Galvanoplastia: Proceso de recubrimiento metálico
•Descargar como DOCX, PDF•
0 recomendaciones•2,863 vistas


Recomendados
Más contenido relacionado
Destacado
Destacado (20)
Similar a Galvanoplastia: Proceso de recubrimiento metálico
Similar a Galvanoplastia: Proceso de recubrimiento metálico (20)
Galvanoplastia: Proceso de recubrimiento metálico
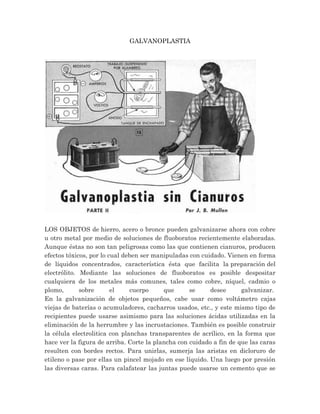
- 1. GALVANOPLASTIA LOS OBJETOS de hierro, acero o bronce pueden galvanizarse ahora con cobre u otro metal por medio de soluciones de fluoboratos recientemente elaboradas. Aunque éstas no son tan peligrosas como las que contienen cianuros, producen efectos tóxicos, por lo cual deben ser manipuladas con cuidado. Vienen en forma de líquidos concentrados, característica ésta que facilita la preparación del electrólito. Mediante las soluciones de fluoboratos es posible despositar cualquiera de los metales más comunes, tales como cobre, níquel, cadmio o plomo, sobre el cuerpo que se desee galvanizar. En la galvanización de objetos pequeños, cabe usar como voltámetro cajas viejas de baterías o acumuladores, cacharros usados, etc., y este mismo tipo de recipientes puede usarse asimismo para las soluciones ácidas utilizadas en la eliminación de la herrumbre y las incrustaciones. También es posible construir la célula electrolitica con planchas transparentes de acrílico, en la forma que hace ver la figura de arriba. Corte la plancha con cuidado a fin de que las caras resulten con bordes rectos. Para unirlas, sumerja las aristas en dicloruro de etileno o pase por ellas un pincel mojado en ese líquido. Una luego por presión las diversas caras. Para calafatear las juntas puede usarse un cemento que se
- 2. fabrica disolviendo trozos de plástico en dicloruro de etileno. Como fuente de energía eléctrica se utiliza un acumulador. La corriente se regula por medio de un reóstato. Se intercalan también en el circuito un voltímetro (de 10 amperios de alcance) y un interruptor. En la figura 1 se representa esquemáticamente el circuito de galvanización. Para sostener la pieza que se va a galvanizar y los ánodos (éstos son dos planchas metálicas que van conectadas al borne positivo del acumulador y que suministran el metal para galvanizar) se emplean barras cilíndricas de cobre o latón como la que se representa en el detalle superior izquierdo de la figura 1. Con algunas soluciones será necesario asimismo utilizar un baño de María, figura 2, y también se necesitará un termómetro para conocer la temperatura del electrólito.
