Este documento establece los requisitos y procedimientos para realizar exámenes ultrasónicos de soldaduras. Describe los requisitos básicos para el personal, equipo, calibración, técnicas de examen, evaluación e informes. Incluye secciones sobre la calibración de equipos utilizando bloques de calibración de diferentes formas para diferentes técnicas, y apéndices sobre linealidad y disposición de puntos de referencia.





![T-430 2001 SECCIÓN V T-434.1.2
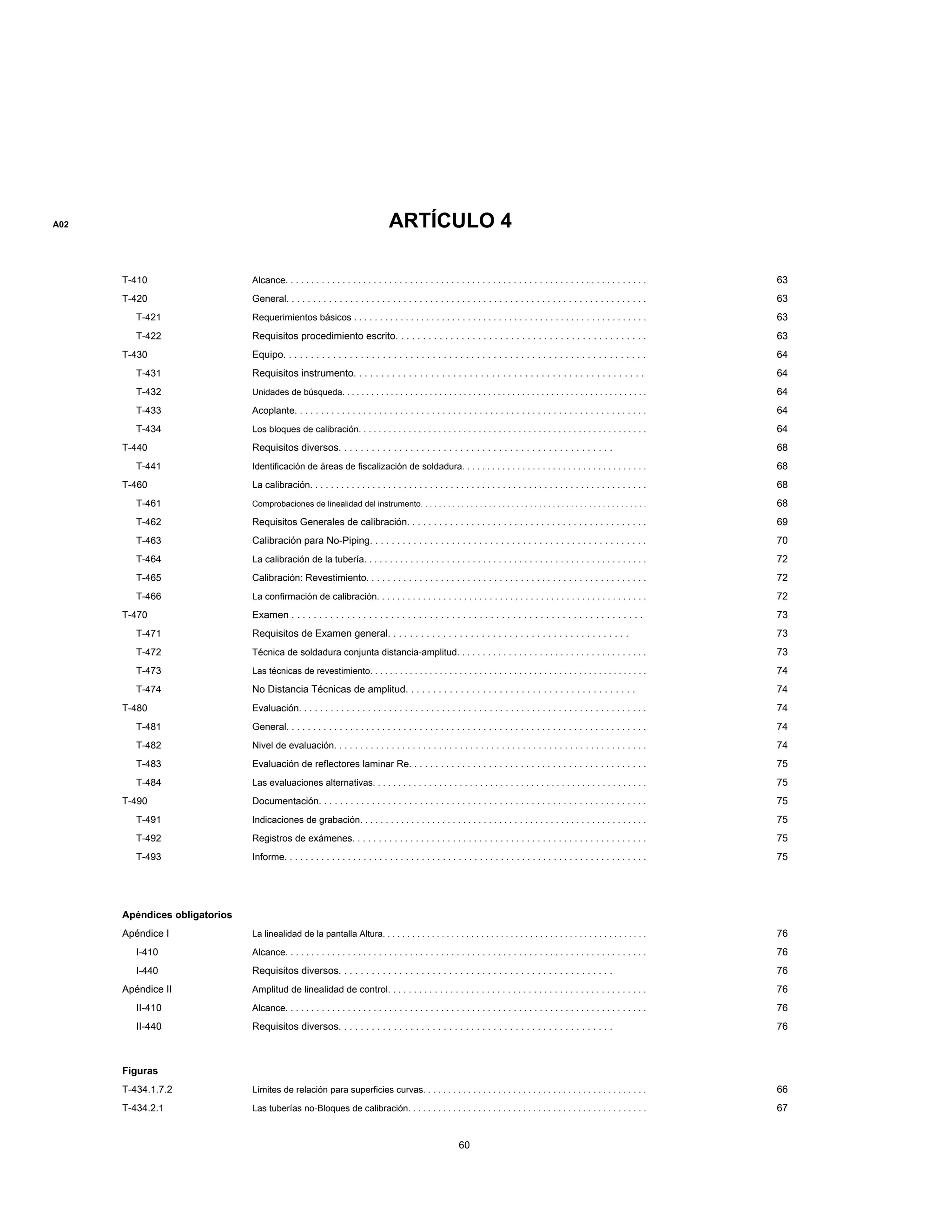
Tabla T-422
Requisitos de un ULTRASONIDOS PROCEDIMIENTO DE INVESTIGACIÓN
Esencial No esencial
Requisito Variable Variable
Weld Configuraciones para efectuar el examen, incluyendo espesor
dimensiones y forma de la base material del producto (tubo, placa, etc.) X
requisitos de cualificación del personal X
requisitos de desempeño del personal, cuando sea necesario X
Las superficies de las cuales se realizará el examen X
Estado de la superficie (superficie de examen, el bloque de calibración) X
Acoplante: nombre de marca o tipo X
Technique (s) (viga recta, haz angular, contacto, y / o inmersión) X
Ángulo (s) y el modo (s) de propagación de la onda en el material de X
tipo (s) unidad de búsqueda, la frecuencia (es), y el tamaño (s) elemento / forma (s) X
búsqueda Especial unidades, cuñas, zapatos, o sillas de montar, cuando se utilizan X
instrumento (s) ultrasónico X
Calibración [bloque de calibración (s) y la técnica (s)] X
Direcciones y extensión de la digitalización X
alarma automática y / o equipos de grabación, en su caso X
Scanning (vs. Manual Automático) X
Método para discriminar geométrica de indicaciones de defectos X
Método para indicaciones de tamaño X
Ordenador de adquisición de datos mejorada, cuando se usa X
Records, incluyendo datos de calibración mínimos para ser registrados (por ejemplo, instrumento
ajustes) X
solapamiento de exploración (disminuir solamente) X
T-430 EQUIPO
T-431 REQUISITOS DEL iNSTRUMENTO
A-eco de tipo pulso del instrumento ultrasónico se utilizará. El
instrumento es capaz de operar a frecuencias en el rango de al menos
1 MHz a 5 MHz y deberá estar equipado con un control de ganancia
escalonada en unidades de 2,0 dB o menos. Si el equipo dispone de
un control de la amortiguación, que puede ser utilizado si no reduce la
sensibilidad de la exploración. El control de rechazar deberá estar en la
posición “off” para todos los exámenes, a menos que se pueda
demostrar que no afecta a la linealidad del examen.
