
Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
Similar a Asset Management article
Similar a Asset Management article (20)
Asset Management article
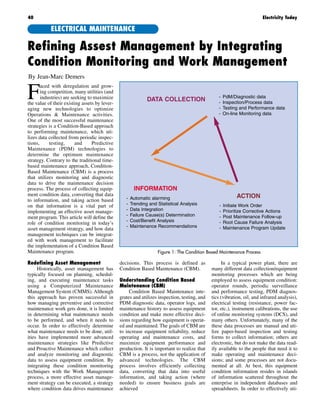
- 1. F aced with deregulation and grow- ing competition, many utilities (and industries) are seeking to maximize the value of their existing assets by lever- aging new technologies to optimize Operations & Maintenance activities. One of the most successful maintenance strategies is a Condition-Based approach to performing maintenance, which uti- lizes data collected from periodic inspec- tions, testing, and Predictive Maintenance (PDM) technologies to determine the optimum maintenance strategy. Contrary to the traditional time- based maintenance approach, Condition- Based Maintenance (CBM) is a process that utilizes monitoring and diagnostic data to drive the maintenance decision process. The process of collecting equip- ment condition data, converting that data to information, and taking action based on that information is a vital part of implementing an effective asset manage- ment program. This article will define the role of condition monitoring in today’s asset management strategy, and how data management techniques can be integrat- ed with work management to facilitate the implementation of a Condition Based Maintenance program. Redefining Asset Management Historically, asset management has typically focused on planning, schedul- ing, and executing maintenance tasks using a Computerized Maintenance Management System (CMMS). Although this approach has proven successful in how managing preventive and corrective maintenance work gets done, it is limited in determining what maintenance needs to be performed, and when it needs to occur. In order to effectively determine what maintenance needs to be done, util- ities have implemented more advanced maintenance strategies like Predictive and Proactive Maintenance which collect and analyze monitoring and diagnostic data to assess equipment condition. By integrating these condition monitoring techniques with the Work Management process, a more effective asset manage- ment strategy can be executed, a strategy where condition data drives maintenance decisions. This process is defined as Condition Based Maintenance (CBM). Understanding Condition Based Maintenance (CBM) Condition Based Maintenance inte- grates and utilizes inspection, testing, and PDM diagnostic data, operator logs, and maintenance history to assess equipment condition and make more effective deci- sions regarding how equipment is operat- ed and maintained. The goals of CBM are to increase equipment reliability, reduce operating and maintenance costs, and maximize equipment performance and production. It is important to realize that CBM is a process, not the application of advanced technologies. The CBM process involves efficiently collecting data, converting that data into useful information, and taking action (where needed) to ensure business goals are achieved In a typical power plant, there are many different data collection/equipment monitoring processes which are being employed to assess equipment condition: operator rounds, periodic surveillance and performance testing, PDM diagnos- tics (vibration, oil, and infrared analysis), electrical testing (resistance, power fac- tor, etc.), instrument calibrations, the use of online monitoring systems (DCS), and many others. Unfortunately, many of the these data processes are manual and uti- lize paper-based inspection and testing forms to collect information; others are electronic, but do not make the data read- ily available to the people that need it to make operating and maintenance deci- sions; and some processes are not docu- mented at all. At best, this equipment condition information resides in islands of information scattered throughout the enterprise in independent databases and spreadsheets. In order to effectively uti- 40 Electricity Today Refining Assest Management by Integrating Condition Monitoring and Work Management By Jean-Marc Demers ELECTRICAL MAINTENANCE Figure 1: The Condition Based Maintenance Process DATA COLLECTION - PdM/Diagnostic data - Inspection/Process data - Testing and Performance data - On-line Monitoring data INFORMATION - Automatic alarming - Trending and Statistical Analysis - Data Integration - Failure Cause(s) Determination - Cost/Benefit Analysis - Maintenance Recommendations ACTION - Initiate Work Order - Prioritize Corrective Actions - Post Maintenance Follow-up - Root Cause Failure Analysis - Maintenance Program Update
