Control Theory Basics: Open vs Closed Loops, PID Controllers
•
3 recomendaciones•813 vistas

Three control loops are described: open loop control which takes action without feedback, closed loop control which measures process variables, compares to setpoints, and adjusts to correct deviations, and proportional control which adjusts the correcting element proportionally to the error. Key aspects of proportional, integral, and derivative control modes are also summarized. Proportional control responds directly to error, integral control eliminates offset through repeated proportional action, and derivative control improves response in slow processes by anticipating needed output changes.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (14)
Similar a Control Theory Basics: Open vs Closed Loops, PID Controllers
Similar a Control Theory Basics: Open vs Closed Loops, PID Controllers (20)
Más de Δημήτρης Αντωνιάδης
Último
Último (20)
Control Theory Basics: Open vs Closed Loops, PID Controllers
- 1. Chapter 6Chapter 6 BASIC CONTROL THEORY
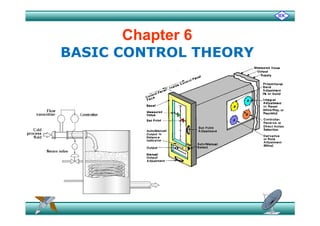
- 2. The Control Loop Control loops in the process controlprocess control industry work in the same way, requiring three tasks to occur: Measurement Comparison Adjustment
- 3. Open and Closed Control Loops An open control loop exists where the process variable is not compared, and action is taken not in response to feedback on the condition of the process variable, but is instead taken without regard to process variable conditions. Open loop control has no information or feedback about the measured value. The position of the correcting element is fixed. It is unable to compensate for any disturbances in the process.
- 4. A closed control loop exists where a process variable is measured, compared to a setpoint, and action is taken to correct any deviation from setpoint. In a closed loop control system the output of the measuring element is fed into the loop controller where it is compared with the set point An error signal is generated when the measuredthe set point. An error signal is generated when the measured value is not equal to the set point. Subsequently, the controller adjusts the position of the control valve until the measuredadjusts the position of the control valve until the measured value fed into the controller is equal to the set point. Closed loop control has information and feedback about the Closed loop control has information and feedback about the measured value. The position of the correcting element is variable The position of the correcting element is variable. It is able to compensate for any disturbances in the process.
- 6. COMPONENTS OF CONTROL LOOPS This section describes the instruments, technologies, and equipment used to develop and maintain process control loops. CControl Loop Equipment and Technology The basic elements of control as measurement, comparison, and adjustment. In practice, there are instruments and strategies toj p , g accomplish each of these essential tasks.
- 7. Signals: There are three kinds of signals that exist for the process findustry to transmit the process variable measurement from the instrument to a centralized control system. 1 Pne matic signal e ign l p od ed b h nging the i1. Pneumatic signal: are signals produced by changing the air pressure in a signal pipe in proportion to the measured change in a process variable. The common industry standard pneumatic signal range is 3–15 psig. 2. Analog signal: The most common standard electrical signal is the 4– 20 mA current signal. With this signal, a transmitter sends a small current through a set of wires. 3 Di i l i l di l l l h bi d i3. Digital signal: are discrete levels or values that are combined in specific ways to represent process variables and also carry other information, such as diagnostic information. The methodology used to, g gy combine the digital signals is referred to as protocol.
- 8. Controller Algorithmsg The actions of controllers can be divided into groups based upon the functions of theirgroups based upon the functions of their control mechanism. E h t f t ll h d t d Each type of controller has advantages and disadvantages and will meet the needs of diff t li tidifferent applications. The Controllers are grouped as:g p Discrete controllers (On/ Off) Continuous controllers Continuous controllers
- 9. Discrete controllers (ON/ OFF): These controllersDiscrete controllers (ON/ OFF): These controllers have only two modes or positions: on and off (two- step). This type of control doesn’t actually hold the variable at setpoint, but keeps the variable within proximity of setpoint in what is known as a dead zone. Two-step is the simplest of all the control modes. The Two step is the simplest of all the control modes. The output from the controller is either on or off with the controller's output changing from one extreme to the other regardless of the size of the error.g
- 11. Summary of "On" "Off" ControlSummary of On Off Control Two-position control can only be in one of two positions, either 0% 100% A it h i l f O /Off t l0% or 100%. A switch is an example of On/Off control. Advantages: » On/Off control makes "troubleshooting" very easy and requires only basic types of instruments. Disadvantages: Disadvantages: » The process oscillates. Th fi l t l l t ( ll t l l ) i l» The final control element (usually a control valve) is always opening and closing and this cause excessive wear. » There is no fixed operating point» There is no fixed operating point.