- 3. Las soluciones para galvanizar pueden mantenerse a temperatura constante por medio de un baño de MaríaLa limpieza preliminar, que se hace con una solución caliente, es muy importante para la galvanización Preparación de la Superficie El éxito de la galvanización depende en gran parte del estado de pulimento de la superficie metálica. A menos que ésta esté cubierta de una gruesa capa de grasa, se comienza su preparación frotándola con una solución caliente, que se hace disolviendo en un ga1ón de agua media libra de carbonato de sodio (sosa de lavar), o de fosfato trisódico,y 4 cucharadas de compuesto para lavar, figura 3. Después de esto, se enjuaga el objeto, primeramente en una solución de jabón (o de detergente sintético) y luego en el chorro de un grifo de agua caliente.Las capas gruesas de grasa han de quitarse con tetracloruro de carbono antes del lavado descrito en las líneas anteriores. Debido a los Vapores tóxicos que se desprenden, esta operación debe efectuarse el aire libre, figura 4. Para quitar la herrumbre del hierro o acero, se emplea un baño químico, que se hace agregando media pinta de ácido sulfúrico a medio galón de agua. Vierta lentamente el ácido en el agua, y mezcle la solución. Prepare ésta en un recipiente de loza de barro. Sumerja el objeto en el baño, figura 5, y déjelo allí todo el tiempo que sea necesario para que se desprenda la herrumbre por completo. Enjuáguelo luego cuidadosamente, primero con agua caliente y después con fría, figura 9. Las soluciones ácidas corroen los metales y objetos de porcelana, y destruyen las ropas y la piel. Use guantes de goma, y cuide que
- 4. el liquido no salpique. Para eliminar la corrosión del latón y del cobre, se prepara una solución especial mezclando una libra de ácido nítrico con un cuarto de ga1ón de agua, añadiendo luego, en primer término, 1/4 de onza de ácido clorhídrico (o una cucharadita de sal común) y luego, lentamente, 2 libras de ácido sulfúrico. Prepare la mezcla en un recipiente de loza de barro, y déjela enfriar antes de usarla. Utilice esta solución en un lugar donde haya buena ventilación. El latón y el cobre se sumergen en la solución por sólo unos pocos segundos, hecho lo cual se enjuagan inmediatamente en agua fría. La grasa y suciedad se sacan con solventes incombustible, y al aire libre, debido a los vapores tóxicosSi se desea que la pieza galvanizada tenga un acabado brillante, por lo general será necesario pulirla. Cuando los objetos están relativamente limpios, es posible pulirlos antes de limpiarlos; de no estar limpios, habrá que efectuar primero la limpieza y después el pulimento. Para esta operación se usan óxido de aluminio (No.80 para acabado grueso, y No.220 para acabado fino), trípoli, cal y rojo de pulir. Se comienza con el óxido de aluminio, reservando los dos últimos abrasivos para mejorar el lustre (colorido). Para obtener un lustre mediano, emplee la rueda bruñidora de algodón, y use la rueda floja si desea un lustre más acabado. Mientras la rueda esté girando, aplique sobre ella el compuesto de bruñir (en forma de lápiz), y trabaje el objeto colocándolo bajo la rueda, figura 6, y moviéndolo continuamente a fin de no desgastar irregularmente su superficie. Con objeto de emplear en la última fase de la preparación del trabajo para la galvanización, esto es, en la de limpieza eléctrica, se prepara en una lata o
- 5. balde grande un baño que contenga 4 onzas de fosfato trisódico y media taza de detergente sintético. Hecho esto, conecte directamente el borne negativo de la batería al recipiente que contiene el baño, figura 7, y cuelgue el objeto de una barra soporte, aislada eléctricamente por medio de tacos de madera. Caliente la solución hasta 80 grados centígrados, o más, y conecte luego el objeto al borne positivo de la batería. Mueva el cursor del reóstato hasta que se produzca en el líquido un burbujeo intenso. Después de uno o dos minutos, saque el objeto y enjuáguelo con un chorro de agua caliente seguido de uno de agua fría. A partir de este momento no ha de tocarse nunca el objeto con las manos, y tampoco debe permitirse que se seque, Después de la limpieza eléctrica y del enjuague, el agua debe quedar sobre la superficie del objeto formando una película continua, figura 8. Si ésta se llegara acortar , será necesario repetir nuevamente todas las fases del proceso de limpieza. A veces, después de la limpieza eléctrica queda aún una película oscura sobre el objeto. Si éste es de hierro o acero, puede suprimirse aquélla sumergiéndolo en una solución de 6 onzas de ácido clorhídrico en medio galón de agua. Después de esto, se galvaniza el objeto en seguida, sin dejarlo secar. Cobreado