- 2. lize this data to determine maintenance needs, these data sources need to be inte- grated in a central data warehouse, with standardized business processes for man- aging the data and ensuring this informa- tion is integrated into the work manage- ment process. Data Management vs. Work Management Work Management Systems (CMMS) have been utilized for years in the utility industry. These systems focus on the effective planning, scheduling, and executing of work orders to perform Preventive and Corrective Maintenance activities. They track labor hours, parts, purchasing information, maintenance costs, the results of maintenance activi- ties, and other work management infor- mation. Inherent in these work manage- ment systems are business rules and processes to effectively execute how maintenance is performed. In contrast, Data Management Systems collect, analyze, trend, and man- age Condition Monitoring data including process data (pressures, temperatures, flow), inspection and log data, testing data (resistance readings, calibration data, performance data), and PDM diag- nostic data (vibration, oil analysis, infrared thermography, ultrasonic). Data Management Systems rely on data min- ing tools like statistical analysis, data integration techniques, and advanced analysis tools to take raw data and con- vert it into useful information. They also have the capability to automatically noti- fy personnel when certain conditions exist, and allow plant personnel to docu- ment analysis results and decisions made regarding actions taken. Essentially, Data Management Systems are designed to assess and man- age equipment condition and determine what maintenance is required and when. In a CBM environment, the Data Management System is a front-end sys- tem that drives the Work Management System; a process where data drives deci- sions; a process where work orders are triggered based on condition data (see Figure 2). By integrating the data man- agement process with the work manage- ment process, an improved asset manage- ment strategy can be implemented; a strategy that supports the CBM process. Automating the CBM Process There are many different monitoring and diagnostic activities that are typical- ly performed in a power plant to assess equipment condition. Many of these processes are manual, where the condi- tion data is recorded on hardcopy inspec- tion sheets. For example, most utilities have operator rounds that collect process variables from existing field instrumenta- tion, check oil levels, and test the opera- tion of equipment. Typically, operators either utilize paper inspection sheets to record the data/results of their rounds, or they do not record the data at all. Other work groups perform periodic testing of equipment like ‘meggering’ motors, uti- lizing preconfigured forms to record the actual test results. In some cases, the CMMS system may be used to document labor hours and the overall results of the inspection or test, but the actual testing data is usually stored on hardcopy inspection/testing forms. In both of these cases, the condition data is typically filed away, rarely to be used again for trend- ing, analysis, or comparison with other condition monitoring information. One technology which has proven effective in automating these processes and maximizing the utilization of this data is the use of Automated Data Collection (ADC) techniques. ADC uses mobile data collection devices to perform periodic inspections and testing, elec- tronically recording the condition moni- toring data in the field at the point of col- lection. Once data is collected in the field, it can be uploaded into the central Data Management System for alarming, trend- ing, analysis, and integration with other condition monitoring data. The use of bar-coding technology can also be used to streamline the data collection process and eliminate the need for plant person- nel to manually type in descriptive com- ments when problems are identified in the field. The benefits of utilizing the ADC technology can be significant: increases in productivity of 10-15%, reduced data errors, improved data accu- racy and integrity, and an increased uti- lization of data for maintenance deci- sions. Of course, the use of ADC tech- niques alone does not result in an effec- tive CBM process; it only helps to streamline the first step of the process, that being efficient data collection. Once the data is obtained electronically, analy- sis and data mining tools are required to make information out of the raw data. One key requirement for effective data analysis is the ability to notify plant per- sonnel when adverse conditions exist. In a typical CBM program, there are literal- ly millions of data points that may be col- Issue 3, 2002 41 Continued on page 42 Multi Function Power Transducers 149 Main St. • Stanhope, New Jersey 07874 Phone (973) 448-9400 Fax (973) 448-1674 Power Measurement Specialists 1-800-523-9194 PC&S 46FUNCTIONS M550 PowerCom 1 phase or 3 phase multifunction power transducer. All measurements available through the RS485 port. Fully programmable through the RS485 port. M560 PowerSig 1 phase or 3 phase multifunction power transducer. All measurements programmable to the 3 analog outputs. Fully programmable with the optional RS485 port. All measurements available through the RS485 port. to 1 SAVE SPACE SAVE TIME SAVE MONEY PC&S Canada (780)962-0557