T-432 Buscar Unidades T-432.1 General. La frecuencia nominalBuscar Unidades T-432.1 General. La frecuencia nominal
será de 1 MHz a 5 MHz a menos variables, como la estructura de grano
material de producción, requieren el uso de otras frecuencias para asegurar
una penetración adecuada o mejor resolución. unidades de la búsqueda con
cuñas de contacto contorneadas pueden ser utilizados para ayudar
acoplamiento ultrasónico.
T-432,2 Unidades Revestimiento-búsqueda para Técnica Uno. 1 seT-432,2 Unidades Revestimiento-búsqueda para Técnica Uno. 1 seT-432,2 Unidades Revestimiento-búsqueda para Técnica Uno. 1 se
utilizan dos unidades de búsqueda elemento utilizando una técnica
pitchcatch en ángulo. El ángulo incluido
1 Véase el punto T-473 para las técnicas de revestimiento.1 Véase el punto T-473 para las técnicas de revestimiento.
64
entre el haz caminos serán tales que el punto focal efectiva de la
unidad de búsqueda se centra en el área de interés.
T-433 Acoplante T-433.1 General. El medio de acoplamiento, incluidosAcoplante T-433.1 General. El medio de acoplamiento, incluidos
los aditivos, no deberá ser perjudicial para el material que está siendo examinado.
T-433.2 Control de Contaminantes
(un) Acopladores utilizados en aleaciones a base de níquel no deberán(un) Acopladores utilizados en aleaciones a base de níquel no deberán
contener más de 250 ppm de azufre.
(segundo) Acopladores utilizados en el acero inoxidable austenítico o de titanio(segundo) Acopladores utilizados en el acero inoxidable austenítico o de titanio
no deberán contener más de 250 ppm de haluros (cloruros, además de fluoruros).
T-434 Los bloques de calibración
T-434,1 general
reflectores T-434.1.1 re. Conocido re reflectores (es decir, el lado perforadoreflectores T-434.1.1 re. Conocido re reflectores (es decir, el lado perforado
agujeros, FL en los agujeros inferiores, muescas, etc.) se utilizará para establecer
respuestas referencia primarios de los equipos.
Material de T-434.1.2. El material del que se fabrica el bloque debeMaterial de T-434.1.2. El material del que se fabrica el bloque debe
ser de la misma forma del producto, y el material de especificación o
equivalente P-Número de agrupación como uno de los materiales que están
siendo examinados. por](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-6-320.jpg)



![T-463 2001 SECCIÓN V T-463,2
Connecticut
3/4 CT 1/2 CT 1/4 CT
2 CT
(min) 2
pulg. (51
mm)
1 en. (Típico) [25
mm (típico)]
1 en. (Típico) [25
mm (típico)]
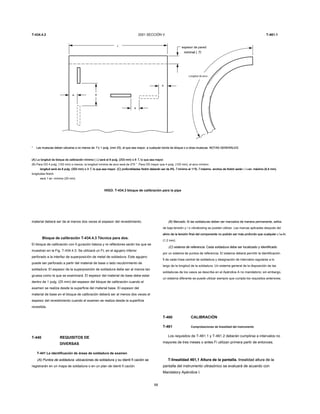
NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4NOTA GENERAL: Todos fl agujeros en la parte inferior-son 1 / 8 en. de diámetro (3,2 mm). Tolerancias para diámetro del orificio y profundidad con respecto al lado de revestimiento del bloque son ± 1 / 64 in. (0,4
mm).
HIGO. T-434.4.2.1 bloque de calibración ALTERNATIVA PARA UNA TECNICA
T-463 Calibración para no Tuberías T-463,1 Sistema de
calibración de Técnicas Distancia Amplitud
Bloque de calibración T-463.1.1 (s). Las calibraciones se llevarán a caboBloque de calibración T-463.1.1 (s). Las calibraciones se llevarán a cabo
utilizando el bloque de calibración se muestra en la Fig. T-434.2.1.