- 12. Discrete (On/ Off) Control Reaction CurveDiscrete (On/ Off) Control Reaction Curve
- 13. Continuous Control There are three basic control actions that are often applied to continuous control: 1. Proportional (P) 2. Integral (I) ( )3. Derivative (D) It is also necessary to consider these in combination such as P + I P + D P + I + Dcombination such as P + I, P + D, P + I + D. Although it is possible to combine the different actions, and all help to produce thedifferent actions, and all help to produce the required response, it is important to remember that both the integral and derivative actions are usually correctivederivative actions are usually corrective functions of a basic proportional control action.act o
- 15. Continuous Controllers Controllers automatically compare the value of the PV to the SP to determine if an error exists. If there is an error, the controller adjusts its output according toj p g the parameters that have been set in the controller.
- 16. Th t i t ti ll d t iThe tuning parameters essentially determine: How much correction should be made? The magnitude of the correction (change in controller output) is determined by the proportional mode of the controller.p p How long the correction should be applied? The duration fof the adjustment to the controller output is determined by the integral mode of the controller How fast should the correction be applied? The speed at which a correction is made is determined by the derivativewhich a correction is made is determined by the derivative mode of the controller.
- 17. Proportional Control (Mode) With proportional control, h l d d h h the correcting element is adjusted In proportion to the change in the measured value from the set point. The largest movement is made to the correcting element when the deviation between measured value and set point ist e de at o bet ee easu ed a ue a d set po t s greatest. Usually, the set point and measured value are equal when the output is midway of the controller output signal range.
- 20. Proportional Band (PB): The simplest and most common form of control action to be found on a controller is proportional. With this form of control the output from the controller is directly proportional to the input error signalfrom the controller is directly proportional to the input error signal, i.e. the larger the input error the larger the output response from the controller. Th t l i f th t t d d th f t th The actual size of the output depends on another factor, the controller's proportional band or gain (the controller's sensitivity). The setting for the proportional mode may be expressed as either: » Proportional Band (PB) is another way of representing the same information and answers this question: "What percentage of change of the controller input span will cause a 100%of change of the controller input span will cause a 100% change in controller output?“ PB = ∆ Input (% Span) For 100% ∆ Output. » Proportional Gain (Kc) answers the question: "What is the percentage change of the controller output relative to the percentage change in controller input?“ Proportional Gain ispercentage change in controller input? Proportional Gain is expressed as: Gain, (Kc) = ∆ Output% / ∆ Input %
- 21. Proportional Controller Equation:Proportional Controller Equation: Where, m = Controller output e = Error (difference between PV and SP)( ) Kp = Proportional gain b = Bias
- 22. Proportional band and gain Gain is just the inverse of PB multiplied by 100 or gain = 100/PB PB = 100/Gain Also recall that: Gain = 100% / PB Also recall that: Gain = 100% / PB Gain (Kc) = ∆ Output% / ∆ Input % PB= ∆ Input (%Span) For 100% ∆ Output
- 23. PB 100% = Gain 1 PB 200% = Gain 0.5 PB 50% = Gain 2 PB 150% = Gain 0.67
- 24. If the gain is set too high thereIf the gain is set too high, there will be oscillations as the PV t i tconverges on a new setpoint value: If the gain is set too low, the process response will be stable under steady- state conditions, but “sluggish” to changes in setpoint because the controller does not take aggressive enough action to cause quick changes in the process:
- 25. With proportional-only control, the only way to obtain fast-acting response to setpoint changes or “upsets” in the process is to set the gain constant high enough that some “overshoot” results:g g g
- 26. Summary of Proportional control With Proportional Control: ∆ Controller Output = (Change in Error)(Gain) Proportional Mode Responds only to a change in errorp p y g Proportional mode alone will not return the PV to SP. Stable control Suffers from offset due to load changes.g Narrow PB% Fast to respond, Large overshoot Large overshoot, Long settling time, Small offset Wide PB% Wide PB% Slow to respond, Quick to settle’ Large offset Large offset Proportional control used in process where load changes are small and the offset can be tolerated.
