
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Infografia tratamiento termico
Similar a Infografia tratamiento termico (18)
Último
Último (15)
Infografia tratamiento termico
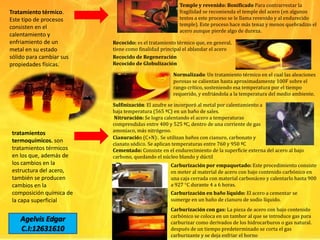
- 1. Tratamiento térmico. Este tipo de procesos consisten en el calentamiento y enfriamiento de un metal en su estado sólido para cambiar sus propiedades físicas. Temple y revenido: Bonificado Para contrarrestar la fragilidad se recomienda el temple del acero (en algunos textos a este proceso se le llama revenido y al endurecido temple). Este proceso hace más tenaz y menos quebradizo el acero aunque pierde algo de dureza. Recocido: es el tratamiento térmico que, en general, tiene como finalidad principal el ablandar el acero Recocido de Regeneración Recocido de Globulización Normalizado: Un tratamiento térmico en el cual las aleaciones porosas se calientan hasta aproximadamente 100F sobre el rango crítico, sosteniendo esa temperatura por el tiempo requerido, y enfriándola a la temperatura del medio ambiente. tratamientos termoquímicos. son tratamientos térmicos en los que, además de los cambios en la estructura del acero, también se producen cambios en la composición química de la capa superficial Agelvis Edgar C.I:12631610 Sulfinización: El azufre se incorporó al metal por calentamiento a baja temperatura (565 ºC) en un baño de sales. Nitruración: Se logra calentando el acero a temperaturas comprendidas entre 400 y 525 ºC, dentro de una corriente de gas amoniaco, más nitrógeno. Cianuración (C+N):. Se utilizan baños con cianuro, carbonato y cianato sódico. Se aplican temperaturas entre 760 y 950 ºC Cementado: Consiste en el endurecimiento de la superficie externa del acero al bajo carbono, quedando el núcleo blando y dúctil Carburización por empaquetado: Este procedimiento consiste en meter al material de acero con bajo contenido carbónico en una caja cerrada con material carbonáceo y calentarlo hasta 900 a 927 °C durante 4 a 6 horas. Carburización en baño líquido: El acero a cementar se sumerge en un baño de cianuro de sodio líquido. Carburización con gas: La pieza de acero con bajo contenido carbónico se coloca en un tambor al que se introduce gas para carburizar como derivados de los hidrocarburos o gas natural. después de un tiempo predeterminado se corta el gas carburizante y se deja enfriar el horno