar o ângulo padrão do verificador em contacto com o ângulo que se quer medir na ferramenta, verificando se êsse contacto se faz com rigor. É o que mostra a fig. 1: verificação do ângulo de uma talhadeira para cortar aço de baixo teor (60°). Se a talhadeira se destinasse ao corte de metal diferente, a verifica550 do ângulo se faria em um dos outros entalhes, tendo em conta que a experiência indica o ângulo de 65O para o aço duro, o de 'O0 para bronze e ferro fundido; e o de 50° para o cobre. Fig. 1 - Verificador de k n , ~ u l o e talhadeiras e brdarnes. d VERIFICADORES DE ANGULOS, DE LAMINAS ARTICULADAS O da fig. 2 contém dois jogos de lâminas: as da direita verificam ângulos de 2 O 40 - 60 - 80 - 120 - 200 - 300 - 450; as da esquerda verificam ângulos de l0 - 3 O - 5 - 10° - 14O - 15' - 25O 35'. O A fig. 3 mostra o uso de uma das lâminas, na verificação de um ângulo chamado ângulo de folga ou de incidência, nas ferramentas de corte de torno e plaina. I I Se há contato exato entre o fio da 1âmina e o topo da ferramenta, o ângulo que se verifica está correto. Fig. 2 - Verificador d e ângulos. A base da ferramenta e a aresta da 1âmina devem ficar bem assentadas sobre um plano. Fig. 3 - Verificação d o n"ngulo d e u m a ferramenta d e plaina ou tôrno. I MEC - 1965 - 1 5.000 I 123
- 34. TORNEIR0 MECÂNICO FOLHA DE INFORMACAO TECNOLÓGICA VERIFICADORES DE ÂNGULOS 7.4 i TIPOS DIVERSOS DE VERIFICADORES DE ÂNGULOS As figuras abaixo apresentam alguns verificadores para diferentes usos. Fig. 4 - Verificador de ângulos universal para ferramentas de tôrno, brocas, porcas sextavadas. Fig. 6 - Verificador de ângulo de broca. - Verificador de ângulos Fig. 5 de ferramentas para roscar. Eig. 7 - Vista da face anterior. Fig. S - Vista da face posterior. Verificador de ângulos de ferranzentas de tôrno para rôscas triangulares. ( A s escalas medem os números de fios por polegada da rosca). Fig. 9 - Verificador de ângulos diversos de ferramentas de corte para plaina e tôrlio. 10 - Verificador de dngu10s de 1200 ou verificador de perfil sextavado. ' I I Os verificadores de 120° e de 135O se usam, em geral, para ângulos de peças. É er- Fig. 11 - Verificador de ângulos de 13j0 o u verificador de perfil oitavado. rado chamá-los de "esquadro de 120°" e "esquadro de 13506'. MEC I - 1965 - 15.000
- 35. TORNEIRO MECÂNICO . CALIBRADORES DE ROSCAS FOLHA DE INFORMAÇÃO TECNOL~GICA 15.7 r A produção em série exige que todas as peças fabricadas sejam verificadas com o máximo rigor. Essa verificação abrange não sòmente as dimensões e o acabamento, mas ainda outros aspectos da execução que possam influir no'ajuste, quando as peças tivei-ciii tle ser montadas no conjunto mecânico no qual irão funcionar. Nos conjuntos sujeitos a .ajustes é frequente a existência de peças roscadas, cuja confecção deve ser verificada com todo o cuidado, sem o que não poderão ser aproveitadas, perdendo-se, pois, tempo, dinheiro e material. CALIBRADORES DE ROSCAS Fig. 1 O ajuste de partes roscadas, como a de partes lisas, compreende peças "machosJ' (as de roscas externas) e peças "fêmeas" (as de roscas internas). Nestas últimas, as primeiras devem penetrar, por meio de giro, obedecendo a certas normas padronizadas, que prevêem uma folga máxima e uma folga mínima para que o conjunto possa funcionar bem. Além disso, se as roscas (tanto internas como externas) têm dimensões e acabamento que as situam dentro dos limites máximo e mínimo, resultará a possibilidade do uso de qualquer das peças "machos" com qualquer das peças "fêmeas". Então, as peças em tais condições são intercam biáveis. Isso significa qiie qualquer parte "fêmea" pode ser trocada por outra "fêmea" das mesmas especificações, assim como qualquer "macho" poderá ser empregado em lugar de outro, sem que o funcionamento do conjunto mecânico sofra qualquer alteração. Quando isso acontece, as peças estão dentro da tolerância, isto é, entre o limite máximo e o limite minimo especificados para a ajustagem. Um dos processos usuais e rápidos de verificar rôscas consiste no uso dos Calibradores padrões de rôscas. São peças de aço, temperadas e retificadas, obedecendo às dimensões e condições de execução de cada tipo de rdsca (figs. 1 e 2). O verificador de rôsca mostrado na fig. 1 é um tipo usual de Calibrador MEC E - 1965 - 15.000 Fig. 2 de anel e controla rosca externa. O verificador da fig. 2 é o modêlo comum do Calibrador tampão de rôsca, servindo ao controle de rôsca interna. A extremidade de rosca mais longa do calibrador tampão (fig. 2) verifica o limite mínimo: ela deve penetrar suavemente, sem ser forçada, na rosca interna da peça que está sendo controlada. Diz-se que ela passa. A extremidade de rosca mais curta (à direita, na fig. 2), não passa na rosca que se estiver verificando; ela verifica o limite máximo. Quanto aos calibradores de anel, com um dos tipos se faz rigorosamente o controle de um dos limites da rosca externa executada na peça: êle passa. O outro calibrador de anel verifica o outro limite: não passa. As canaletas ou ranhuras que existem em ambos os tipos de calibradores, de tampão e de anel, servem para coletar os cavacos ou sujeiras que estejam aderidos aos filêtes das roscas, à medida que se dá a penetração durante a operação de controle. De qualquer forma, é conveniente limpar cuidadosamente as rôscas, quer nas peças, quer nos calibradores, antes de iniciar o trabalho de verificaqão. Quando o calibrador já estiver adaptado na peça, deve-se sempre verificar se há esquadro entre um e outro. Se isso não acontecer, ou o furo está com o eixo inclinado ou foi executado incorretamente.
