![[object Object],[object Object],[object Object],[object Object],[object Object],[object Object],[object Object],[object Object]](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Welding
Similar a Welding (20)
Último
Último (20)
Welding
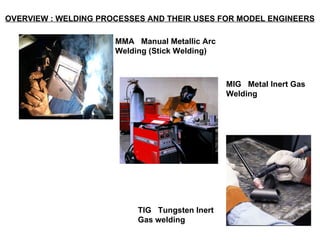
- 1. OVERVIEW : WELDING PROCESSES AND THEIR USES FOR MODEL ENGINEERS MMA Manual Metallic Arc Welding (Stick Welding) MIG Metal Inert Gas Welding TIG Tungsten Inert Gas welding
- 5. COMMON ELECTRIC ARC WELDING PROCESSES (Stick Welding) The operator can adjust the arc length manually Consequently the voltage will increase and the amperage will decrease Diagram shows the electrode provides a gaseous shield from the decomposition or the coating around the electrode arc and produces a slag covering on the hot weld deposit
- 6. AC verses DC current Heat in the work piece Heat in the electrode Straight polarity (ACEN) electrode negative Reverse polarity (ACEP) electrode positive Good for welding Stainless steel Deep penetration
- 8. DC Direct Current:- Arc is established at lower voltages (50/55volts) enabling easier arc striking and arc maintaining qualities (especially on thin sheet steels) DC+) Versatile for heavy and light gauge materials Excellent for out of position welding (Lower welding currents) Greater range of electrode types Voltage drop across the Arc adjustable by means of a field regulator DC current electrode ve+ Excellent for welding Carbon steels, Stainless Steel, Alloys, and dissimilar metals, DC current excellent for TIG (Tungsten Inert Gas) Welding almost all metals ve+ and ve- Mild steel, low alloys, Stainless steel, Copper and Copper alloys, Aluminum and Aluminum Alloys, Nickel and Nickel Alloys, Magnesium and Magnesium Alloys, Titanium, and others. Welding equipment very expensive compered to AC plant Voltage drop higher than AC on long cable distance work Arc Blow can disrupt the weld area caused by magnetic fields (especially troublesome when welding in corners the arc may stray or fluctuate in direction AC verses DC current
- 9. (Experimentation of the arc began in the early 1800's) Development of Covered Electrodes First electric weld British patent 1865 During the 1890's welding was accomplished using bare metal electrodes Welds produced where porous and brittle due to large absorption of oxygen and nitrogen from the atmosphere Observations of improvements were noticeable by using rusty electrodes or wrapping the rod with paper These improvements shielded the arc from the atmosphere to some degree In the early twentieth century the importance of shielding the arc from the atmosphere was recognized
- 12. CLASSIFICATION OF WELDING RODS (Selection Criteria) Type of Base Metal (Carbon Steel/ Stainless steel etc) Position of the Weld (All position/ flat etc) Available Equipment AC or DC :- For deepest penetration, use DC reverse polarity (Electrode Positive) For lower penetration and higher deposition rate, use DC straight polarity (Electrode Negative) For freedom of arc blow, use AC. Plate Thickness (Heavy gauge and lower gauge electrodes) Fit-Up (Gaps and poor Fits etc) Welding Costs (Dependent on quality)
- 13. IDENTIFICATION MARKING ON ELECTRODES Let’s take the first rod in the photo E6010
- 15. HEAT AFFECTED ZONE IN A WELD JOINT HEAT AFFECTED ZONE THE HEAT AFFECTED ZONE IS THE AREA OF THE WELD JOINT THAT DID NOT BECOME MOLTEN IN THE WELDING PROCESS THIS ZONE NOW BECOMES WEAK DUE TO THE CHANGE IN GRAIN STRUCTURE SOLIDIFIED WELD METAL HEAT AFFECTIVE ZONE UNAFFECTED BASE METAL
- 16. HEAT AFFECTED ZONE IN A WELD JOINT HEAT AFFECTED ZONE BASE METAL UNDER BEAD CRACKING CAUSED BY HYDROGEN BEARING COMPOUNDS (WATER& MINERALS) OR CHEMICALS PRESENT IN THE ELECTRODE COATING THE HYDROGEN IS CONVERTED INTO ATOMIC HYDROGEN INISHIATED BY THE HEAT OF THE ARC 4000°C TREMENDAS PRESSURE IS DEVELOPED WHICH OPENS CRACK DEFECTS IN THE HEAT AFFECTED ZONE WELD METAL HYDROGEN INDUCED CRACKS