- 27. Integral Control (Mode)Integral Control (Mode) Integral Action Another component of error is the duration of the Another component of error is the duration of the error, i.e., how long has the error existed?. The controller output from the integral or reset mode is acontroller output from the integral or reset mode is a function of the duration of the error. I t l ti i d i j ti ith Integral action is used in conjunction with proportional action to eliminate offset problem lti f P t lresulting from P control. This is accomplished by repeating the action of the proportional mode as long as an error exists.
- 28. If we add an integral term to the controller equation, we get something that looks like this: Where: m = Controller Output (d ff b d )e = Error (difference between PV and SP) Kp = Proportional gainp τi = Integral time constant (minutes) t = Time b = Biasb = Bias
- 30. Integral Action Effect
- 31. Integral Saturation or Reset Wind-up
- 32. Summary of integral action (Reset) Integral (Reset) Summary - Output is a repeat of the Integral (Reset) Summary - Output is a repeat of the proportional action as long as error exists. The units are in terms of repeats per minute or minutes per repeat. Advantages - Eliminates error Advantages - Eliminates error Disadvantages: Makes the process less stable and take longer to settle down. Can suffer from integral saturation or wind-up on batch processes. Fast Reset (Large Repeats/Min., Small Min./Repeat)ast eset ( a ge epeats/ , S a / epeat) » High Gain » Fast Return to Setpoint » Possible Cycling» Possible Cycling Slow Reset (Small Repeats/Min., Large Min./Repeats) » Low Gain Sl R t t S t i t» Slow Return to Setpoint » Stable Loop P + I controller is used when offset must be eliminated automatically and integral saturation due to a sustained offset isautomatically and integral saturation due to a sustained offset is not a problem.
- 33. P+ I Controller Reaction at Optimum Settingsp g
- 34. Derivative Mode Wh D i ti M d ?Why Derivative Mode? Some large and/or slow process do not respond well to small changes in controller output. For example, a large liquid level process or a large thermal process (a heat exchanger) mayp g p ( g ) y react very slowly to a small change in controller output. To improve response, a large initial change in controller output mayimprove response, a large initial change in controller output may be applied. This action is the role of the derivative mode. The derivative action is initiated whenever there is a change in the rate of change of the error (the slope of the PV). The magnitude of the derivative action is determined by the setting of the derivative.
- 35. In operation, the controller first compares the current PV with the last value of the PV. If there is a change in the slope of the PV, the controller determines what its output would be at a future point in time (the future point in time is determined by the value of thetime (the future point in time is determined by the value of the derivative setting, in minutes). The derivative mode immediately increases the output by that amount.p y
- 37. Summary of Derivative action (Rate) Rate action is a function of the speed of change of the error. The units are minutes. The action is to apply an immediate response that is equal to the proportional plus reset action that would have occurredequal to the proportional plus reset action that would have occurred some number of minutes in the future. Advantages - Rapid output reduces the time that is required to return PV t SP i lPV to SP in slow process. Disadvantage - Has no effect on offset. Dramatically amplifies noisy signals; can cause cycling in fast processes.g ; y g p Large (Minutes): High Gain L O t t Ch Large Output Change Possible Cycling Small (Minutes): Low Gain Small Output Change Stable Loop
- 39. Proportional, PI, and PID Control By using all three control algorithms together process operators By using all three control algorithms together, process operators can: Achieve rapid response to major disturbances with derivative control Achieve rapid response to major disturbances with derivative control Hold the process near setpoint without major fluctuations with proportional control Eliminate offset with integral control Not every process requires a full PID control strategy. If a small ff h i h h i l loffset has no impact on the process, then proportional control alone may be sufficient.