- 6. Los objetos de acero que se han de cobrear se tratan primeramente con una solución, preparada como se indica en la figura 10, con objeto de recubrirlos de antemano con una fina capa de cobre. Disuelva sulfato de cobre en medio galón de agua, y añada a esta solución otra de oxalato de sodio, preparada previamente con parte de la misma porción de agua. Revuelva el líquido mientras agrega trietanolamina hasta que se disuelva la precipitación que se había formado. Agregue luego agua hasta completar un galón. Conecte el cuerpo al borne negativo de la batería como se ve en la figura 1, y cuelgue sendas planchas de cobre de las barras de soporte para los ánodos. Estas se conectan al borne positivo. Haga circular la corriente de 3 a 5 minutos, manteniendo una tensión constante de 1,5 voltios. Enjuague luego cuidadosamente el objeto para eliminar los restos de solución alcalina. Terminada la limpieza eléctrica, que es la última, no debe tocarse más el objeto, ni tampoco secarseCuando el cuerpo está limpio, el agua forma sobre su superficie una película continua que no se rompe El éxito del proceso depende de la buena a mala calidad del enjuague realizado después de cada fase El fluoborato de cobre viene en forma de solución concentrada, que contiene un 45 por ciento, en peso, de fluoborato. A fin de prepararla solución para galvanizar, mezcle medio galón de la solución concentrada y medio galón de agua destilada. Cuelgue ahora planchas de cobre puro de las barras de sostén para los ánodos, las cuales van conectadas al borne positivo, según puede versé en la figura 1. Vierta ahora la solución en el voltámetro. Se obtendrán mejores resultados manteniendo la temperatura entre 26 y 32 grados centígrados, lo que puede lograrse calentando aparte una cierta cantidad de la solución y
- 7. volviéndola a verter en el recipiente, o usando el baño de María representado en la figura 2. La solución cuya preparación se indica abajo se utiliza en el cobreado previo de objetos de aceroUna vez cobreado el objeto, se lo niquelea utilizando una solución que se prepara como se puede ver abajo. Después se suspende el objeto que se ha de galvanizar, limpiado en la forma indicada, de la barra central (este conjunto forma el cátodo). Graduando el reóstato, mantenga la tensión entre 4 y 6 voltios, y observe la forma ligeramente, si comprueba que la capa resulta de grano grueso o áspera. Otra manera de regular el proceso de formación de la capa consiste en variar la corriente con arreglo al área del objeto. Por cada 10 pulgadas cuadradas de la
- 8. superficie de éste corresponde una corriente de 1 amperio de intensidad. Así, si se trata, por ejemplo, de una pequeña bandeja de 8 pulgadas de largo y de una anchura media de 3 pulgadas, esto es, de 48 pulgadas cuadradas de superficie, la corriente tendrá que ser de 5 amperios, aproximadamente. Con esa intensidad, el proceso de galvanización durará 40 minutos. Si después va a niquelar el objeto, sáquelo del electrólito y enjuáguelo cuidadosamente. Colóquelo a continuación en la solución de níquel, sin tocarlo con las manos ni dejarlo secar, pues, de lo contrario, será preciso laquearlo. Niquelado La solución para niquelar se prepara (ver figura 11) vertiendo fluoborato de níquel en agua y agregando después carbonato de níquel, revolviendo simultáneamente con una paleta de madera, para que se disuelva. Cuelgue luego el objeto de la barra central (cátodo) y gradúe el reóstato hasta conseguir que la tensión sea de 2 ó 3 voltios. Aumente o disminuya el voltaje según sea necesario. Cromado La solución de cromo se prepara disolviendo ácido crómico (53 onzas) en una cantidad de agua suficiente para que el volumen total resulte de un galón. Una vez disuelto el ácido crómico, añada 8 centímetros cúbicos de ácido sulfúrico concentrado. Tanto el ácido crómico como el sulfúrico son muy corrosivos. Manipúlelos con sumo cuidado. Caliente la solución hasta 37 grados centígrados. Use ánodos de acero común. Suspenda el objeto de la barra central y cubra el conjunto con varias hojas de papel de diario antes de conectar el circuito. Regule el reóstato para que la tensión sea de 4 voltios. Después de 10 ó 15 segundos. interrumpa la corriente y verifique si se está formando la película de cromo; si así no fuera, regule la tensión hasta conseguirlo, manténgala constante, lo mismo que la temperatura, a partir del comienzo de ese proceso. Transcurridos de 3 a 5 minutos, retire el objeto. enjuáguelo, séquelo y púlalo con la rueda bruñidora de algodón. GALVANIZANDO CON CINC objetos de aluminio, mediante un electrólito especial de ácido fluobórico, se obtiene una superficie ideal para aplicar, con excelentes resultados, capas adicionales de otros metales. Los electrólitos que se emplean comúnmente para
- 9. bañar metales no pueden usarse directamente con aluminio, pues tratándose de un metal que tiene un alto grado de actividad química, el baño resulta desigual y, en ciertas partes, no se adhiere debidamente. En cambio, si se comienza por galvanizar dicho metal con cinc, empleando soluciones de ácido fluobórico, es posible aplicar un baño galvanoplástico uniforme y durable con cualquier otro de los electrólitos de uso ordinario. Las soluciones de ácido fluobórico para galvanización electrolítica, cuyo empleo se describe en el artículo anterior de esta serie, dan excelentes resultados cuando se trata de dar un baño de cinc a objetos de aluminio, pues su empleo elimina los riesgos que existen en otros métodos de galvanización que utilizan electrólitos cianurados. Sin embargo, debe tenerse en cuenta que los fluoboratos, al igual que muchas otras substancias químicas, son tóxicas, y deben manipularse y usarse con el debido cuidado. Lo mismo puede afirmarse con respecto aciertas substancias químicas usadas en las fases que se llevan acabo antes de la galvanización.
- 10. El Bruñido del Aluminio Debido a la película de óxido que se forma en cuanto se expone el aluminio a la acción del aire, es de capital importancia la operación inicial que se efectúa con este metal antes de someterlo al proceso de galvanización. Dicha particularidad del aluminio exige que se hagan de antemano las preparaciones necesarias para llevar a efecto las operaciones preliminares, y de este modo, evitar toda demora innecesaria antes de la galvanización. Ya se trate de aluminio en piezas fundidas o en láminas, es necesario pulirlo y bruñirlo hasta que alcance el grado de lisura que se desea que tenga la capa galvanizada, puesto que ésta no puede ser más uniforme que la superficie sobre la cual habrá de aplicarse.
- 11. El Desgrase del Aluminio En cuanto se termina de bruñir el metal, debe procederse a desgrasarlo y limpiarlo. El desgrase se puede efectuar sumergiendo el trabajo en un disolvente tal como tetracloruro de carbono, Fig. 13. Este disolvente debe usarse siempre en un lugar amplio y ventilado, por el hecho que despide vapores tóxicos que constituyen un serio peligro cuando se usan en un lugar cerrado, tal como un cuarto o un sótano. Hay que asegurarse que en esta operación queda eliminado. todo vestigio de grasa, o los residuos que haya dejado el compuesto de pulir que se utilizó. Los objetos fundidos algo complicados, como en el caso del trébode que aparece en la ilustración, requieren especial cuidado, puesto que es muy posible que el compuesto se adhiera a las partes irregulares de la superficie, y permanezca ahí, aun después de la inmersión. Lo mejor es, pues, restregar dichos puntos con un cepillo de cerdas suaves. Solución Alcalina En cuanto se terminen las operaciones de desgrase, se procede a efectuar una limpieza concienzuda con una so1ución alcalina que se prepara echando tres onzas de fosfato trisódico y tres onzas de metasilicato de sodio en un galón de agua. Esta solución debe calentarse a 77 grados C., y mantenerla a esa temperatura mientras se efectúa la limpieza, Fig. 14. Es conveniente que el trabajo permanezca de 3 a 5 minutos en la solución, y luego enjuagarlo en agua corriente. Con esta solución se extraen los últimos vestigios de grasa, corno también del compuesto pulidor., o cualquier suciedad que hubiese. Debe tomarse en cuenta que también las soluciones alcalinas corroen ligeramente la superficie del metal. La mejor forma de comprobar si se ha efectuado una limpieza completa es examinar la superficie después de haber enjuagado el objeto en el agua. Si el metal no está completamente limpio, la película de agua se fragmenta, y aparecen ciertas partes secas, lo cual indica la presencia de grasa, de residuos del compuesto o de cualquier otra substancia extraña. Si el metal se halla químicamente puro, el agua debe formar una película continua, sin lagunas. Si la película se fragmenta, es necesario volver a limpiar el trabajo, comenzando por frotarlo con un cepillo dentro de una solución caliente, en la cual se emplea un detergente con preferencia a un disolvente, y luego repetir la limpieza con la solución alcalina. Solución Acida
- 12. Después de la limpieza con la solución alcalina, viene la inmersión en una solución ácida, Fig. 15, la cual se prepara mezclando dos pintas de ácido nítrico y una de agua. Si es un objeto de aluminio fundido, sería mejor emplear una solución hecha de tres partes de ácido nítrico y una de ácido fluorhídrico. Como este ácido ataca el vidrio, la solución debe hacerse en un recipiente revestido de cera, o en uno de plástico. Cualquiera que sea la solución que se emplee, la inmersión debe efectuarse de 2 a 15 segundos. En cuanto se saca el objeto de la solución hay que enjuagarlo en agua corriente. Solución para Baño de Cinc Después de sumergir el trabajo en la solución ácida, con lo cual se consigue eliminar la película de óxido que normalmente se forma en la superficie de aluminio, se procede a galvanizarlo con cinc, con lo cual se evita que continúe la oxidación, y sirve de base para. el encobrado u otro baño que se aplique después. El electrólito para galvanizar con cinc se prepara como en las Figs. 16 y 17. La solución consiste en 48 onzas de ácido fluobórico, 20 onzas de carbonato de cinc, 2 onzas de cloruro de amonio y el agua requerida para que haya un galón. Se disuelve el carbonato de cinc en el ácido fluorhídrico, añadiendo el agua suficiente para disminuir la formación de espuma resultante de la reacción que se produce. Luego, se añade el cloruro de amonio, Fig. 17, y se echa la cantidad de agua necesaria para completar un galón. Debe filtrarse esta solución.
- 13. En la Fig. 12 se muestra una disposición típica para galvanizar objetos pequeños. Si no se cuenta con un recipiente adecuado para utilizarse como cuba electrolítica, puede emplearse la caja de un acumulador inservible, teniendo cuidado de limpiarla bien por dentro, antes de usarla. El electrólito para galvanizar con cinc debe calentarse en baño dé María a unos 60 grados C., como se muestra en la Fig. 18. Se cuelgan hojas de cinc de las barras de soporte que constituyen el ánodo, o sea el electrodo positivo, y se cuelga el trabajo con un alambre de la barra de soporte central, conectada al borne negativo de la batería. No se necesita un interruptor en el circuito, pues debe haber corriente al poner el trabajo en el electrólito. Después de dos minutos de galvanización con el reóstato regulado a una tensión de 1/2 voltio, se saca el trabajo, se enjuaga bien en agua corriente y se pasa de inmediato a la siguiente operación de galvanización. Debe tenerse en cuenta que el trabajo no debe tocarse ni secarse. Aunque pueden usarse electrólitos cianurados al aplicarse cinc a objetos de aluminio, las soluciones de ácido fluobórico. de las cuales se trata en la primera parte de esta serie, son excelentes para encobrar y niquelar sobre zinc. Para obtener un acabado de níquel, se podría proceder en la forma siguiente: después de un ligero encobrado durante 5 minutos a 1 1/2 voltios, se encobra 30 minutos a 4 v ., y se niquela 45 minutos a 2 v ., usando un electr6lito de ácido fluobórico. Enjuague el trabajo cuidadosamente después de cada galvanización, con el determinado fin de impedir la contaminación de las soluciones. Para darle un brillo intenso, la superficie de níquel debe bruñirse con compuesto a base de cal, ya continuación cromarse o laquearse.