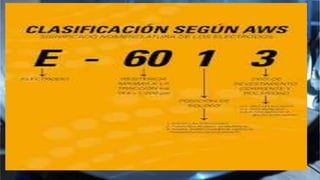
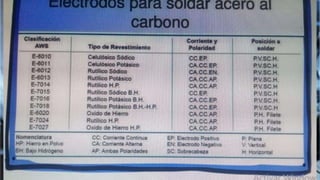
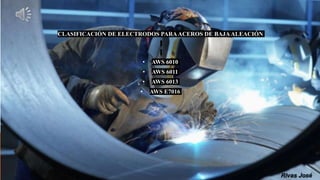
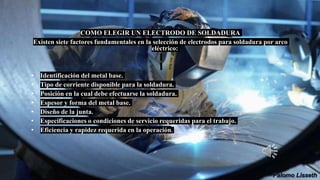
El documento describe los diferentes tipos de electrodos utilizados en la soldadura, centrándose en electrodos desnudos y revestidos, así como sus características y aplicaciones. Además, se presenta una clasificación y nomenclatura de los electrodos según las normativas AWS-ASME, que facilita su identificación en función de su composición y especificaciones técnicas. Se concluye con recomendaciones sobre cómo elegir el electrodo adecuado basado en el material a soldar y las condiciones de uso.