
Recomendados
Más contenido relacionado
Similar a Stalin bonilla procesos
Similar a Stalin bonilla procesos (20)
Stalin bonilla procesos
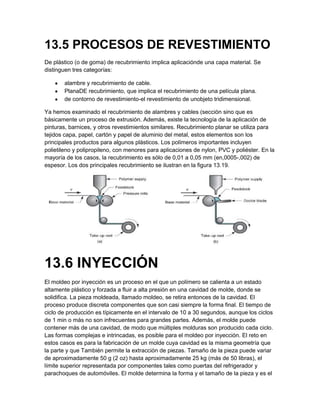
- 1. 13.5 PROCESOS DE REVESTIMIENTO De plástico (o de goma) de recubrimiento implica aplicaciónde una capa material. Se distinguen tres categorías: alambre y recubrimiento de cable. PlanaDE recubrimiento, que implica el recubrimiento de una película plana. de contorno de revestimiento-el revestimiento de unobjeto tridimensional. Ya hemos examinado el recubrimiento de alambres y cables (sección sino que es básicamente un proceso de extrusión. Además, existe la tecnología de la aplicación de pinturas, barnices, y otros revestimientos similares. Recubrimiento planar se utiliza para tejidos capa, papel, cartón y papel de aluminio del metal, estos elementos son los principales productos para algunos plásticos. Los polímeros importantes incluyen polietileno y polipropileno, con menores para aplicaciones de nylon, PVC y poliéster. En la mayoría de los casos, la recubrimiento es sólo de 0,01 a 0,05 mm (en,0005-,002) de espesor. Los dos principales recubrimiento se ilustran en la figura 13.19. 13.6 INYECCIÓN El moldeo por inyección es un proceso en el que un polímero se calienta a un estado altamente plástico y forzada a fluir a alta presión en una cavidad de molde, donde se solidifica. La pieza moldeada, llamado moldeo, se retira entonces de la cavidad. El proceso produce discreta componentes que son casi siempre la forma final. El tiempo de ciclo de producción es típicamente en el intervalo de 10 a 30 segundos, aunque los ciclos de 1 min o más no son infrecuentes para grandes partes. Además, el molde puede contener más de una cavidad, de modo que múltiples molduras son producido cada ciclo. Las formas complejas e intrincadas, es posible para el moldeo por inyección. El reto en estos casos es para la fabricación de un molde cuya cavidad es la misma geometría que la parte y que También permite la extracción de piezas. Tamaño de la pieza puede variar de aproximadamente 50 g (2 oz) hasta aproximadamente 25 kg (más de 50 libras), el límite superior representada por componentes tales como puertas del refrigerador y parachoques de automóviles. El molde determina la forma y el tamaño de la pieza y es el
- 2. especialutillaje de moldeo por inyección. Para piezas grandes y complejas, el molde puede costar cientos de miles dedólares. Para las pequeñas piezas, el molde puede ser construido para contener múltiples cavidades, también hacer el molde costoso. Por lo tanto, moldeo por inyección sólo es económico para grandes cantidades de producción. El moldeo por inyección es el proceso de moldeado más ampliamente utilizado para termoplásticos. Algunos termoestables y elastómeros se moldean por inyección, con modificaciones en el equipo y parámetros de funcionamiento para permitir la reticulación de estos materiales. Se discuten estos y otras variaciones de moldeo por inyección en la Sección 13.6.6 13.6.1 PROCESO Y EQUIPO Equipo para el moldeo por inyección se desarrolló de fundición a presión de metales. Una gran máquina de moldeo por inyección. Como se ilustra en la esquemática en una máquina de moldeo por inyección consiste en dos principales componentes: la unidad de inyección de plástico. la unidad de sujeción del molde. La inyección es una unidad es muy similar a una extrusora. Se compone de un barril que se alimenta desde un extremo por una tolva que contiene un suministro de gránulos de plástico. En el interior del barril es un tornillo cuya operación mayor que la de un tornillo de extrusora en el siguiente sentido: además de inflexión para mezclar y calentar el polímero, sino que también actúa como un pistón que se mueve rápidamente hacia adelante para inyectar plástico fundido en el molde. Una válvula de retención montada cerca de la punta del tornillo impide que la masa fundida fluya hacia atrás a lo largo de las roscas de tornillo. Más adelante en el moldeo ciclo el empujador a su posición anterior. Debido a su doble acción, que se llama unatornillo alternativo, un nombre que también identifica el tipo de máquina. FIGURA 13.20 Un gran(Capacidad de 3.000 toneladas)moldeo por inyecciónmáquina.