- 36. I TORNEIRO MECÂNICO FBLHA DE INFORMAÇÃO TECNOL6GlCA CALIBRADORES DE ROSCAS O calibrador não pode oscilar ou apresentar-se frouxo durante o controle, pois, se isso se der, a folga é exagerada, não estando, pois, a rosca dentro dos limites de tolerância desejados. 15.8 Outro verificador adequado, e de muito uso, mas sòmente para roscas externas, é o Calibrador de bôca de roletes (figs. 3 e 4). As vantagens dêste calibrador sobre o calibrador de anel são: 1) permite uma verificação mais rápida; 2) não há desgaste, pois os roletes giram suavemente contra a rôsca ; 3) permite a regulagem exata conforme a tolerância; 4) uso de um só calibrador para vários diâmetros, uma vez que o instrumento é ajustável. Fig. 3 Fig. 4 CALIBRADORES COMUNS Quando não se exige que as roscas sejam executadas com grande precisão e não se trata de produção em grande série, o processo comum é calibrar uma das peças por meio de outra ("macho" com "fêmea" ou vice-versa). Por exemplo, preparada cuidadosamente a rosca de uma porca, dentro das especificaqões e medidas do desenho, a porca será o calibrador. O mecânico abre as roscas correspondentes em diversos parafusos e controla a ajustagem usando a porca. QUESTIONARIO 1) Que são peças intercambiáveis? Quando estão as peças dentro da tolerância? 2) Que são os calibradores tampão de rosca? Quais as suas particularidades? 3) Que são os calibradores de rosca de anel? Um só verifica o máximo e o mínimo? 4) Que são os calibradores de rosca de roletes? Quais as suas vantagens3
- 37. I NOÇõES DE TOLERÂNCIA DE MEDIDAS Modernamente, na indústria mecânica, o técnico ou o operário encontra com frequência - nos desenhos ou nas ordens de serviço - certas medidas das peças, acompa- nhadas de algarismos adicionais precedidos de um dos sinais "mais" ou "menos", ou de ambos. Em tais casos se diz que qualquer dessas medidas fixa uma tolerância de fabricação ou uma tolerância de usinagem. O número principal, em algarismos maiores (nos exemplos acima: 45, 63, 200, 63 e 450) indica a cota nominal. Os números em algarismos menores precedidos de sinal, representam os limites da tolerância admitidos para a usinagem, em relação à cota nominal. Exemplo - A medida com tolerância 200 1.O) Superior: 200 = 200,000 mm admite dois limites: + 0,016 mm = 200,016 mm = 200,000 mm - 0,013 mm = 199,987 mm Inferior: 200 de tal modo que a diferença entre os dois limites tem o valor: 2.O) POR QUE A INDÚSTRIA MECANICA MODERNA NECESSITA DA TOLERÂNCIA NA FAIBRICAGAO Por três motivos principais: 1.O) Máquinas, numerosos aparelhos, enfim conjuntos mecânicos os mais variados só funcionam bem e se conservam por longo tempo quando suas peças se ajustam bem, ou seja, quando têm entre si uma folga ou um apêrto, controlados por medições rigorosas. 2.O) Uma característica importante da indústria moderna é a produção de peças em série, isto é, em grandes quantidades, para que o custo do produto possa ser o menor possível. Como conseqüência dessa necessidade econômica, surgiu, ãesde o início do século XX, êsse novo método de produção. Por tal sistema, tôdas as peças executadas mediante um projeto, um desenho ou uma ordem de serviço, se tornam peças intercambiáveis, isto é, peças por assim dizer idênticas, com formas e medidas tão aproximadas entre si, que umas se substituem às outras sem que o conjunto mecânico, no qual venham a ser montadas, sofra qualquer alteração no seu funcionamento. 3.O) Uma medida exata, que seja rigorosamente a cota nominal indicada no projeto ou no desenho, é difícil de se obter na prática, pelas seguintes causas, que pr~duzem êrros inevitáveis: a) Imperfeição dos materiais ou das ferramentas; b) Desgaste das ferramentas ou folgas nos órgãos das máquinas; c) Maior ou menor habilidade do operador que executa a peça; d) Imperfeição dos métodos, instrumentos ou aparelhos de verificação. DEFINIÇãO DA TOLERÂNCIA De um modo geral, segundo o estado exigido para as suas superfícies, as peças executadas ém mecânica são de um dos três grupos seguintes: 1) Brutas, isto é, não trabalhadas por uma ferramenta de corte; 2) Usinadas, que são as trabalhadas por ferramenta de corte, mas livres; 3) Ajustadas, que são usinadas, mas devem ter contato com outras superfícies usinadas, com maior ou menor folga ou aperto.