- 40. P I and D Responses GraphedP, I, and D Responses Graphed A very helpful method for understanding the operation of proportional, integral, and derivative control terms is to analyze their respective responsesy p p to the same input conditions over time. The following graphs showing P I and D responsesThe following graphs showing P, I, and D responses for several different input conditions. In each graph, the controller is assumed to be direct acting (i e anthe controller is assumed to be direct-acting (i.e. an increase in process variable results in an increase in output)output).
- 41. Responses to a single step-change Proportional action directly mimics the shape of the input change (a step) Integralchange (a step). Integral action ramps at a rate proportional to the magnitude f h i Si hof the input step. Since the input step holds a constant value, the integral action ramps at a constant rate (a constant slope). Derivative action interprets the step asp p an infinite rate of change, and so generates a “spike” driving the output to saturationthe output to saturation. When combined into one PID output, the three actions produce this response:produce this response:
- 42. Responses to a momentary step-and-return Proportional action directly mimics the shape of the input change (an up-and-down step)up and down step). Integral action ramps at a rate proportional to the magnitude of the input step for as long as the PV isinput step, for as long as the PV is unequal to the SP. Once PV = SP again, integral action stops ramping d i l h ld th l t land simply holds the last value. Derivative action interprets both steps as infinite rates of change, and so generates a “spike” at the leading and at the trailing edges of the step.p Note how the leading (rising) edge causes derivative action to saturate high while the trailing (falling) edgehigh, while the trailing (falling) edge causes it to saturate low.
- 43. Responses to a ramp-and-hold Proportional action directly mimics the ramp-and-holdmimics the ramp and hold shape of the input. Integral action rampsIntegral action ramps slowly at first (when the error is small) but increases) ramping rate as error increases. When error t bili i t l tstabilizes, integral rate likewise stabilizes. Derivative action offsetsDerivative action offsets the output according to the input’s ramping rate.p p g
- 44. Summary of Control modes and responses
- 45. Controller Tuning Why Controllers Need Tuning?Why Controllers Need Tuning? Controllers are tuned to achieve two goals: h d kl» The system responds quickly to errors. » The system remains stable (PV does not oscillate around the SP)SP) Controller tuning is performed to adjust the manner in which a control valve (or other final control element) responds to aco t o a e (o ot e a co t o e e e t) espo ds to a change in error. In particular, we are interested in adjusting the controller’s modes (gain, Integral and derivative), such that a change in controller input will result in a change in controller output that will, in turn, cause sufficient change in valve position to, , g p eliminate error, but not so great a change as to cause instability or cycling.
- 46. Before you tune . . . The recommended considerations prior to making adjustments to th t i f l t llthe tuning of a loop controller: • Identifying operational needs (i.e. “How do the operators want the system to respond?”) • Identifying process and system hazards before manipulating theIdentifying process and system hazards before manipulating the loop • Identifying whether it is a tuning problem, a field instrument problem, and/or a design problem
- 47. PID tuning PID tuning procedure is a step-by-step approach leading directly to a set of numerical values to be used in a PIDdirectly to a set of numerical values to be used in a PID controller. A “ l d l ” i d i i l d i h hA “closed loop” tuning procedure is implemented with the controller in automatic mode: adjusting tuning parameters fto achieve an easily-defined result, then using those PID parameter values and information from a graph of the process variable over time to calculate new PID parameters.
- 48. Ziegler-Nichols Closed-Loop (“Ultimate Gain”)Ziegler Nichols Closed Loop ( Ultimate Gain ) The closed loop or ultimate method involves finding the point where the system becomes unstable and using this as a basis to calculate the optimumg p settings.
- 49. The following steps may be used to determine ultimateThe following steps may be used to determine ultimate PB and ultimate periodic time: 1. Switch the controller to Manual and set the proportional band to high value.g 2. Turn off all integral and derivative action. 3. Switch the controller to automatic and reduce the proportional band value to the point where the system becomes unstable and oscillates with constant amplitude. Sometimes a small step change is required to force the system into its unstable mode.g q y
- 50. Look for curve B that represents the continuous oscillation
- 51. 4 The proportional band that required causing4. The proportional band that required causing continuous oscillation is the ultimate value Bu. 5. The ultimate periodic time is Pu. 6. From these two values the optimum setting can be calculated as per the following procedures.calculated as per the following procedures.