- 3. Máquinas de moldeo usado un carnero sencilla (sin vuelos de tornillo), pero la superioridad de la diseño de tornillo alternativo ha llevado a su adopción generalizada en las plantas de moldeo de hoy. Para resumir, las funciones de la unidad de inyección son para fundir y homogeneizar lapolímero, y luego se inyectan en la cavidad del molde. La unidad de cierre tiene que ver con el funcionamiento del molde. Sus funciones son: mantener las dos mitades del molde en la alineación adecuada entre sí mantener lamolde cerrado durante la inyección mediante la aplicación de una fuerza de sujeción suficiente para resistir la inyecciónfuerza, abrir y cerrar el molde en el momento apropiado en el ciclo de moldeo. Launidad de cierre se compone de dos placas, una placa fija y una placa móvil y para la traducción de este último. El mecanismo es, básicamente, una prensa de energía que es operado por pistón hidráulico o dispositivos de palanca mecánicos de varios tipos. Las fuerzas de sujeción de variosmil toneladas en las máquinas grandes. El ciclo para el moldeo por inyección de un termoplástico producto de polímero. Vamos a tomar la acción con el molde abierto y la máquina listo para comenzar un nuevo moldeo: El molde se cierra ysujetado. Una foto de fusión, que ha sido llevado a la temperatura adecuada yviscosidad por calentamiento y el trabajo mecánico del tornillo, se inyecta a alta presiónen la cavidad del molde. El plástico se enfría y comienza a solidificarse cuando se encuentra con el fríosuperficie del molde. FIGURA13.21 Diagrama de una máquina de moldeo, tipo de tornillo de movimiento alternativo de inyección (algunos detalles mecánicos son simplificada).
- 4. Figura 13.22Ciclo de moldeo típico: (1) de molde está cerrado, (2) en estado fundido se inyecta en la cavidad, (3) del tornillo se retrae, y (4) del molde se abre, y parte se expulsa. 13.6.2 EL MOLDE El molde es la herramienta especial en el moldeo por inyección, es diseñado y fabricado .Donde el ciclo de producción de esa parte ha terminado, el moldese sustituye con un nuevo molde para la siguiente parte. En esta sección se analizan diversos tipos de molde para moldeo por inyección. El molde de dos placas convencionales se compone de dos mitades fijadas a las dos placas de sujeción de la máquina de moldeo la unidad de sujeción se abre, las dos mitades de molde abierto, como se muestra en (b). El más evidente característica del molde es de la cavidad, que por lo general se forma mediante la eliminación de metal de la apareamiento superficies de las dos mitades. Los moldes pueden contener una sola cavidad o múltiples cavidades a producir más de una parte en un solo tiro. La figura muestra un molde con dos cavidades. Las superficies de separación (o línea de separación en una vista en sección transversal del molde) son donde lamolde se abre para retirar la parte (s).Además de la cavidad, otras características del molde sirven funciones indispensables durante el ciclo de moldeo. Un molde debe tener un canal de distribución a través del cual elmasa fundida de polímero fluye de la boquilla del cilindro de inyección en la cavidad del molde. La canal de distribución consta de: canal de colada, lo que conduce desde la boquilla en el molde. corredores, que conducen desde el canal de colada a la cavidad. puertas que constriñen
- 5. FIGURA 13.23Detalles de un molde de dos placas para el moldeo por inyección de termoplásticos: (a) cerrada y (b) abrir. El moho tiene doscavidades para producir dos piezas en forma de copa (sección transversal mostrada) con cada disparo de inyección. La constricción aumenta la velocidad de cizallamiento, de tal modo la reducción de la viscosidad de la masa fundida de polímero. Hay uno o más puertas para cada cavidad en el molde. Se necesita un sistema de expulsión para expulsar la pieza moldeada de la cavidad en el extremo de el ciclo de moldeo. Espigas de expulsión integrado en el medio móvil del molde por lo general logran esta función. La cavidad se divide entre las dos mitades de molde de una manera tal que ella contracción natural de la moldura hace que la parte a pegarse a la media móvil. Cuando el molde se abre, los pernos expulsores empujan la parte de la cavidad del molde. FIGURA 13.24 Molde de tres placas: (a) cerrado, y (b) abierto