- 38. -- - - - C NOÇUES DE TOLERANCIA DE MEDIDAS FRESADOR A tolerância de fabricação só diz respeito ao grupo das ajustadas - Um jogo de pesas ajustadas compreende duas partes: 1) A peça macho, que é a que se encaixa (figs. 1 e 2), por exemplo, um eixo, um prisma; 2) A peça fêmea, que é a que oferece encaixe Eixo F6LHA DE INFORMATECNOL661CA I' 10.2 (figs. 3 e 4), por exemplo, uma bucha, um encaixe prismático. As figs. 5 e 6 apresentam dois conjuntos ou jogos de peças ajustadas: Fig. 5 - eixo e furo; Fig. 6 - prisma e encaixe. Bucha com furo cllindrico Pig. 3 Fig. 5 aula com emalxe prisdtlao Barra priemdtioa €!!i9 Fig. 4 Pig. 2 Fig. 6 O ajuste entre duas pesas pode ser (figs. 1 a 4): 1) com folga (Di > De); 2) com aperto (Di < De); 3) ajuste "exato" (hipótese que só se realiza por acaso). Em qualquer dêstes casos, é necessário fixar uma dimensão máxima e uma dimensão minima, entre as quais a ajustagem das duas peças seja possbel. A e D min: IDEAL ea Cota ideal (D max de max A COTA REAL é a medida que o operador obtém, quando realiza o acabamento da peça. Se a cota real está entre o limite mdximo e o limite minimo, diz-se que a medida está dentro da tolerância. --- r E r r m ~ l o de um oiao Denomina-se tolerância (T) a diferença entre a cota máximo e a cota minima (fig. 7): + D min) +-2 T = D max-D min. Exemplo na medida 450 +;o,;; ' T = (450,000 + 0,020) - (450,000 - 0,020) = 450,020 - 449,980 = + 0,040
- 39. -- P ' B NOÇÕES SOBRE PEÇAS INTERCAMBIAVEIS E S6BRE CALIBRADORES DE TOLERÂNCLA FRESADOR Sendo pràticamente impossivel fabricar pode-se, peças que tenham medidas EXATAS, entretanto, executá-las com medidas dentro indicados no de certos LIMITES BEM PRÓXIMOS, projeto ou desenho. Nestas condições, a veri- FBLHA DE INFORMAÇAO TECNOL6GICA 10.3 ficação das medidas dentro de tais limites tem que ser feita cuidadosamente durante a execução. Para êsse controle se empregam instrumentos de medidas fixas, correspondentes aos limites. PEÇAS INTERCAMBIAVEIS I A execução de peças intercambiáveis, em mecânica, é a condição principal da produção em série. As peças que têm medidas dentro de certos limites são intercambiáveis, isto é, podem ser trocadas umas por outras, porque constituem conjuntos pràticamente idênticos. As peças intercambiáveis apresentam as seguintes caracteristicas: 1) As mesmas peças são tôdas executadas com dimensões compreendidas entre um limite máximo e um limite mínimo. 2) mesmas peças, de séries diferentes, podem ser montadas sem necessidade de retoques. 1 3) Quando desgastadas ou quebradas são r&pidamente substituidas por peças correspondentes de série diferente. I CALIBRADORES DE TOLERANCIA A intercambiabilidade exige precisão. Esta palavra deve ser entendida, não no sentido rigoroso de medida matemàticamente exata, mas sim de medida dentro de limites. A folga ou o apêrto entre peças que se ajustam é, frequentemente, de poucos centésimos de milímetro, ou menor ainda sendo portanto necessário o controle da precisão. O calibrador usado para verificar essa precisão se denomina Calibrador de Tolerância (figs. 1 a 6). É de aço duro, inoxidável, e tem duas medidas rigorosamente fixadas: máxima e minima. Entre elas fica então a medida ideal, que é difícil de se obter exatamente. O calibrador tampão de tolerância da fig. 1, por exemplo, aplicado a uma bucha, controla o rigor da medida do seu diâmetro. A extremidade cilindrica da esquerda, de diâmetro 50 mm 0,000 mm, ou seja, . . . . . 50,000 mm, deve passar através do furo da bucha. Além disso, a extremidade cilfndrica da direita, de diâmetro 50 mm 0,030 mm ou 50,030 mm não passa através do furo da bucha. Em informação tecnológica anterior foi explicado que a dimensão ou cota ideal é a + + Fig. I Calibrador tampão de tolerância rPASSAJ' - " N A 0 PASSA"). média do máximo e do minimo: Dideal = = (Dmax Dmin) + 2. Explicou-se também que a tolerância é a diferença entre Dmax e Dmin. Resulta que, no caso exemplificado (fig. l), o diâmetro ideal é D = (50,030 mm 1- 50,000 mm) s 2 = 50,015 mm e a tolerância T = 50,030mm - 50,000 mm=0,030mm. Se pràticamente fosse possivel, tôdas as peças intercambiáveis teriam a medida ideal. Não sendo possivel, as peças são aceitas desde que suas medidas estejam dentro dos limites da tolerância. Estes vêm indicados nos desenhos, de acordo com as funções que as peças irão ter nas máquinas ou nos conjuntos mecânic~s. + + 107 f 1 I 1 i I
- 40. OUTROS 'TIPOS DE CALIBRADORES DE TOLERANCIA (figs. 2 a. 6) Passo Calibradores de tolerância, chatos, para furos. Ndo oossa Pr#ru POSBO' Corte traiwamu Fig: 3 'NSQ parna Fig. 2 Calibradores de tolerância, chatos, para eixos. Calibradores de tolerância ajustúveis. - A Passa (Nw pinos da brota) Fig. 4 Fig. 5 Os pinor cilfbdricos podam s u ajustodos a u r t a s tolarinJi1 Fig. Os números e símbolos nas placas dos calibradores (por exemplo 125 H71SO) correspondem a medidas e tolerâncias estandardizadas de um sistema internacional. "ISO" significa International Sistem Organization.
