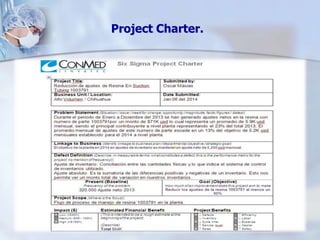
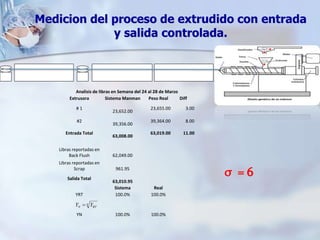
Este documento describe un proyecto de mejora continua para reducir los ajustes en el área de tubería de succión en ConMed Chihuahua. El equipo analizó el proceso de extrusión, realizó mediciones, identificó causas principales y propuso soluciones. Determinaron que la variación en el peso de los gaylords y los gaylords parciales son las principales causas de ajustes. El proceso actual opera a un nivel de sigma de 3 y las mejoras podrían elevarlo a 5.






















































![AKANDE AKINLABI resume [NIG]](https://cdn.slidesharecdn.com/ss_thumbnails/e5cd1cc7-a8eb-4b8a-8c30-ada968c0d6eb-160129190409-thumbnail.jpg?width=640&height=640&fit=bounds)