- 6. 13.6.3 INYECCION DE PLASTICO Máquinas de moldeo por inyección se diferencian tanto en la unidad de inyección y la unidad de cierre. En esta sección analiza los tipos importantes de máquinas disponibles en la actualidad. El nombre de la inyección máquina de moldeo se basa generalmente en el tipo de unidad de inyección utilizado. Unidades por inyección de dos tipos de unidades de inyección son ampliamente utilizados hoy en día. Este diseño utiliza el mismo barril para la fusión y la inyección de plástico. La unidad alternativa implica la el uso de barriles separados para plastificar el polímero y la inyección. Este tipo se denomina una máquina de tornillo-preplasticizer o de la máquina de dos etapas. plásticogránulos son alimentados desde una tolva a la primera etapa, que utiliza un tornillo para conducir el polímero reenviar y fundirlo. Este barril alimenta a un segundo barril, que utiliza un émbolo para inyectar la fundir en el molde. Unidades de sujeción de sujeción diseños son de tres tipos. Palanca hidráulico hidromecánicos. FIGURA13.25Dos sistemas de inyección alternativos al tornillo de movimiento alternativo se muestra en la figura 13.21: (a) de tornillo y (b) el tipo émbolo. Abrazaderas hidráulicas, que se muestran en la figura 13.26 (b), se utilizan de mayor tonelaje máquinas, típicamente en el rango de 1300 hasta 8900 kN (150 a 1000 toneladas). Estas unidades son también más flexible que las abrazaderas de palanca en términos de ajuste del tonelaje en las posiciones dadas durante el accidente cerebrovascular. Abrazaderas hidromecánicas están diseñados para grandes cantidades, por lo general por encima de 8900kN (1.000 toneladas). Operan por (1) el uso de cilindros hidráulicos para mover rápidamente el molde hacia la posición de cierre, (2) el bloqueo de la posición por medios mecánicos, y (3) el uso de alta presión cilindros hidráulicos para finalmente cerrar el molde y crear tonelaje.
- 7. FIGURA13.26Dos diseños de sujeción: (a) un posible diseño de palanca de fijación: (1) abrir y (2) cerrado, y (b) hidráulicasujeción: (1) abrir, y (2) cerrada. Tirantes utilizados para guiar móvil no platinas muestran. 13.6.4 CONTRACCIÓN Y DEFECTOS DE INYECCIÓN Los polímeros tienen altos coeficientes de expansión térmica y contracción significativa pueden ocurrir durante el enfriamiento del plástico en el molde. La contracción de los plásticos cristalinos tiende a ser mayor que para los polímeros amorfos. La contracción se expresa generalmente como la reducción en tamaño lineal que se produce durante el enfriamiento a temperatura ambiente desde la temperatura de moldeo para el polímero dado. Unidades apropiadas son por lo tanto mm / mm (en / in) de la dimensión bajo consideración. Los valores típicos para los polímeros seleccionados se dan en la Tabla 13.1.Rellenos en el plástico tienden a reducir la contracción. En la práctica comercial de moldeo, valores de contracción para el compuesto de moldeo específica deben obtenerse a partir de laproductor antes de hacer el molde. Para compensar la contracción, las dimensiones de la cavidad del molde se debe hacer más grande que las dimensiones de la pieza especificados. El siguiente fórmula se puede utilizar Ejemplo 13.3La contracción en Moldeo por inyección la longitud nominal de una parte hecha de polietileno es ser 80mm.Determinar eldimensión correspondiente de la cavidad del molde que va a compensar la contracción.