- 41. - . L -- - RETIFICADOR ' NORMALIZAÇÃO DAS TOLERANCIAS. CONVENÇõES DO SISTEMA INTERNACIONAL "ISO" DE TOLERÂNCIAS A intercambiabilidade das peças, que se tornou possível em virtude do estabelecimento das tolerâncias, teria um efeito restrito se dependesse exclusivamente de certos padrões adotados em cada fábrica ou em cada região. Ora, os interêsses da indústria exigem frequentemente que as peças sejam fabricadas em um local e montados em outro, às vêzes distante, em país diferente. Por outro lado, é comum, na produção industrial, que uma certa emprêsa encomende a diversas outras, mediante um desenho ou projeto padrão, séries ou partidas de uma mesma peça. FBLHA DE INFORMAÇAO TECNOLóGICA 21.1 Por tais motivos, verificou-se ser de grande vantagem, para atender a exigências técnicas e econômicas da indústria, que se criasse um sistema uniforme ou normalizado de tolerâncias de fabricação. A partir de 1928, as tolerâncias passaram a obedecer ao sistema internacional normalizhdo "ISA (iniciais da International Standardizing Association). Em 1947, mudou-se a denominação do sistema para "ISO" (International System Organization). ELEMENTOS CARACTERfSTICOS DO SISTEMA INTERNACIONAL "150" DE TOLERÂNCIAS São dois os característicos fundamentais: 1) indice literal, correspondente à posi550 da tolerância em relação à linha "zero"; 2) indice numérico, correspondente ao valor da tolerância, ou seja, definindo a. qualidade de fabricação. ÍNDICES DE POSIÇÃO 1 Letras A a Z (maiúsculas) para as tolerâncias dos furos e letras a a x (minúsculas) Podem existir sistemas normalizados de tolerância baseados em "furo único" ou em "eixo ~inico". No primeiro caso, fixam-se as tolerâncias de uma categoria de furo (H, por exemplo) e com elas se relacionam as de vários tipos de eixos. No segundo caso, fixamse as tolerâncias de uma categoria de eixo e se variam, com relação a ela, as de vários tipos de furos. para as tolerâncias dos eixos correspondentes. É de uso generalizado o sistema de furo calibrado ~zormalH , no qual a diferença inferior do furo é nula, isto é, o diâmetro menor é igual à cota nominal. A figura apresenta o gráfico simbólico do sistema, pelo qual se compreendem as posições, em relação à linha "zero" das diferentes ajustagens fvro Aleixo a, furo Bleixo b, furo c/eixo c, etc. ' -1
- 42. I' 1 . I.<. IRETIFICA~~K . 1 - -- . - . --'-"~w-"-NORMALIZACÃO DAS TOLERÂNCIAS. FBLHA DE - . - - -A - I DB CONVENÇdES SISTEMA INTERNACIONAL " I S O DE TOLERÂNCIAS NO^^$^ I ( 21.2 . Com o auxilio da figura, pode-se também entender as especificações do quadro abaixo, que indica, de um .modo geral, os AJUSTAGQUI I ROTATIVA DESLIWTE PoRçADA ~~ FORCADA &IA FORçADb DURA PBEPISADA PURO A-B-GD-E-F-C EIXO ' a-b-c-d-e-r-g H h J K M-N k m-n São números, de 1 até 16, que se relaciona, em cada posição (A, B, C, . . . ou a, b, c, . . .), à precisão ou qualidade de fabricação, ou seja, à maior ou menor tolerância exigida, conforme a cota nominal da ajustagem. Variando a tolerância na razão direta dos valores das cotas nominais (quanto maior a cota nominal, maior a tolerância), estabeleceram-se, na normalização "ISO", 13 grupos c e cotas nominais, desde a de 1 mm até a de $ 500 mm, cada grupo com os seus respectivos limites de tolerância. Quanto aos 16 indices de qualidade, estão êles classificados da forma seguinte, com a finalidade de caracterizar os graus de qualidade das ajustagens, ou seja, os graus de ' principais tipos de ajustagem, relacionados com os respectivos ándices de posição, no sistema de furo calibrado normal H. 1 p-r-e-t-a-v.., 2 . precisão com que devem ser controladas as usinagens das peças: fndices 1-2-3-4: alta precisão (calgos padrões, calibres, etc.) fndices 5-6: precisão de ferramentm e p e ~ m máq.irinas de fndices 7-8: tolerdncia de imecânica de b o m acnbamento fndices 9-10-11-12-13-14-15-16: s e m piecisão Assim, as tolerâncias mais finas (de 1imites mais próximos) correspondem aos índices mais baixos. Quanto mais alto o número índice de qualidade, maior será a tolerância, e, portanto, menor a característica de precisão da ajustagem. 1) Que significam as iniciais "ISA? E as iniciais "ISO"? 2) Quais são os dois elementos característicos do sistema "ISO"? 3) Faça um gráfico dos índices de posição do sistema H do "ISO". 4) Indique 6 tipos de ajustagem (de rotativa até prensada) com os índices. 5) Faça a classificação dos grupos dos índices de qualidade.
- 43. RETIFICADOR .ELEMENTOS DETERMINANTES DA AJUSTAGEM TOLLERÂNCIA - FOLGA - APÊRTO FBLHA DE INFo~MAFAO TECNOLóGICA 16.1 ' I Para o exame das condições das ajustagens, é usual considerar-se o conjunto cilindrico de eixo (peça macho) e furo (peça fêmea). Poder-se-ão apresentar, nos problemas de acabamento dessas duas peças, diferentes tipos ou categorias de ajustagem, os quais irão depender dos dois fatores seguintes: 1) Dimensões Telatiuas do eixo- e do furo. 2) Estado de acabamento das superffcies ou qualidade de fabricação. DIMENSõES RELATIVAS DO EIXO E DO FURO As figs. 1 e 2 apresentam um esquema claro, de eixo e furo, que facilitará as definições dos elementos dimensionais. A cota nominal, que vem inscrita nos Fzg. 1 As diferenças (superior ou inferior) são consideradas a partir da linha "zero" (linha da cota nominal) com um sinal da sua posição: (mais) se forem acima da linha "zero"; - (men,os) se forem abaixo da linha "zero" (fig. 3). + LINHA " desenhos, é iquela em torno da qual a ajustagem tem que ser necessàriamente feita. Srata-se de uma medida técnica, que se exprime sempre por um número inteiro de milímetros. Fig. 2 A tolerância, con£orme já se definiu em outra folha, é a diferença entre a cota máxima e a cota mínima. Vê-se, nas figs. 1 e 2, que a tolerância de uma ajustagem pode se situar ou inteiramente acima da cota nominal (linha "zero"), sendo então positiva; ou inteiramente abaixo, caso em que é negativa. Mas pode também se situar entre uma parte e outra, tendo os dois sinais (*). Define-se como jôgo máximo de uma ajustagem, a diferença (com o respectivo sinal), entre a cota máxima do furo e a cota minima do eixo. O jôgo minimo é a diferença (com o respectivo sinal ) k t r e a cota minima do furo e a cota máxima do eixo (fig. 4).