- 3. 42 Electricity Today Integrating Data Management with Work Management Condition Based Maintenance is a process of collecting data, converting that data into useful information, and taking action based on the information. In order to effectively implement a CBM strategy, the Data Management process must be integrated with the Work Management process, to create the Data- to-Information-to-Action model. Ultimately, these two processes can be tied together, so that work orders can be triggered based on the analysis results of the condition data. For example, assume an operator records a bearing temperature that exceeds some pre- determined alarm limit during his nor- mal equipment inspection. At the initiat- ing stage, this data point is essentially an “unanalyzed” alarm condition; it is data, not information. In order to effectively analyze this condition and determine what action (if any) is required, plant personnel may: 1. Analyze data trends and statistical parameters; 2. Review other open issues or alarms that may exist on the equipment (from other monitoring and diag- nostic activities); 3. Review equipment fault history records (alarm history, maintenance history); 4. Compare data from the equipment in alarm to a similar piece of equip- ment (i.e. same manufacturer, same application); 5. Perform cost benefit analysis to assess financial/risk factors associ- ated with various action scenarios. Because the analysis process is very complex and many factors must be con- sidered before making a sound decision regarding what actions are required, it is not recommended that work orders be automatically triggered in the CMMS before this analysis is performed. In a data intensive CBM environment, the CMMS system would be inundated with work orders for basic alarm conditions that may or may not actually require maintenance action. This would obvi- ously have a negative effect on many of the key performance indicators (i.e. CM backlog, CM/PM ratios) used to track work management effectiveness. Instead, the data management process should be linked with the work process such that work orders are only triggered after the condition has been adequately analyzed. In cases where the analysis of con- dition data indicates maintenance action information. Using this approach, plant personnel do not have to review all of the data to identify degraded trends or con- ditions. The system will automatically analyze the data and notify them via email or paging when certain conditions exist. This automated analysis capability minimizes human intervention and helps focus resources on the problems that really require investigation. Less time is spent trying to find potential problems, and more time is spent resolving the issues that warrant attention. lected every year to assess equipment condition. Most utilities do not have the resources required to review all of this data and find potential problems. Thus an automated alarming and notification strategy is required to “identify and push” potential problems to the people that need to know. Using advanced tools like statistical analysis, multi-point cross trending, threshold alarming, and knowledge-based decision rules, helps take the data and convert it into useful Continued from page 41 K-LINE GROUP 50 Passmore Avenue, Scarborough, Ontario, Canada, M1V 4T1 Head Office: Tel: (416) 292-1191 Fax: (416) 292-3668 http://www.k-Line.ca OOVERHEAD LINEVERHEAD LINE DIVISIONDIVISION Design, Procurement, Construction and Maintenance of Overhead Lines and Specialized Power Services. Contact: RON HALDANE Tel: (905) 640-2002 ext. 234 Fax: (905) 640-8887 E-mail: rhaldane@k-line.ca K-TEK ELECTRK-TEK ELECTRO-SERO-SERVICESVICES DIVISIONDIVISION Engineering, Testing and Commissioning of Substations, Sales & Testing of Lineman’s PPE, and Temporary Power. Contact: KEN RAMNARINE Tel: (905) 640-0660 ext. 242 Fax: (905) 640-8566 E-mail: kramnarine@k-line.ca SUBSTSUBSTAATIONS DIVITIONS DIVI-- SIONSION Design, Procurement, Construction and Maintenance of Substations up to 230 kV Contact: CHUCK MOSSMAN Tel: (905) 640-2002 ext. 232 Fax: (905) 640-8563 Visit us at the CUEE show May 14th & 15th, 2002 Booths 902 and BB (Outdoor)
