P.q.r 001-y-e2030
•
1 recomendación•424 vistas

resultado de laboratorio para calificar WPS

Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (10)
Similar a P.q.r 001-y-e2030
Similar a P.q.r 001-y-e2030 (20)
Último
Último (20)
P.q.r 001-y-e2030
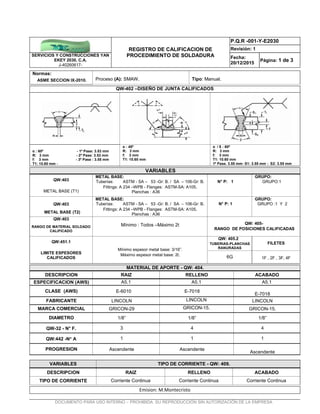
- 1. REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA P.Q.R -001-Y-E2030 Revisión: 1 SERVICIOS Y CONSTRUCCIONES YAN EKEY 2030, C.A. J-40260617- Fecha: 20/12/2015 Página: 1 de 3 Emision: M.Montecristo DOCUMENTO PARA USO INTERNO – PROHIBIDA SU REPRODUCCIÓN SIN AUTORIZACIÓN DE LA EMPRESA Normas: ASME SECCION IX-2010. Proceso (A): SMAW. Tipo: Manual. QW-402 –DISEÑO DE JUNTA CALIFICADOS α : 45º R: 3 mm f: 3 mm T1: 10.60 mm α / ß : 60º R: 3 mm f: 3 mm T1: 10.60 mm 1º Pase. 3.55 mm- S1: 3.55 mm - S2: 3.55 mm α : 60º - 1º Pase: 3.53 mm R: 3 mm - 2º Pase: 3.53 mm f: 3 mm - 3º Pase : 3.55 mm T1: 10.60 mm - VARIABLES QW:403 METAL BASE (T1) METAL BASE: Tuberías: ASTM - SA – 53 -Gr: B. / SA – 106-Gr: B. Fittings: A 234 –WPB - Flanges: ASTM-SA: A105. Planchas : A36 N° P: 1 GRUPO: GRUPO:1 QW:403 METAL BASE (T2) METAL BASE: Tuberías: ASTM - SA – 53 -Gr: B. / SA – 106-Gr: B. Fittings: A 234 –WPB - Flanges: ASTM-SA: A105. Planchas : A36 N° P: 1 GRUPO: GRUPO :1 Y 2 QW:403 RANGO DE MATERIAL SOLDADO CALIFICADO Mínimo : Todos –Máximo 2t QW: 405- RANGO DE POSICIONES CALIFICADAS QW:451.1 LIMITE ESPESORES CALIFICADOS Mínimo espesor metal base: 3/16”. Máximo espesor metal base: 2t. QW: 405.2 TUBERIAS-PLANCHAS RANURADAS FILETES 6G 1F , 2F , 3F, 4F MATERIAL DE APORTE - QW: 404. DESCRIPCION RAIZ RELLENO ACABADO ESPECIFICACION (AWS) A5.1 A5.1 A5.1 CLASE (AWS) E-6010 E-7018 E-7018 FABRICANTE LINCOLN LINCOLN LINCOLN MARCA COMERCIAL GRICON-29 GRICON-15. GRICON-15. DIAMETRO 1/8” 1/8” 1/8” QW-32 - N° F. 3 4 4 QW:442 -N A 1 1 1 PROGRESION Ascendente Ascendente Ascendente VARIABLES TIPO DE CORRIENTE - QW: 409. DESCRIPCION RAIZ RELLENO ACABADO TIPO DE CORRIENTE Corriente Continua Corriente Continua Corriente Continua
- 2. REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA P.Q.R -001-Y-E2030 Revisión: 1 SERVICIOS Y CONSTRUCCIONES YAN EKEY 2030, C.A. J-40260617- Fecha: 20/12/2015 Página: 2 de 3 Emision: M.Montecristo DOCUMENTO PARA USO INTERNO – PROHIBIDA SU REPRODUCCIÓN SIN AUTORIZACIÓN DE LA EMPRESA POLARIDAD Positiva Positiva Positiva TENSION (V) 20-25 20-30 20-30 CORRIENTE (A) 90-120 135-200 135-200 CONTROL DE TEMPERATURA DE SOLDADURA- QW-406 PROCESO METODO DE CALENTAMIENTO: Antorcha METODO DE MEDICION DE LA TEMPERATURA (°C): Termómetro digital TEMPERATURA DE SOLDADURA PRE– CALENTAMIENTO Y TEMPERATURA INTERPASES MINIMO(°C): 55 ºC MAXIMO(°C): 165 ºC. TEMPERATURA DESPUES DE LA SOLDADURA POS - CALENTAMIENTO TEMPERATURA MINIMA(°C) N/A TIEMPO(minutos) N/A