- 44. RETIFICADPJt Se o jôgo mínimo & positivo (+), tratase de uma ajustagenz com folga. Tem-se, ainda, com maior razão, uma ajustagem com folga quando o jôgo máximo é também positivo. Consideremos os casos contrários. Se o jogo máximo é negativo - e, com maior razão, o jôgo mínimo - trata-se de uma ajustagem com apêrto (fig. 5). EXEMPLO NUMÉRICO DE UMA AJUSTAGEM. INTERPRETACAO GRRFICA E NUMBRICA Tolerância para o furo: + 0,046 mm - O = 0,046 mm. Tolerância para o eixo: 0,015 mm- (- 0,044mm) = =I- 0,015 mml+ 0,044 mm = 0,059 mm. - (180,000 mm - 0,015 mm) = 180,000 179,985 mm = 0,015 mm. As diferenças, que definem as posições dos limites em relação à linha "zero", são as - - Diferença = Dmax - Cota Diferença = Dmin - Cota Diferença = Dmax - Cota Diferença = Dmin - Cota superior no furo = nom. = 0,046 mm inferior no furo = nom. = O mm superior no eixo = nom. = -0,015 mm inferior no furo = nom. = -0,044 mm. 175TADO DE ACABAMEWQ OU QUALIDADE DE FABRICASAO Êste fator e ~aracterizadc,pio maior ou menor valor da tolerância adotada. Quanto menor o valor da tolerância, mais precisa se torna a ajustagem entre eixo A tolerância varia com a cota nominal das peças: quanto maior a cota nominal tanto maior será o valor da tolerância. As tolerâncias se exprimem, como se viu nos exemplos dados, em milésimos de milímetros. Como é usual representar-se o milésimo de milímetro (chamados Micron) pela letra grega p (''mu"), pode-se exprimir a tolerância em números inteiros. Exemplo: 46 p (46 mícrons) = 0,046 mm. -QITESTZONARIO Interprete gràficarnente e calcule os elementos das seguintes ajustagens: 1) Furo 60 +V3O 2 ) Furo 6 + t012 3) Furo 10 + ,0psô
- 45. d-L; v RETIFICADORV F6LHA DE ~' FURO PADRPLO‘H E SEUS AJUSTES '" USUAIS INFORMAÇAO TECNOLóGICA . 21.3 TABELA DAS T O L E U N C I A S DE AJUSTAGEM DO FURO NORMAL "H?" COM OS EIXOS ESPECIFICADOS NA laaPAGINA A título de exemplo, está abaixo o quadro das tolerâncias de uso mais comum nas oficinas mecânicas, desde a cota nominal 1 mm até a cota nominal 500 mm. As tolerâncias estão indicadas em mícrons (milésimos de milímetros). QUESTIONARIO 1) Quando o sistema de tolerância ISO se denomina normal? 2) Quais são as equivalências de Dmin. e de Dmax. no sistema normal? 3) Faça os gráficos das ajustagens do furo calibrado iiormal "H" com OS eixos e, f, g, h, j, m e p. 4) Dê as características da ajustagem H7 com os seguintes eixos: e7 -f7 - g6 - h6 - j6 - m6 e p6. 151
- 46. . RETIFICADOR FURO PADRÃO "H" E SEUS AJUSTES USUAIS F6LHA DE INFORMAÇAO TECNOL6GICA 21-4 Estabelecido que o diâmetro mínimo do furo "H" É IGUAL à cota nominal, todos os demais elementos de ajustagem com eixos diversòs ficarão em funqão da posição "H" e o sistema de tolerância se denomina normal. Temos, então, no sistema normal: Dmin. de H-Cota nominal de H e, portanto, Dmax. de H-Cota nominal de H Tolerância. As figs. 1 e 2 dão a representação gráfica do sistema H nas ajustagens com 7 posições de eixos. + Fig. 2 EMC AJUSTAGEM e7 LIVRE RoTATIVA EMPR~GO Em Órgãos que permitem a j u s t a gem com ampla f o l g a . EXEMPLOS Eixos com d i v e r s o s s u p o r t e s , axticula~Ões. Peças r o t a t i v a s , mesmo velocidades elevadas. Eixos e mancais p r i n c i p a i s de maquinas, de c a i x a s de velocldade, de virabrequins. Hastes de v á l v u l a s , c o r r e d i ç a s , engrenagens de grande precisão* para DESLIZANTE JUSTA Peças que deslizam em g u i a s , sem g i r a r , o u r o t a t i v a s de grande precisao. 6rgãos montados a mão, com aux i l i o de l u b r i f i c a n t e f i e s a s em seu8 e i x o s , p i s t õ e s de f r e i o h i d r h l i c o . j6 LIGEIRAMENTE AüERENTE Peças f i x a s montadas ou desmont a d a s , com pancadas l e v e s . Enchave tamentos em geral. m 6 FORÇADO Peças montadas com pancadas foy t e s , p a r a boa fixação. Peças que devem s e r montadas com grande pressão. Engrenagens e p o l i a s , d i s c o s de acoplamento Coroas de bronze em engr nagenq m o s de. Podas de vagões. g6 h6 I DESLIZANTE p6 PBENSeo . . .
- 47. SCMBOLOS DAS FERRAMENTAS Alargadores cõnicos Broca de centrar Broca de guia Contra molde - Cossinete Tarraxa Desandador - 49- Compasso de ferreiro 4 Compas~o de centrar R Compasso de Contra pontas - estampo /9 c= l
- 48. I. ' ' SCMBOLOS DAS FERRAMENTAS Porca calibre Ferro de soldar Graminho Estampo para rebites Limas murças Limas bastardas Macete Macho Malho Mandril para brocas Verificador de ângulo Martelo Verificador d e cone morse 3 Q = Verificador de rosca € E Molde €7 i Morsa de Mandril - manivela Punção de mão bico @+ % 'i i' 'd Vazador Vazador Fresa chato escatel V SE
- 49. A morsa serve para fixar, por apêrto, a peça na qual o mecânico trabalha. A adaptação da peça na morsa e seu apêrto são feitos por meio de um dispositivo de parafuso e porca. A MORSA PARALELA É geralmente fabricada de aço fundido O tipo usual é o da figura 1. É assim ou de ferro fundido. As morsas que suportam chamada porque as faces internas das suas mandíbulas ficam sempre paralelas nos mo- . maior esforço são de aço forjado. vimentos de abrir e fechar. Fig. 1 - Morsa de bancada de base fixa. my Corto I r i i r i o r n l da = .,. I Fig. 3 Corte transversal. L Fig. 2 - Corte mostrando o dispositivo de movimento da mandibula. As figuras 2 e 3 mostram claramente como funciona o mecanismo de abertura e' fechamento das mandíbulas.
