
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (13)
Similar a Aluminio6063
Similar a Aluminio6063 (20)
Aluminio6063
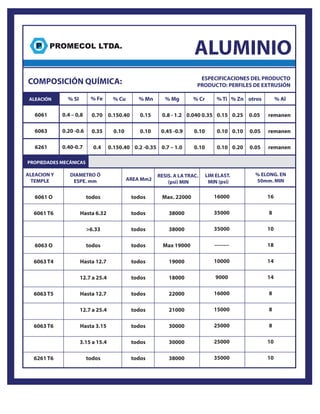
- 1. ALUMINIO ALEACIÓN PROPIEDADES MECÁNICAS % SI % Cu % Mn % Mg % Cr % Ti % Zn otros % Al% Fe ALEACION Y TEMPLE DIAMETRO Ó ESPE. mm AREA Mm2 RESIS. A LA TRAC. (psi) MIN LIM ELAST. MIN (psi) % ELONG. EN 50mm. MIN ESPECIFICACIONES DEL PRODUCTO PRODUCTO: PERFILES DE EXTRUSIÓN 6061 6063 6261 6061 O 6061 T6 6063 O 6063 T4 6063 T5 6063 T6 6261 T6 todos Hasta 6.32 >6.33 todos Hasta 12.7 12.7 a 25.4 Hasta 12.7 12.7 a 25.4 Hasta 3.15 3.15 a 15.4 todos todos todos todos todos todos todos todos todos todos todos todos Max. 22000 38000 38000 Max 19000 19000 18000 22000 21000 30000 30000 38000 16000 35000 35000 -------- 10000 9000 16000 15000 25000 25000 35000 16 8 10 18 14 14 8 8 8 10 10 0.4 – 0,8 0.20 -0.6 0.40-0.7 0.70 0.35 0.4 0.15 0.10 0.2 -0.35 0.15 0.10 0.10 0.25 0.10 0.20 0.05 0.05 0.05 remanen remanen remanen 0.8 - 1.2 0.45 -0.9 0.7 – 1.0 0.040 0.35 0.10 0.10 0.150.40 0.10 0.150.40 COMPOSICIÓN QUÍMICA:
- 2. Colabora con el cliente en el desarrollo de sus necesidades recomendado el perfil adecuado para cada uso específico. Cualquier diseño nuevo solicitado por el cliente es estudiado y puesto en consideración por la empresa para dar su aprobación de su fabricación. El espesor mínimo de pared que produce la empresa en 1 mm, no obstante se debe consultar con las plantas los casos especia- les. El valor de dureza superficial para los productos fabricados con la aleación 6061 T6 es 13 a 16 Webster B,; aleación 6063 T5 es 7 a 12 Webster B; aleación 6063 T6 es 13 a 14 Webster B y aleación 6261 T6 es 13 a 16 Webster B. La aleación 6061 y 6261se utiliza generalmente para perfiles de uso estructural y la aleación 6063 se utiliza para perfiles de uso arquitectónico y uso general. Teniendo en cuenta consideraciones de funcionabilidad la empresa clasifica los temples T5 (envejecimiento artifical) para la aleación 6063 así: T5D = Temple de doblez (dureza Webster B 7 a 9) y – T5R = Temple rígido (dureza webster B 9 – 12). El diámetro circunscrito máximo fabricado es de 127 mm. En todo caso los que excedan 102 mm deben consultarse con la planta. La razón mínima de extrusión es 10 y la razón máxima recomendada es 85. La razón de extrusión está definida como la relación entre el área seccional del tocho y el área de perfil a extruir. En los alambres el diámetro mínimo extrusionado es de 6.35 mm y el diámetro máximo es 10.16mm. La longitud estándar de los perfiles es de 6000 mm. Sin embargo se puede fabricar perfileria hasta 9000 mm, previa consulta a la planta indicando el número del troquel y el temple solicitado. ALUMINIO PROPIEDADES ALUMINIO ACERO ACERO INOX. COBRE PLOMO ZINC NIQUEL Coeficiente de Poisson: 0.34 Módulo de Elasticidad: 6.900 Kg/mm2 Módulo de Torsión: 2.700 Kg/mm2 Densidad a 20 C° Temperatura de fusión °C Coeficiente de dilatación lineal entre 20 y 100 °C Color específico Cal/g°C a 20°C Conductividad térmica Cal cm/cm2 Seg °C a 20°C Resistividad eléctrica ohm. Mm2/m a 20°C Módulo de elasticidad Kg/mm2 2.7 658 23 X 10-6 0.28 0.52 0.03 6.900 7.8 1.450 12 X 10-6 0.10 0.11 0.11 20.400 7.9 1.425 12 X 10-6 0.12 0.04 0.70 19.600 8.9 1.083 16 X 10-6 0.09 0.92 0.02 11.200 11.3 327 29 X 10-6 0.03 0.08 0.21 1.600 7.1 419 39 X 10-6 0.09 0.27 0.06 8.400 8.8 1.455 13 X 10-6 0.11 0.23 0.07 21.000 CARACTERISTICAS MECÁNICAS:
- 3. Min. (mm) Max. (mm) Tolerancias ANCHO LONGITUD ESPESOR DIAGONALES 500 300 0.3 1120 6000 1.5 +/- 1 mm +/- 2 mm +/- 10% +/- 2 mm Min. (mm) Max. (mm) Tolerancias ANCHO LONGITUD ESPESOR DIAGONALES 300 600 1.5 1000 3000 3.0 +/- 1 mm +/- 2 mm +/- 10% +/- 4 mm COMPORTAMIENTO DEL ALUMINIO: Resistencia a la corrosión: El aluminio tiene una excelente resistencia a los agentes atmosféricos debido a la protección proporcionada por la delgada película de óxido de aluminio que lo recubre. Se debe tener presente que la influencia de impurezas, de la temperatura y de la presión pueden modificar la acción de diferentes productos sobre el aluminio. LÁMINA LISA: Descripción: Producto plano, se sección rectangular en espesores superiores a 0.3 mm. Usos: Recubrimientos y enchapes industriales, bandejas, electrodomésticos, lavaplatos, aislamientos, señalizaciones y cerramientos, entre otros. Aleaciones y Temples: (ver especificaciones técnicas)AA 1100, AA 3003, AA 8011Temples HO – H14 – H16-H18 Características: Espesores de 0.3 mm a 1.5 mm (temples HO – H14 – H16-H18) Espesores de 0.3 mm a 1.5 mm (temples HO – H14 – H16-H18)