Descargar para leer sin conexión






















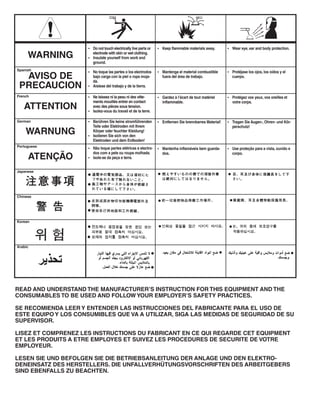


Este manual proporciona instrucciones de seguridad para el equipo de soldadura Lincoln Invertec V160-T. Advierte al usuario sobre posibles peligros como descargas eléctricas, campos electromagnéticos, humos y gases tóxicos, y les insta a leer el manual y seguir las precauciones de seguridad para operar el equipo de forma segura.



