- 50. AJUSTADOR F6LHA DE INFORMAÇÃO TECNOLÓGICA MORSA DE BANCADA 212 I A figura 4 apresenta urna morsa paralela giratória. Sua base pode girar horizontalmente, por ser articulada sobre outra base fixa. Para apêrto ou desapêrto da peça, o manípulo deve ser sempre segurado nas condições indicadas na figura 4. Esta posição aproveita todo o comprimento do manípulo. Como a alavanca é maior, o mecânico terá que empregar menor esforço. O movimento, no sentido da seta, aperta a peça entre as mandíbulas. O movimento contrário desaperta a mesma. Fzg. 4 MORDENTES FIXOS As duas mandíbulas da morsa possuem, em geral, mordentes de aço carbono duro e temperado. Suas faces de apêrto são estriadas. Assim, se evita deslizamento da peça prêsa, em trabalhos que devam suportar choques ou grandes esforços. Exemplos: martelar, cortar, talhar. As figuras 5 e 6 mostram detalhes de mordentes aparafusados nas mandíbulas. MORDENrTES DE PROTEÇÃO Servem para proteger as faces já acabadas da peça e são adaptados conforme mostra a figura 7. Devem ser sempre de material mais macio que o da peça. A escolha do mordente depende do material da peça e do tipo de trabalho a executar. Há mordentes de cobre, chumbo, alumínio, madeira e couro. Na proteção de peças de aço e de ferro fundido, é comum o uso de mordentes de chapas de cobre dobradas sobre as mandíbulas. Fig. 5 cikova varo aparter r C*opafiW O. C I t O U I D I IIW muoartu ' Fig. 6 Fig. 7 QUESTIONARIO 1) Para que servem os mordentes fixos? De que material são feitos? Para que se usam mordentes de proteção? De que são feitos? Por que a morsa é chamada "morsa paralela"? Para que serve a morsa de bancada? Qual o critério para a escolha dos mordentes de proteção? 6) De que materiais são fabricadas as morsas de bancada? 7) Qual o mecanismo que permite apêrto ou desapêrto, na morsa? 8) Como se deve segurar o manípulo no apêrto ou desapêrto? Por quê? 2) 3) 4) 5) 34 MEC - 1965 - 15.000
- 51. AJ USTADOR F6LHA DE INFORMAÇAO TECNOLÓGICA LIXA A Lixa serve para o polimento das superfícies das peças, por meio de um material abrasivo. Apresenta-se, para o uso, sob as for- 41I 1 mas de fitas, folhas retangulares ou discos de pano ou de papel, nos quais está colada a substância abrasiva. CONSTITUIÇÃO DA LIXA A figura mostra, para maior clareza, um corte bem aumentado de uma lixa, segundo a direção transversal. Encontram-se três partes distintas: 1.O) A granulação abrasiva, constituída de inúmeros grãos duríssimos e de arestas vivas. São êstes grãos que, por atrito, arrancam minúsculas partículas da superfície da peça. que os grãos fiquem ligados uns aos outros e também ao fundo. É uma cola animal ou vegetal, ou uma resina sintética. 3.O) O fundo, de papel ou de pano, que constitui o suporte comum de toda a granulação abrasiva: 1) de papel tipo manilha ou de fibra de juta (lixas para madeira, couro e materiais macios); 2.O) O aglomerante ou aglutinante, ao qual é aplicada a granulação abrasiva, para 2) de pano (lixas para metais e lixas de fita ou esteira). 2nd0 1 w -T m rl * * O obrorlvor Aglomemnte GRANULAÇAO ABRASIVA DA LIXA Conforme as aplicagões, encontram-se, no comércio, lixas de abrasivos naturais (esmeril, "flint" e "garnet") e de abrasivos artificiais (siliciosos e aluminosos). 1) O Esmeril é um mineral constituído da mistura de óxidos de ferro e de alumínio. Dureza de a na de dureza de Mohs. ' 2) O "Flint" ou Pederneira é o abrasivo natural de menor eficiência. Dureza de 6,8 a 7 na escala de Mohs. 3) O "Garnet" ou Granada tem a dureza de 7,5 a 8 na -escala de Mohs. 4) O Carborundum e o Crystolon são as marcas comerciais dos abrasivos artificiais de carbonêto de silício mais usados. Dureza 9,6 na escala de Mohs. 5) O Durexite e o Alundum são as marcas mais comuns dos abrasivos artificiais de óxido de alumínio. Dureza 9,4 na escala de Mohs. ESCALAS DE GRANULAÇÃO Na fabricação, o abrasivo C moído em vários tamanhos e separado por peneiramento (grãos), ou por meio de deposição lenta das partículas na água (pós). A escala antiga de 'g-ranulagão adotava uma numeração arbitrária. Na escala moderna, há correspondência com os números das peneiras. Assim, a granulaçzo n.O 20 indica que os grãos passam nos orifícios de uma peneira de 20 orifícios por polegada linear, ou 1 MEC - 1965 - 15.000 seja, 400 orifícios (20 X 20) por polegada quadrada. As peneiras de malhas mais finas (peneiras de sêda) são as de n.O 240, isto é, com 57.600 orifícios por polegada quadrada (240 X X 240). Para pós mais finos, os números correspondem aos tempos que as partículas levam para se depositarem no fundo, sendo a profundidade determinada e a água de densidade também determinada. 185
- 52. FBLHA DE INFORMAÇÃO TECNOL6GICA LIXA AJUSTADOR 41 / 2 O quadro abaixo compara as escalas antigas e modernas. TIPOS DE GRANULAÇÃO SÍMBOLOS DAS ESCALAS ANTIGAS Pd 1210 ll/O lO/O 600 500 400 500 400 9/o 81° 710 610 360 320 280 240 220 320 280 240 220 180 150 120 180 150 120 1O 0 1O 0 8O 80 60 5o 60 5o 40 40 36 30 36 30 36 3O 24 20 24 20 16 12 24 20 16 12 MUITO FINA ESCALAS MODERNAS ESCALAS ANTIGAS ESMERIL "FLINT" 410 "GARNET" 280 240 220 2Io 110 I12 80 60 5O 3/8 210 I/o n I12 1 I12 1 MÉDIA 1112 2 1 112 2 112 2 2 112 2 2 112 MUITO GROSSA 40 112 GROSSA DUREXITE 100 1 s/o 2/O 110 FINA 510 4/O 310 180 150 120 CARBORUNDU~J 3 3 112 4 4 112 3 3 1 ) Para que serve a lixa? Quais são as suas partes constituintes? 2) Quais são os abrasivos naturais e quais os artificiais usados nas lixas? 3) Explique como é estabelecida a escala moderna de granula~ãodos abrasivos. -- - .-e .-.- ,c A, ",