- 52. Optimum setting calculationOptimum setting calculation For proportional action only » PB% = 2 Bu % Proportional + Integral Proportional Integral » PB% = 2.2 Bu % I t l ti ti P / 1 2 i t / t» Integral action time = Pu / 1.2 minutes/repeat Proportional + Integral + Derivativep g » PB%=1.67Bu » Integral action time = Pu / 2 minutes/repeat» Integral action time = Pu / 2 minutes/repeat » Derivative action = Pu / 8 minutes
- 54. CONTROL LOOPS CATEGORIES Control loops can be divided into two categories: Single variable loops andSingle variable loops, and Multi-variable loopsp
- 55. SINGLE LOOP CONTROL This is the simplest control loop involving just one controlled variable. The controller compares the signal from the sensor to the set point on the controller. If there is a difference, the controller sends a signal to the actuator of the valve, which in turn moves the valve to a new position. Single control loops provide the vast majority of control for heating systems and industrial processes. The common terms used for single control loops include: Feedback control. Feedback control. Feedforward
- 56. Feedback control Feedback control may be viewed as a sort of information “loop,” from the transmitter, to the controller, to the final control element, and through the process itself, back to the transmitter. Block diagram of feedback control looks like a loop:g p
- 57. Feedback Control loop measures a process variable d d h ll fand sends the measurement to a controller for comparison to setpoint. If the process variable is not at setpoint, control action is taken to return the processsetpoint, control action is taken to return the process variable to setpoint.
- 58. Feedback loops are commonly used in the process control industry. The advantage of feedback control is that it is a very simpleg y p technique that directly controls the desired process variable and compensates for all disturbances. Any disturbance affects the controlled variable, and once this variable deviates from set point, the controller changes its output in such a way as to return the variable to set pointreturn the variable to set point. The disadvantage of feedback control is that it can compensate for a disturbance only after the controlledcompensate for a disturbance only after the controlled variable has deviated from set point. That is, the disturbance must propagate through the entire process before thep p g g p feedback control scheme can initiate action to compensate for it.
- 59. Examples of feedback Control Loops
- 60. Feedforward Control Feedforward control addresses this weakness by taking a fundamentallyFeedforward control addresses this weakness by taking a fundamentally different approach, basing final control decisions on the states of load variables rather than the process variable. In other words, a feedforward control system monitors all the factors influencing a process and decides howcontrol system monitors all the factors influencing a process and decides how to compensate for these factors ahead of time before they have the opportunity to affect the process variable. If all loads are accurately measured, and the control algorithm realistic enough to predict process response for these known load values, the process variable does not even need to be measured at all:
- 61. Feedforward control is a control system that anticipates load disturbances and controls them before they can impact the process variable. In the figure the flow transmitter opens or closes a hot steam valve based on how much cold fluid passes through the flow sensor. An advantage of feedforward control is that error is prevented, rather than corrected. However, it is difficult to account for all possible load disturbances in a system through feedforward control. Factors such as outside temperature, buildup in pipes, consistency of raw materials, humidity, and moisture content can all become load disturbances and cannot always be effectively accounted for in a feedforward system.
- 63. Multi-Loop Control/ Multi-variable Loops Multivariable loops are control loops in which a primary controller controls one processa primary controller controls one process variable by sending signals to a controller of a different loop that impacts the process variabledifferent loop that impacts the process variable of the primary loop. Th f ll i t d lti l t l The following are termed as multiple control loops: - » Feedback plus feedforward » Cascade Control» Cascade Control » Ratio Control » Limit, Selector, and Override controls
- 64. Feedforward Plus Feedback Because of the difficulty of accounting for every possible load disturbance in a feedforward system, feedforward systems are often combined withy feedback systems. Controllers with summing functions are used in these combined systems to total the input from boththese combined systems to total the input from both the feedforward loop and the feedback loop, and send a unified signal to the final control element.
- 65. In the figure a feedforward-plus-feedback loop in which both a flow transmitter and a temperature transmitter provide information for controlling a hot steam valve.