TRATAMIENTO TERMICO - QW-407. – NO APLICA. TEMPERATURA Y TASA DE CONTROL (NO APLICA) TASA DE CALENTAMIENTO(°C/Hora) -- TASA DE ENFRIAMIENTO(°C/Hora) -- TEMPERATURA DE MANTENIMIENTO (°C -- TIEMPO DE MANTENIMIENTO(°C) -- TEMPERATURA DE CONTROL(°C) -- PROCESO DE TRATAMIENTO -- TECNICA DE SOLDEO - QW-410. DESCRIPCION RAIZ Y REFUERZO RELLENO ACABADO VELOCIDAD DE SOLDADURA cm. / min. 10-3 20 -10 20 -10 TIPO DE CORDON Recto /Oscilante Oscilante Oscilante ANCHO DEL PASE (mm.) 6 mm max. 8- 10 - mm max. 8 -10 mm max. LIMPIEZA/PATRON SUPERFICIE Cepillo de alambre & Esmeril. N° DE PASES PROCESO METAL DE APORTE VALORES CORRIENTE CC(DC) VALORES DE VOLTAJE TIPO POLARIDAD VELOCIDAD DE SOLDEO (cm/Min) CLASIFICACION DOAMETRO 01 SMAW E-6010 1/8” 90-120 20-25 Positiva 10-3 02 SMAW E-7018 1/8” 90-120 20-25 Positiva 20 -10 03 SMAW E-7018 1/8” 90-120 20-25 Positiva 20-10 ENSAYO DE TRACCION-QW:462.1 (b) Nº REPORTE:NR-315 – Fecha: 20 /12/ 2015 LABORATORIO: ASMECA DE ORIENTE No. CP ANCHO (mm) ESPESOR (mm) ÁREA TRANSVERSAL (mm2 ) ÁREA TRANSVERSAL (Pulg2 ) CARGA MÁXIMA (LB) Esfuerzo Máximo (Kg/ mm2 ) Esfuerzo Máximo (PSI) Lugar de Fractura T1 18,10 10,10 182,81 0,2834 18080 44,86 63797 Metal Base T2 18,00 10,05 180.90 0,2804 17720 44,44 63195 Metal Base
- 3. REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA P.Q.R -001-Y-E2030 Revisión: 1 SERVICIOS Y CONSTRUCCIONES YAN EKEY 2030, C.A. J-40260617- Fecha: 20/12/2015 Página: 3 de 3 Emision: M.Montecristo DOCUMENTO PARA USO INTERNO – PROHIBIDA SU REPRODUCCIÓN SIN AUTORIZACIÓN DE LA EMPRESA ENSAYO DE DOBLES-QW:462.3 (a)-JIG.FIG.Q-466.1 “ Plunger ” (Punzon): 38,10 mm “Yoke” (Yunque): 60,32 mm Nº REPORTE: 4154 LABORATORIO: ASMECA DE ORIENTE. No. CP TIPO ANCHO (mm) ESPESOR (mm) Ø MARTILLO (mm) ANGULO DE DOBLAMIENTO DISCONTINUIDADES DETECTADAS RESUL DC1 CARA 3/8” X 1 ½” 10,10 51 FORMA U NO PRESENTO DISCONTINUIDADES SATISFACTORIO DC2 CARA 3/8” X 1 ½” 10,10 51 FORMA U NO PRESENTO DISCONTINUIDADES SATISFACTORIO DR1 RAIZ 3/8” X 1 ½” 10,05 51 FORMA U NO PRESENTO DISCONTINUIDADES SATISFACTORIO DR2 RAIZ 3/8” X 1 ½” 10,05 51 FORMA U NO PRESENTO DISCONTINUIDADES SATISFACTORIO Certificado de Consumibles- Ver Adjuntos. Descripción Fabricante Nº de Certificado Colada Resultado Electrodo E-6010 Lincoln-GRICON 29 113-14 1099 Satisf. Electrodo E-7018. Lincoln-GRICON 15 09914 1099 Satisf. Comentarios 1: Ver Informe de laboratorio N-R-315. Adjunto. Hacemos constar que los valores, resultados y variables declaradas en este, calificación del Procedimiento de Soldadura “PQR”, fueron elaborados tomando en consideración lo referenciado por la Norma ASME Sección IX. Teléfono: 0426-5919972/ 04249356373 - Correo: Yanekey2030@hotmail.com. Dirección: Calle Las Acacias, Casa #12, Sector 18 de Mayo. Punta de Mata– Edo– Monagas