- 53. AJUSTADOR LIMA (NOMENCLATURA - CLASSIFICAÇÃO CONSERVAÇÃO) A lima é uma ferramenta temperada, feita de aço carbono. Suas faces são estriadas ou picadas. Quando a lima é atritada contra FOLHA DE INFORMAÇÁO TECNOL6GICA 311 a superfície de um material mais macio, desgasta-o, arrancando pequenas partículas (Limalha). PARA QUE SERVE A LIMA Com a crescente utilização de máquinas na indústria, o uso da lima tem diminuído. É hoje usada sòmente em pequenos trabalhos de desbaste leve e acabamento, em peças prèviamente desbastadas em máquinas. Deve ser usada em pequenas espessuras de material a desgastar (cêrca de 0,2 a 0,3 do milímetro). É a ferramenta manual que o ajustador mecânico mais utiliza (fig. 1). Fig. 1 CLASSIFICAÇÃO Três fatores influem na classificação das limas: picado, seção (ou forma) e comprimento. PICADO Pode ser simples ou cruzado. Os dois podem apresentar estrias mais próxi- mas, mais afastadas ou em distâncias médias. Existem, assim, três tipos principais de lima, de cuja escolha depende o desbaste ou o acabamento (figs. 2 a 7). PICADO SIMPLES PICADO CRUZADO Fig. 2 - L i m a murça. Fig. 5 - L i m a mzlrça, Fig. 3 - L i m a bastardinha. Fig. 6 - L i m a bastardinha. Fig. 4 - L i m a bastarda. Fig. 7 - L i m a bastarda. Há ainda o picado grosa (fig. 8) que apresenta dentes isolados e não estrias. É usada em madeira e couro. Fig. 8 - L i m a grosa. MEC - 1965 - 15.000
- 54. I AJUSTADOR LIMA (NOMENCLATURA - CLASSIFICAÇÃO CONSERVAÇÃO) SE~ÃO FORMA - As figs. 9 a 16 inOU dicam os tipos mais usados. F6LHA DE INFORMAÇAO TECNOL~GICA 312 COMPRIMENTO É dado em polegadas e corresponde à medida do corpo (fig. 1). Fig. 9 - Lima paralela. Fig. 10 Fig. 11 - Lima de bordos redondos. Fig. 12 - Lima I chata. - Lima faca. - a Fig. 13 - Lima quadrada. Fig. 14 - Lima redonda. Fig. 15 - Lima meia-cana. Fig. 16 - Lima triangular. EXEMPLOS DE ESPECIFICAÇOES DE LIMAS " Lima paralela bastarda de 10", lima redonda muna de 6", lima faca bastarda de 4 , etc. LIMPEZA A limalha, prendendo-se entre as estrias do picado, prejudica o corte da lima. É necessário manter o picado sempre limpo: Usa-se, para isso, uma escova de fios de aço e, em certos casos, uma vareta de cobre de ponta achatada (fig. 17). Fig. 19 C;ONSERVA@O 1) Não coloque limas em contato, para que seus dentes não se choquem e não se estraguem. 2) Evite choques com a lima. 3) Proteja-a contra a oxidação (ferrugem). 4) Mantenha sempre a lima com cabo próprio. Engaste a espiga no cabo, com firmeza. QUESTIONARIO 1 - Para que serve a lima? Como a lima ataca a superficie da peça? 2 - De que material é fabricada a lima? 3 - Quais os cuidados a observar na conservação das limas? 4 - Quando é aconselhável o uso da lima? 5 - Dê quatro exemplos de especificações completas de limas. 6 - Quais os fatores da classificação das limas? Como se classificam?' 7 - Como são as faces da lima? 8 - Como se faz a limpeza do picado? MEC - 1965 - 15
- 55. LIMA (USOS - RECOMENDAÇÕES) AJUSTADOR O uso da lima apresenta certas particularidades. O seu conhecimento é indispen- FõLHA DE INFORMACÁO TECNOLÓGICA 1311 sável ao mecânico, para que faça melhor trabalho e obtenha maior rendimento. PRESSA0 SOBRE A LIMA Ao iniciar o golpe (fig. 1): a pressão da mão, no cabo, deve ser MENOR do que a pressão da mão, na ponta, isto é, Pl deve ser MENOR do que P2, porque a distância da pressão Pi à peça é maior. A medida que a lima avança, a pressão P2 deve ir decrescendo e a pressão Pi deve ir aumentando. Assim, no meio do golpe (fig. 2), Pi deve ser IGUAL a P2, porque as distâncias são iguais. No fim do golpe (fig. 3), PI deve ser do que P2, porque a distância de Pi à pesa é menor. .O movimento de volta da lima se faz ALIVIANDO-SE AS P R E S S ~ E S , pois. no retorno, NÃO SE DANDO O CORTE. deve-se evitar DESGASTE OU QUEBRA DOS DENTES. Nos casos mais cornuns de limar, o modo de segurar a lima deve ser'o indicado nas figuras 1 a 4. MAIOR Fig. 2 Fig. 1 Fig. 3 A moo dlrelta produz movimenta de Ida e volto O RECOMENDAÇOES SOBRE O USO DA LIMA 1) Não use lima mal engastada no cabo. Ajuste o cabo à espiga. 2) A colocação e a retirada devem ser feitas como indicam as figuras 5 e 6. 5 ) Não trabalhe com lima muito gasta ou com lima que tenha limalha agarrada ao picado. 4) Em superfície estreita, não use lima nova. MEC - 1965 - 15.000 Fig. 5 Fig. 6 71
- 56. - - AJUSTADOR I 1 LIMA (USOS - RECOMENDAÇõES) FOLHA DE INFORMAÇÃO TECNOLÓGICA 1312 L 1 I I Qualquer crosta de ferro fundido, ou de forja, ou oxidada (enferrujada), sòmente deve ser limada com lima bastarda que já tenha bastante uso. É aconselhável, às vêzes, eliminar essa crosta, raspando coni a ponta da lima. I 6) Para desbaste, use lima bastarda. Para acabamento, limas murças. convém, por que geralmente desliza sôbre o latão e oferece muita resistência ao movimento sôbre o cobre. 8) Não lime com rapidez nem vagarosamente; 60 golpes por minuto é boa média. 9) Não dê golpe de lima nem muito longo, nem muito curto. Use todo o comprimento útil da lima. 7) As limas murças usadas, que não sirvam para aço duro, são as melhores para limar latão e cobre. A lima bastarda não 10) Não lime continuamente. Controle o trabalho, nos intervalos. I 1 - Cite o maior número possível de recomendações sobre o uso da lima. I 2 - Qual a pressão maior, no início do golpe de lima: no cabo ou na ponta? 3 - Qual a pressão maior, no fim do golpe? E no meio do golpe? 1 4 - Por que se alivia a pressão, na volta da lima? 5 - Qual é a função da mão esquerda na operação de limar? E da mão direita? 6 - Como é feita a colocação da lima no cabo? E a retirada? 7 - Que se deve observar ao limar peças que tenham crosta de fundição ou de forja?