- 67. Cascade Control Cascade control is a technique Where two independent variables need to be controlled withp one valve. Its purpose is to provide increased stability to Its purpose is to provide increased stability to par-ticularly complex process control problems. In cascade control the output from one controller In cascade control the output from one controller "called the MASTER" is the set point for another controller "commonly referred to as the SLAVE"controller commonly referred to as the SLAVE . The master will have an independent plant measurement Only the slave controller has anmeasurement. Only the slave controller has an output to the final control element.
- 72. The advantages:The advantages: » Variations of the process variable measurement by the master controller are corrected by the slavey control systems. » Speed of response of the master control loop isp p p increased. » Slave controller permits an exact manipulation of the flow of mass or energy by the master (to maintain the process variable, measured by the master controller within the normal operating limits)controller within the normal operating limits) Disadvantage: » However, cascade control is more costly. Thus, it is normally used when highly accurate control is required and where random process disturbances arerequired and where random process disturbances are expected.
- 73. Practical Consideration in Implementing Cascade Control A necessary step in implementing cascade control is to ensure the secondary (“slave”) controller is well-tuned before any attempt is made to tune the primary (“master”) controller.made to tune the primary ( master ) controller. The slave controller does not depend on good tuning in the master controller in order to control the slave loop.p If the master controller were placed in manual, the slave controller would simply control to a constant setpoint. However, the master controller most definitely depends on the slave controller being well- tuned in order to fulfill the master’s “expectations.” If the slave controller were placed in manual mode, the master controller would not be able to exert any control over its process variable whatsoever.variable whatsoever. Clearly then, the slave controller’s response is essential to the master controller being able to control its process variable, thereforeg p the slave controller must be the first one to tune.
- 74. Ratio Control Where the ratio of one flow rate to another is controlled for some desired outcome Many industrial processes alsosome desired outcome. Many industrial processes also require the precise mixing of two or more ingredients to produce a desired product. N t l d th i di t d t b i d iNot only do these ingredients need to be mixed in proper proportion, but it is usually desirable to have the total flow rate subject to arbitrary increases and decreases so production rate as a whole may be altered at willproduction rate as a whole may be altered at will.
- 75. A simple example of ratio control is in the production of i t h b li id t b i d ithpaint, where a base liquid must be mixed with one or more pigments to achieve a desired consistency and color.
- 76. All the human operator needs to do now is move thep one link to increase or decrease mixed paint production:
- 77. Mechanical link ratio- lcontrol systems are commonly used to manage simplemanage simple burners, proportioning the flow rates of fuel and air for clean, efficient combustion. A photograph of such a system appearsa system appears here, showing how the fuel gas valve and airg damper motions are coordinated by a i l t t tsingle rotary actuator.
- 78. A more automated approach to the general problem of ratio control involves the installation of a flow control loop on one ofcontrol involves the installation of a flow control loop on one of the lines, while keeping just a flow transmitter on the other line. The signal coming from the uncontrolled flow transmitter becomes the setpoint fo the flo cont ol loop The atio of pigment to basethe setpoint for the flow control loop: The ratio of pigment to base will be 1:1 (equal).
- 79. We may incorporate convenient ratio adjustment into this system by adding another component (or function block) to the control scheme: aadding another component (or function block) to the control scheme: a device called a signal multiplying relay (or alternatively, a ratio station). This device (or computer function) takes the flow signal from the base (wild) flow transmitter and multiplies it by some constant value (k)(wild) flow transmitter and multiplies it by some constant value (k) before sending the signal to the pigment (captive) flow controller as a set point, the ratio will be 1:1 when k = 1; the ratio will be 2:1 when k = 2 etc2, etc.