- 8. Solución:Tabla 13.1, la contracción de la ISS polietileno de ¼ 0,025. Usando la ecuación. (13.19),el diámetro de la cavidad del molde debe ser: Dc= 80+80(0.025 Dc=80.05mm Debido a las diferencias en la contracción entre plásticos, dimensiones del molde deben estar determinado para el polímero particular para ser moldeado. El mismo molde producirá diferentes tamaños de piezas para diferentes tipos de polímeros. Los factores más importantes son la inyección presión, tiempo de compactación, la temperatura de moldeo, y el espesor de la pieza. Como la presión de inyección se incrementa, forzando más material en la cavidad del molde, se reduce la contracción. Creciente tiempo de compactación tiene un efecto similar, suponiendo que el polímero en la puerta no se solidifica y sellar la cavidad; presión obliga a mantener más material en la cavidad, mientras la contracción se lleva a cabo. Contracción neta se reduce con ello. Temperatura de moldeo se refiere a la temperatura del polímero en el cilindro inmediatamente antes de la inyección. Se podría esperar que la temperatura del polímero superior aumentaría la contracción, en el razonamiento de que la diferencia entre el moldeo y Las partes más gruesas muestran mayores solidifica desde el exterioel polímero en contacto con la superficie del molde forma una piel que crece hacia el centro de la parte. En algún momento durante la solidificación, la puerta se solidifica, aislando el material en la cavidad del sistema de canal y la presión de compactación. Cuando esto sucede, lapolímero fundido dentro de la piel representa la mayor parte de la contracción restante que se produce en la parte. Una sección más gruesa parte experimenta una mayor contracción, ya que contiene un mayor proporción de material fundido. Además de la cuestión de la contracción, otras cosas pueden salir mal. Éstos son algunos delos defectos comunes en piezas moldeadas por inyección: Tiros cortos. Al igual que en la fundición, un corto tiro es una moldura que se ha solidificado antesllenar completamente la cavidad. El defecto puede ser corregido mediante el aumento de la temperatura y presión. El defecto puede también resultar del uso de una máquina con insuficiente capacidad de disparo, en cuyo caso se necesita una máquina más grande.
- 9. Intermitente. Intermitente se produce cuando el polímero fundido se comprime en la separaciónsuperficie entre placas de molde, sino que también puede ocurrir alrededor de pasadores de expulsión. El defecto es por lo general causada por (1) los respiraderos y las distancias en el molde que son demasiado grandes, (2) la inyección presión demasiado alta en comparación con la fuerza de sujeción; (3) la temperatura de fusión demasiado alto, o(4) tamaño de la inyección excesiva. Hundirsemarcas y vacíos. Estos defectos son por lo general relacionados con las secciones gruesas moldeadas. La hunda marca se produce cuando la superficie exterior de la moldura se solidifica. Una mejor solución es diseñar la pieza a tener una sección uniforme espesores y utilizar secciones más delgadas. Líneas de soldadura. Líneas de soldadura se producen cuando los flujos de masa fundida de polímero alrededor de un núcleo o de otra convexa detalle en la cavidad del molde direcciones el límite así formado se llama una línea de soldadura, y puede tener propiedades mecánicas que son inferiores a los del resto de la pieza. Temperaturas de fusión más alta, las presiones de inyección más altas, alternativas lugares de compuerta en la pieza, y una mejor ventilación son maneras de tratar con este defecto.