- 4. Issue 3, 2002 43 is required, work orders can be triggered automatically by passing critical data/information from the data manage- ment system to the CMMS. Once the work order is initiated, the work manage- ment process typically takes over; the work order is planned, scheduled, and executed as part of the normal work managementlCMMS process. Once the maintenance is performed and the work order is closed, information from the CMMS (i.e. what maintenance was per- formed) can be transferred back to the Data Management system. Internet Utilization for Asset Management The emergence of the Internet tech- nology has opened up new methods for utilizing and sharing information within the utility and industries alike. Today, using Internet-based applications, plants can share reliability and diagnostic infor- mation, network plant resources, com- municate experiences and knowledge, and maximize the utilization of informa- tion throughout the enterprise. In some utilities, corporate resources have actual- ly been consolidated into central “diag- nostic” teams that provide technical analysis and decision support for multi- ple plants in a given geographic region. Internet technology has also opened up new deployment models for business applications, which has significantly lowered the total cost of ownership for these highly advanced information sys- tems; systems that are the backbone of today’s business infrastructure. The emergence of Application Service Providers (ASP) has provided utilities with low-cost methods for utiliz- ing advanced technology without having to make a significant investment in upgrading their infrastructure. ASP’s essentially “rent” their applications to utility customers and use the Internet to deploy it. No hardware, software, or IT support is required at the utility level, which significantly lowers the cost of deployment. Access to the system and all of the information it manages, is obtained anytime, from anywhere, using a standard Internet browser. Under an ASP model, this requires a minimal monthly fee for application hosting and data warehousing. Best of all, the application can be deployed with- in a couple of weeks, not a couple of years like traditional client/servers appli- cations. In the CBM environment, the ASP model allows utilities to integrate their plants and share condition monitoring information and maintenance experi- ences, to help achieve operational and maintenance excellence. Conclusion As deregulation and increased com- petition drives utilities and industries to become more performing, business processes must be critically evaluated to identify the value-added components that help the organization succeed. Condition Based Maintenance is a proven process that utilizes monitoring and diagnostic data to optimize mainte- nance, and improve the operational effectiveness of plant assets. The process of collecting data, converting it into use- ful information, and taking actions based on the information, is the foundation of the CBM approach. When implemented effectively, sig- nificant benefits can be realized from CBM: - Reduced O&M Costs - Increased Equipment Reliability Continued on page 44 Full Line wire & cable poles towers & accessories insulators line & switch gear protection devices hardware safety supplies installation equipment tools testers Utility Distributor Transmission Distribution Substation Safety Utility Products Division of Over 50 Branch Locations N.W. Ontario • Manitoba Saskatchewan Yukon • NWT Alberta • British Columbia Chile • Argentina • Peru Utility Division 403.236.2182 www.eecol.com EECOL has it all! Employee Owned – Serving The World EECOL ELECTRIC
- 5. - Improved Process for Work Identification - Optimization of Maintenance Tasks - Reduced Failures - Increased Utilization of Data It is important to understand that CBM is a process; a process that involves developing new business rules, imple- menting new technologies, and manag- ing organizational change. As a result, it is not something that is implemented once. It is a continuous process of improvement; a living pro- gram that never ends. Jean-Marc Demers is with ABB Inc. He can be reached at jean- marc.m.demers@ca.abb.com ET 44 Electricity Today Data Analysis & Integration Information Data Management (WebView 2000) Risk Management (Calpos MAIN) Work Management (MAXIMO) Financial Management (SAP) Planning Scheduling Parts/ Inventory Labour Tracking Applied RCM Risk Analysis Financial Analysis Action OLM On-Line Data e-Rounds Inspection Data PDM Diagnostic Data Work status and cost information Work order triggers based on Condition Data Figure 2: Data Management vs. Work Management Continued from page 43