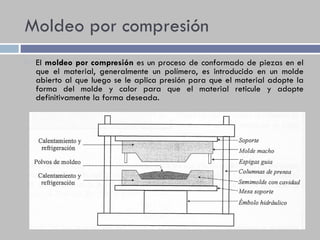
Este documento describe tres métodos principales de moldeo: moldeo por inyección, moldeo por transferencia y moldeo por compresión. El moldeo por inyección inyecta un polímero fundido en un molde cerrado para formar una pieza. El moldeo por transferencia usa un material parcialmente reticulado que fluye a través de un molde. El moldeo por compresión aplica presión y calor a un polímero en un molde abierto para darle forma.