- 57. bJUSTAD'R LIMA (CORTE - PREPARO DA SUPERFICIE DA PEGA) FBLHA DE IMFORMAÇÁO TLCNOLÓGICA 401 1 A ação cortante da lima depende de três fatores: picado (tipo de' dente), qualidade do aço da lima e têmpera da parte picada. MODO DE AÇÃO DA LIMA SOBRE A SUPERFÍCIE DA PEGA A pressão sobre a lima deve ser feita durante a fase de ida (fig. 1). Na volta, aliviase essa pressão. Fig. 2 O picado da lima (a figura 2 mostra uma parte aumentada) é um conjunto de numerosos dentes de aço. Como recebem pressão e, além disso, são pontiagudos e mais duros que o material da peça, os dentes fazem inúmeros riscos na superfície que está sendo limada. É, assim, arrancada uma grande quantidade de pequenos cavacos (Limalha). Pouco a pouco, a superfície da peça vai sendo desgastada. Conforme o tipo da lima, o picado apresenta certa distância entre os dentes ou entalhes. Distâncias aproximadas, nos tipos usuais: C I - C *v t rinrttiaf Em lima bastarda - 1 milímetro Em lima bastardinha - 0,4 do milímetro - 0,2 do milímetro Em lima murça A qualidade do Aço da lima deve ser tal que produza eficiente desgaste do material a limar. Além disso, o próprio picado da lima deve resistir ao uso, o mais possível. Na fabricação das limas é empregado Aço carbono especial, cuja qualidade é bem controlada por análises e experiências. A têmpera da parte picada da lima é para o fim de endurecê-la, dando-lhe, pois, melhores condições de corte. ACABAMENTO DA SUPERFÍCIE DA PEGA A profundidade dos riscos feitos pelos dentes da lima é que determina o grau de acabamento da superfície da peça. A aspereza ou rugosidade causada pelos riscos será di- minuída pelo emprêgo de limas de picado mais fino e por uma técnica de trabalho mais eficiente (limagem a traços cruzados). I MUDANÇA DE LIMAS Partindo de superfície bruta, atinge-se gradualmente o acabamento fino, usando-se sucessivamente limas de picado mais fino. Para cada tipo de picado são aconselháveis os seguintes limites na espessura do material a desgastar na peça: - Para remover espessuras de O,3 mm até 0,2 mm Lima bastarda Lima bastardinha - Para remover espessuras de 0,2 mm até 0,l mm - Para remover espessuras abaixo de 0,l mm Lima murça I MEC .- 1965 - 15.000 I 183
- 58. --- - .. - r AJUSTADOR - LIMA (CORTE - PREPARO DA SUPERF~CIE DA PEÇA) F6LHA DE INFORMA AO TEcNoLJlC* 40/2 i Não se deve usar lima bastardinha ou lima murça senão depois do desbaste por lima bastarda, para que o trabalho não seja cansativo. LIMAGEM A TRAÇOS CRUZADOS Não se consegue bom acabamento, limando sempre na mesma direção. Convém limar a traços cruzados (figs. 3 e 4). O cruzamento em duas direções reduz a profundidade dos riscos da lima. Além disso, dá um controle visual do trabalho, pois os últimos riscos da lima se distinguem bem dos anteriores. CUIDADOS OBSERVAR, na limagem a A traços cruzados: a) A lima deve ser inclinada a 45O b) Em cada golpe, NO RETORNO DA LIMA, desloque-a lateralmente cêrca de metade da sua largura. . c) Dê uma passada, a 45O, de um extremo a outro da peça. d) Cruze a passada seguinte, a 45O, de um extremo a outro da peça, e assim sucessivamente. Aspecto L poça em duai asiador sucrssiuoz, 7 Fig. 4 Fig. 3 Fig. 5 QUESTIONARIO - Quais as distâncias aproximadas entre dentes das I'imas bastarda, bastardinha e murça? 2 - De que fatores depende a ação cortante da lima? 1 3 - Por que o picado da lima arranca cavacos (limalha) da peça? 4 - Quais os limites de espessura de material (a ser removido da peça) que aconselham os usos de limas bastarda, bastardinha ou murça? 5 - Qual o efeito da têmpera no picado? 6 - Quais os cuidados a observar, quando se lima a traços cruzados? 7 - Na operação de limar, quando se exerce pressão sobre a lima?
- 59. FOLHA DE INFORMACÃO TECNOLóGICA ARCO E LÂMINA DE SERRA AJUSTADOR A operação manual de serrar tem três finalidades: 1) cortar barras ou chapas metálicas em pedaços; 2) cortar segundo um contorno traçado prèviamente; 3) abrir fendas numa peça (com a finalidade, por exemplo, de apertar um parafuso por meio de chave 17 / 1 de fenda, engastar uma mola de lâmina, ou dar à peça certa elasticidade). Para serrar, o mecânico usa o ARCO DE SERRA, ao qual adapta uma LÂMINA DE SERRA ADEQUADA. Cabo de modeira Fig. 1 - Arco de serra do tipo ajustável (comum). DIworIfiva Os ajurtogem paro Itiminas 60 dnvsntrt comphient~ Fig. 2 - Arco de serra d o tipo ajustável (pouco usual). Cobo de matéria Fig. 3 - Arco de serra d o tipo ajustável, com cabo revdlver. ARCO DE SERRA I3 uma armação de aGo, provida de um cabo de madeira ou de plástico. Apresenta-se, geralmente, num dos tipos indicados nas figs. 1, 2 e 3. Nos arcos de serra ajustáveis ou reguláveis podem-se montar lâminas de 8", 10" e 12" (comprimentos comerciais). Em todos os modelos de arco de serra há um dispositivo, nos extremos, para girar a lâmina num ângulo de 90°. Torna-se, assim, serrar grande comprimentz como mostra a fig. 4. I Fig. 4