
Recomendados
Más contenido relacionado
Más de Johnson Gmail
Más de Johnson Gmail (20)
C pk
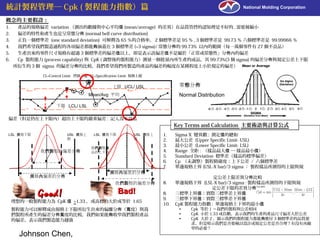
- 1. Johnson Chen, National Molding Corporation統計製程管理─ Cpk ( 製程能力指數)篇 概念的主要假設: 1. 產品的規格偏差 variation (測出的數據與中心平均值 (mean/average) 的差異)在品質管控的認知裡是不好的 , 需要被縮小 2. 偏差的特性和產生也是呈常態分佈 (normal bell curve distribution) 3. 正負一個標準差 (one standard deviation) 可解釋為 65 %的合格率, 2 個標準差是 95 % , 3 個標準差是 99.73 % 六個標準差是 99.99966 % 4. 我們希望我們製造過程的各項偏差都能 涵蓋在夠 3 個標準差 (+3 sigma)/ 常態分 的佈 99.73% 以內的範圍(每一萬個零件有 27 個不良品) 5. 生產出來的零件尺寸規格有超過 3 個標準差的偏差 以上,即是表示該偏差 不是屬於「正常或常態性」分 內的偏差值 值 佈 6. Cp 製程能力 (process capability) 與 CpK ( 調整後的製程能力)測量一個批量內所生產的成品,其 99.73%(3 個 sigma) 的偏差分 與規定公差上下限佈 所衍生的 3 個 sigma 的偏差分 的比較,我們希望我們所製造的產品的偏差的幅度在某種程度上小於規定的偏差)佈 CL=Control Limit 控制上限 SL=Specification Limit 規格上限 偏差(但是仍在上下限內)超出上下限的嚴重偏差 : 記入為不良品 Mean/Avg 平均 上限 UCL/ USL 下限 LCL/ LSL 理想的一般製程能力為 CpK 值 >1.33 ,或高標的大於或等於 1.65 製程能力可以解釋成由規格上下限所衍生出來的偏離分 ( 度)與我佈 寬 們製程所產生的偏差分 度的比較,我們如果能 收窄我們製程產品佈寬 夠 的偏差,表示我們製造能力越強 USL 格上規 限 LSL 格下限規 格 偏差的分規 內 佈 我 程的偏差分們製 佈 USL 格上規 限 LSL 格下限規 格 偏差的分規 內 佈 我 程的偏差分們製 佈 我 程們製 產 品的上下限 Good!Good! Bad!Bad! 常 分態 佈 Normal Distribution Key Terms and Calculation 主要術語與計算公式Key Terms and Calculation 主要術語與計算公式 1. Sigma X 變異數 : 測定 的總和值 2. 最大公差 (Upper Specific Limit- USL) 3. 最小公差 (Lower Specific Limit- LSL) 4. Range 全距 : (樣品最大 ─ 樣品最小 )值 值 5. Standard Deviation 標準差(樣品的標準偏差) 6. Cp (未調整)製程精確度:上下公差 / 六個標準差 7. 單邊規格上界 (USL-X bar)/3 sigma : 製程樣品所測得的上限與規 定公差上限差異分 比較佈 8. 單邊規格下界 (LSL-X bar)/3 sigma : 製程樣品所測得的下限與規 定公差下限的差異分 比較佈 8. 三標準上界 :實際三標準差上界值 值 9. 三標準下界 :實際三標準差下界值 值 10. CpK 製程能力指數 : 單邊規格上下界的最小值 • Cpk 等於 1 =我們的製程與公差相同 • CpK 小於 1.33 或負數,表示我們的生產的產品尺寸偏差大於公差 • CpK 大於 2 ,顯示我們的製程能力都能 應付夠 3 個標準差的品質要 求,但是暗示我們是否要檢討設計或規定公差是否合理?有沒有再縮 窄的必要 ?