W.p.s 001-y-e 2030
•
0 recomendaciones•425 vistas

procedimiento de solddura

Recomendados
Recomendados
Más contenido relacionado
Similar a W.p.s 001-y-e 2030
Similar a W.p.s 001-y-e 2030 (20)
Último
Último (20)
W.p.s 001-y-e 2030
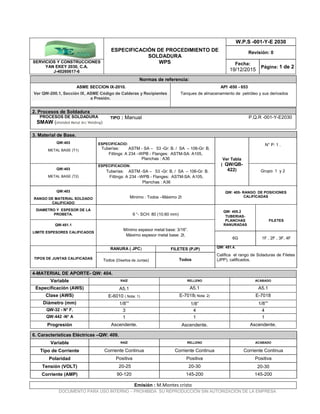
- 1. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA WPS W.P.S -001-Y-E 2030 Revisión: 0 SERVICIOS Y CONSTRUCCIONES YAN EKEY 2030, C.A. J-40260617-6 Fecha: 19/12/2015 Página: 1 de 2 Emisión : M.Montes cristo DOCUMENTO PARA USO INTERNO – PROHIBIDA SU REPRODUCCIÓN SIN AUTORIZACIÓN DE LA EMPRESA Normas de referencia: 1. Normas de CalificaciónASME SECCION IX-2010. Ver QW-200.1, Sección IX, ASME Código de Calderas y Recipientes a Presión. API -650 - 653 Tanques de almacenamiento de petróleo y sus derivados 2. Procesos de Soldadura PROCESOS DE SOLDADURA SMAW (shielded Metal Arc Welding) TIPO : Manual P.Q.R -001-Y-E2030 3. Material de Base. QW:403 METAL BASE (T1) ESPECIFICACIO: Tuberías: ASTM - SA – 53 -Gr: B. / SA – 106-Gr: B. Fittings: A 234 –WPB - Flanges: ASTM-SA: A105. Planchas : A36 Ver Tabla ( QW/QB- 422) N° P: 1 . . QW:403 METAL BASE (T2) ESPECIFICACION: Grupo: 1 y 2Tuberías: ASTM -SA – 53 -Gr: B. / SA – 106-Gr: B. Fittings: A 234 –WPB - Flanges: ASTM-SA: A105. Planchas : A36 QW:403 RANGO DE MATERIAL SOLDADO CALIFICADO Mínimo : Todos –Máximo 2t QW: 405- RANGO DE POSICIONES CALIFICADAS DIAMETRO Y ESPESOR DE LA PROBETA. 6 “- SCH: 80 (10.60 mm) QW: 405.2 TUBERIAS- PLANCHAS RANURADAS FILETES QW:451.1 LIMITE ESPESORES CALIFICADOS Mínimo espesor metal base: 3/16”. Máximo espesor metal base: 2t. 6G 1F , 2F , 3F, 4F TIPOS DE JUNTAS CALIFICADAS RANURA ( JPC) FILETES (PJP) QW: 451.4. Califica el rango de Soladuras de Filetes (JPP), calificados.Todos (Diseños de Juntas) Todos 4-MATERIAL DE APORTE- QW: 404. Variable RAÍZ RELLENO ACABADO Especificación (AWS) A5.1 A5.1 A5.1 Clase (AWS) E-6010 ( Nota: 1) E-7018( Nota: 2) E-7018 Diámetro (mm) 1/8”” 1/8” 1/8”” QW-32 - N° F. 3 4 4 QW:442 -N A 1 1 1 Progresión Ascendente. Ascendente. Ascendente. 6. Características Eléctricas –QW: 409. Variable RAÍZ RELLENO ACABADO Tipo de Corriente Corriente Continua Corriente Continua Corriente Continua Polaridad Positiva Positiva Positiva Tensión (VOLT) 20-25 20-30 20-30 Corriente (AMP) 90-120 145-200 145-200
- 2. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA WPS W.P.S -001-Y-E 2030 Revisión: 0 SERVICIOS Y CONSTRUCCIONES YAN EKEY 2030, C.A. J-40260617-6 Fecha: 19/12/2015 Página: 2 de 2 Emisión : M.Montes cristo DOCUMENTO PARA USO INTERNO – PROHIBIDA SU REPRODUCCIÓN SIN AUTORIZACIÓN DE LA EMPRESA 7. Temperaturas de Soldadura – QW-406. FAJA DE ESPESOR (mm) PRE-CALENTAMIENTO Y TEMPERATURA INTERPASES MÍNIMA MÁXIMA PRE- CALENTAMIENTO INTERPASE MÍNIM0 (C) CALENTAMIENTO INTERPASE MÁXIMO (C) ≥ 3 ≤ 10 100 º F ( 55 ºC) 165 8. Tratamiento Térmico - QW-407. TEMPERATURA INICIO (C) TASA DE CALENTAMIENTO (C/Hora) TEMPERATURA DE CONTROL (C) N/A N/A N/A 9. Técnica de Soldeo - QW-410. Variable RAÍZ RELLENO ACABADO Veloc. de Soldadura (mt/min) - - - Tipo de Cordón Recto Oscilado Oscilado Técnica de Soldeo Manual Método de Limpieza Piqueta, cepillo metálico eléctrico o manual. N° DE PASES PROCESO METAL DE APORTE VALORES CORRIENTE CC(DC) VALORES DE VOLTAJE TIPO POLARIDAD VELOCIDAD DE SOLDEO (cm/Min) CLASIFICACION DOAMETRO 01 SMAW E-6010 1/8” 90-120 20-25 Positiva 10-3 02 SMAW E-7018 1/8” 100-145 20-25 Positiva 20 -10 03 SMAW E-7018 1/8” 135-200 20-25 Positiva 20-10 - - - - - - - - DISEÑOS DE JUNTAS Ranura Simple en “ V” Ranura Doble Bisel en “T”. Ranura en Doble “V” α : 60º R: 3 mm f: 3 mm T1: 10.60 mm 1º Pase Espesor: 3.53 mm. 2ª Pase Espesor: 3.55 mm. 3ª Pase Espesor : 3.55 mm α : 45º R: 3 mm f: 3 mm T1: 10.60 mm α / ß : 60º R: 3 mm f: 3 mm T1: 10.60 mm 1º Pase: 3.53 mm S1: 3.53 mm S2: 3.53 mm