- 80. One way to achieve the proper ratio of hydrocarbon gas to steam flow is t i t ll l fl t l l f th t t t f dto install a normal flow control loop on one of these two reactant feed lines, then use that process variable (flow) signal as a setpoint to a flow controller installed on the other reactant feed line. This way, the second controller will maintain a proper balance of flow to proportionately matchcontroller will maintain a proper balance of flow to proportionately match the flow rate of the other reactant. An example P&ID is shown here, where the methane gas flow rate establishes the setpoint for steam flow control:control:
- 81. We could add another layer of sophistication to this ratio control system by installing a gas analyzer at the outlet of the reaction furnace designedby installing a gas analyzer at the outlet of the reaction furnace designed to measure the composition of the product stream. This analyzer’s signal could be used to adjust the value of k so the ratio of steam to methane would automatically vary to ensure optimum production quality even if thewould automatically vary to ensure optimum production quality even if the feedstock composition (i.e. percentage concentration of methane in the hydrocarbon gas input) changes:
- 82. A more common method of ratio control is using separate units t id th ti t I thi fi th t fto provide the ratio system. In this figure, the measurement of an uncontrolled flow transmitted to a ratio unit where it is multiplied by a ratio factor, and the output of the ratio unit becomes the set point of the secondary controller. The ratio unit normally has a manually adjusted scale to adjust the ratio between the two variablesthe ratio between the two variables.
- 83. Limit, Selector, and Override controls h f l l h f l lAnother category of control strategies involves the use of signal relays or function blocks with the ability to switch between different signal values, or re-direct signals to new pathways. Such functions are useful when weg p y need a control system to choose between multiple signals of differing value in order to make the best control decisions. The “building blocks” of such control strategies are special relays (or function blocks in a digital control system) shown here:
- 85. Limit Controls In the following example a cascade control system regulates theIn the following example, a cascade control system regulates the temperature of molten metal in a furnace, the output of the master (metal temperature) controller becoming the setpoint of the slave (air temperature) controller A high limit function limits the maximum valuetemperature) controller. A high limit function limits the maximum value this cascaded setpoint can attain, thereby protecting the refractory brick of the furnace from being exposed to excessive air temperatures:
- 86. This same control strategy could have been implemented using a low select function block rather than a high limit:
- 87. Selector Controls Selector control strategy is where we must select a process variable signal from multiple transmitters. For example, consider this chemical reactor, where the control system must throttle the flow of coolant to keep thewhere the control system must throttle the flow of coolant to keep the hottest measured temperature at setpoint, since the reaction happens to be exothermic (heat-releasing):
- 88. Another use of selector relays (or function blocks) is for the determination of a median process measurement This sort of strategy is often used onof a median process measurement. This sort of strategy is often used on triple-redundant measurement systems, where three transmitters are installed to measure the exact same process variable, providing a valid measurement even in the event of transmitter failuremeasurement even in the event of transmitter failure. The median select function may be implemented one of two ways using high- and low-select function blocks:high and low select function blocks:
- 89. Override Controls An “override” control strategy involves a selection between two or more controller output signals, where only one controller at a time gets the opportunity to exert control over a process. All other “de-selected” controllers are thus overridden by the selected controller. In process control systems it often becomes desirable to limit a process variable to some low or high value to avoid damage to process equipment or to the product. This is accomplished by override devices. As long as the variable is within the limits set by the override devices, normal f f h l h hfunctioning of the control system continues; when the set limits are exceeded, the override devices take d t i d tipredetermined actions.
- 90. Consider this water pumping system, where a water pump is d i b i bl d l t i t t d t fdriven by a variable-speed electric motor to draw water from a well and provide constant water pressure to a customer: A t ti l bl ith thi t i th iA potential problem with this system is the pump running “dry” if the water level in the well gets too low, as might happen during summer months when rainfall is low and customer demand is high.
- 91. One solution to this problem would be to install a level switch in th ll i t l l d h tti ff th l t i tthe well, sensing water level and shutting off the electric motor driving the pump if the water level ever gets too low:
- 92. We may create just such a control strategy by replacing the well water level switch with a level transmitter, connecting the level transmitter to a, g level controller, and using a low-select relay or function block to select the lowest-valued output between the pressure and level controllers. The level controller’s setpoint will be set at some low level above the acceptablep p limit for continuous pump operation:
- 93. Bear in mind that the concept of a low-level switch completely shutting off the pump is not an entirely bad idea. In fact, it might be prudent top p y , g p integrate such a “hard” shutdown control in the override control system, just in case something goes wrong with the level controller (e.g. an improperly adjusted setpoint or poor tuning) or the low-select function. With two layers of safety control for the pump, this system provides both a “soft constraint” providing moderated action and a “hard constraint” providing aggressive action to protect the pump from dry operation: