
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a High pressure homogenization
Similar a High pressure homogenization (20)
Más de Anil Pethe
Más de Anil Pethe (20)
Último
Último (20)
High pressure homogenization
- 1. 1 High Pressure Homogenizer Dr. Anil Pethe Shobhaben Pratapbhai Patel School of Pharmacy & Technology Management, SVKM’S NMIMS, Mumbai
- 2. Introduction Homogenization Overview Homogenization Mechanism Homogenizer High Pressure Homogenizer Working of High Pressure Homogenizer Contents
- 3. In today’s environment, homogenizers are used to produce more consistent emulsions/ suspension in a high efficiency process. A wide variety of homogenizers have been developed to run at different pressures and capacities depending on the product mixture. In addition to product improvements, today’s homogenizers also feature reduced noise and vibration and reduced maintenance. Homogenizer
- 4. Physicochemical Process Occurring during Homogenization
- 5. Homogenization Overview Homogenization is the process of emulsifying two immiscible liquids (i.e. liquids that are not soluble in one another) or uniformly dispersing solid particles throughout a liquid. Homogenization is a unit operation using a class of processing equipment referred to as homogenizers that are geared towards reducing the size of droplets in liquid-liquid or solid liquid dispersions. The benefits include improved product stability, uniformity, consistency, viscosity, shelf life, improved flavor and color. It has become a standard industrial process in food and beverage, chemical, pharmaceutical and personal care industries. The process of homogenization was invented and patented by Auguste Gaulin in 1899 when he described a process for homogenizing milk. Gaulin’s machine, a three-piston thruster outfitted with tiny filtration tubes, was shown at the World Fair in Paris in 1900. Since then, his name has become synonymous with homogenization.
- 6. High-pressure homogenizers have been used to disrupt microbial cells for many years. The method has been found to be generally suitable for a variety of bacteria, yeast and mycelia. This type of homogenizer works by forcing cell suspensions through a very narrow channel or orifice under pressure. Subsequently, and depending on the type of high- pressure homogenizer, they may or may not impinge at high velocity on a hard-impact ring or against another high-velocity stream of cells coming from the opposite direction. Machines which include the impingement design are more effective than those which do not. Disruption of the cell wall occurs by a combination of the large pressure drop, highly focused turbulent eddies, and strong shearing forces. The rate of cell disruption is proportional to approximately the third power of the turbulent velocity of the product flowing through the homogenizer channel, which in turn is directly proportional to the applied pressure. Thus, the higher the pressure, the higher the efficiency of disruption per pass through the machine. Homogenization Overview
- 7. The operating parameters which effect the efficiency of high- pressure homogenizers are as follows: Pressure Temperature Number of passes Valve and impingement design Flow rate
- 8. In a high-pressure homogenizer, the dispersion of two liquids (oily phase and aqueous phase) or finely divided solids in liquid is achieved by forcing their mixture through a small inlet orifice at very high pressure (500 to 5000 psi), which subjects the product to intense turbulence and hydraulic shear resulting in extremely fine particles of emulsion/ suspension. High Pressure Homogenization
- 9. Two theories are proposed for high pressure homogenization Cavitation theory Globule disruption by turbulent eddies (“micro whirls”) Homogenization Mechanism 1.Cavitation theory The liquid encounters intense cavitation because of the large pressure drop through the valve. When the pressure drop is large enough, the vapor pressure of the liquid exceeds the ambient pressure causing formation of vapor bubbles (cavities in the liquid). When the cavitation bubbles implode (collapse of the cavities), shock waves are generated in the liquid. These shock waves break apart the dispersed droplets.
- 10. The theory of globule disruption by turbulent eddies (“micro whirls”) is based on the fact that a liquid jet is formed at the outlet of the gap. As the jet is broken up many small eddies are created. Higher pressure equals higher jet velocity that gives smaller eddies and more energy rich eddies. If an eddy hits an oil droplet of about the same size, the droplet will be deformed and finally break up. This theory predicts how the homogenizing effect varies with the homogenizing pressure. 2. Globule disruption by turbulent eddies (“micro whirls”)
- 11. It is most widely used method for preparing nanosuspensions of many poorly aqueous soluble drugs. It involves three steps. Firstly drug powders are dispersed in stabilizer solution to form pre-suspensions. Secondly the pre-suspension is homogenized in high pressure homogenizer at a low pressure for premilling. Finally homogenized at high pressure for 10 to 25 cycles until the nano-suspensions of desired size are formed. High Pressure Homogenization
- 12. Advantages of High Pressure Homogenizer Low risk of product contamination. Allows aseptic production of nanosuspensions for parenteral administration. Particle size may reduced upto 1 nm. Disadvantages of High Pressure Homogenizer Prerequisite of micronized drug particles. Prerequisite of suspension formation using high-speed mixers before subjecting it to homogenization.
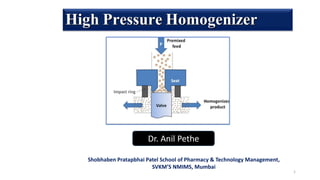
- 13. a. The non-homogenized product enters the valve seat at high pressure and low velocity. b. As the product enters the close (and adjustable) clearance between the valve and the seat, there is a rapid increase in velocity and decrease in pressure. c. The intense energy release causes turbulence and localized pressure differences which tear apart the particles. d. The homogenized product impinges on the impact ring and exits at a pressure sufficient for movement to the next step. Working of High Pressure Homogenizer
- 14. Homogenizers may be equipped with a single valve assembly (single-stage) or two valves connected in a series (two-stage). For most products, a single-stage valve is sufficient. A two-stage assembly, where ~10% of the total pressure is applied to the 2nd stage, controls back pressure and minimizes clumping. This improves the droplet size reduction and narrows the particle size distribution. Generally, two-stage homogenization is used for products where high homogenization efficiency is required. Homogenization valve Assembly
- 15. Physical Process inside the homogenization valves
- 16. Forcing the of the suspension under pressure through a narrow aperture valve. Dissocubes was developed by Muller et al in 1999. This instrument can be operated at pressure varying from 100-1500 bars (2800-21300 psi) Homogenization in Aqueous media (Dissocubes)
- 17. It is the most widely used method for the preparation of nanosuspensions of many poorly water soluble drugs. Dissocubes are engineered using Piston-gap-type high pressure homogenizers. A commonly used homogenizer is the APV Micron LAB 40. However, other piston-gap homogenizers from Avestin and Stansted can also be used Gap. A high-pressure homogenizer consists of a high pressure plunger pump with a subsequent relief valve (homogenizing valve). The task of the plunger pump is to provide the energy level required for the relief. The relief valve consists of a fixed valve seat and an adjustable valve. These parts form an adjustable radial precision gap. The gap conditions, the resistance and thus the homogenizing pressure vary as a function of the force acting on the valve
- 18. Principle of Dissocubes In piston gap homogenizer particle size reduction is based on the cavitations principle. Particles are also reduced due to high shear forces and the collision of the particles against each other. The dispersion contained in 3 cm diameter cylinder; suddenly passes through a very narrow gap of 25 μm. According to Bernoulli’s Law the flow volume of liquid in a closed system per cross section is constant. The reduction in diameter from 3 cm to 25 μm leads to increase in dynamic pressure and decrease of static pressure below the boiling point of water at room temperature. Due to this water starts boiling at room temperature and forms gas bubbles, which implode when the suspension leaves the gap (called cavitations) and normal air pressure, are reached. The size of the drug nanocrystals that can be achieved mainly depends on factors like temperature, number of homogenization cycles, and power density of homogenizer and homogenization pressure
- 19. The drug suspensions in the non- aqueous media were homogenized at 0º C or even below the freezing point and hence are called Deepfreeze homogenization Advantages : Evaporation is faster and under milder conditions. This is useful for temperature sensitive drugs. Homogenization in Non-Aqueous media (Nanopure)