Técnicas de T-463.1.2. No mandatorio apéndices B y CTécnicas de T-463.1.2. No mandatorio apéndices B y C
proporcionan técnicas generales para ambos haz angular y
calibraciones viga recta. Otras técnicas pueden ser utilizadas.
BeamCalibration ángulo T-463.1.3. Como corresponde, laBeamCalibration ángulo T-463.1.3. Como corresponde, la
calibración deberá proporcionar las siguientes mediciones (no
mandatorio Apéndice B contiene una técnica general):
(un) calibración rango de distancia;(un) calibración rango de distancia;
(segundo) corrección de la distancia de amplitud;(segundo) corrección de la distancia de amplitud;
(do) eco de medición de la amplitud de la muesca de superficie en el(do) eco de medición de la amplitud de la muesca de superficie en el
bloque de calibración básica.
Cuando se utiliza un dispositivo de corrección de la distancia de amplitud
electrónico, las respuestas de referencia primarios de la
70
bloque de calibración de base se igualó en el rango de distancia para ser
empleado en el examen. La línea de igualación de respuesta estará a
una altura de la pantalla de 40% a 80% de la altura de pantalla completa.
T-463.1.4 recta haz de calibración. La calibración debeT-463.1.4 recta haz de calibración. La calibración debe
proporcionar los siguientes mediciones (no mandatorio Apéndice C da
una técnica general):
(un) calibración rango de distancia;(un) calibración rango de distancia;
(segundo) distancia de amplitud corrección. Cuando se utiliza un dispositivo(segundo) distancia de amplitud corrección. Cuando se utiliza un dispositivo
de corrección de la distancia de amplitud electrónico, las respuestas de
referencia primarios desde el bloque de calibración básica se igualan en el
rango de distancia para ser empleado en el examen. La línea de igualación de
respuesta estará a una altura de la pantalla de 40% a 80% de la altura de
pantalla completa.
T-463,2 Sistema de calibración de técnicas no Distancia
amplitud. Calibración incluye todas las acciones necesarias paraamplitud. Calibración incluye todas las acciones necesarias para
asegurar que la sensibilidad y la exactitud de las salidas de amplitud de
la señal y de tiempo del sistema de examen (si se muestra, grabados,
o automáticamente procesados) se repiten de examen para exami-](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-12-320.jpg)
![Fig. T-434.4.2.2 ARTÍCULO 4 - ULTRASONIDOS métodos de examen para soldaduras de Fig. T-434.4.3
3/4 CT 1/2 CT 1/4 CT
Connecticut
2 CT
(min) 2
pulg. (51
mm)
1 en. (Típico) [25
mm (típico)]
1 en. (Típico) [25
mm (típico)]
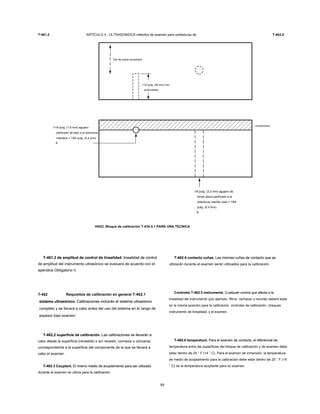
NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38NOTA GENERAL: Todos los agujeros perforados laterales son 1 / dieciséis en. de diámetro (1,6 mm). tolerancia Holes ubicación es ± 1 / 64 in. (0,4 mm). Todos los agujeros perforados a una profundidad mínima de 1,5 pulg. (38
mm).
HIGO. T-434.4.2.2 bloque de calibración ALTERNATIVA PARA UNA TECNICA
1 pulg. (25 mm) mínimo (típ.)
revestimiento
3/8 pulg. (9,5 mm) Diámetro del orificio de fondo plano a
máquina para el revestimiento de interfaz dentro de 1/64 pulg.
(0,4 mm)
HIGO. T-434.4.3 de bloqueo alternativa de calibración para TÉCNICA DE DOS
71](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-13-320.jpg)



![T-482.2 ARTÍCULO 4 - ULTRASONIDOS métodos de examen para soldaduras de T-493
T-482,2 técnicas no Distancia amplitud. Todas las indicacionesT-482,2 técnicas no Distancia amplitud. Todas las indicaciones
más de 40% del tamaño de un w fl rechazable serán investigadas en la
medida en que puedan ser evaluados en términos de los criterios de
aceptación de la Sección de Código de referencia.
T-483 Evaluación de reflectores laminar Re
Re reflectores evaluados como laminar re reflectores en material
base que interfieren con el escaneo de los volúmenes de examen
requerirá la técnica de examen haz angular a ser modi fi tal que el
volumen máximo factible es examinada, y se anotará en el registro de
la exploración (T-493) .
T-484 Las evaluaciones alternativas
dimensiones reflector superiores a las que hacen referencia a los requisitos de la
sección de código pueden ser evaluados a cualquier punto de vista alternativos
proporcionados por el área de instrucciones referencia.
T-490 DOCUMENTACIÓN
T-491 Indicaciones de grabación T-491,1 indicaciones no
rechazable. indicaciones no rechazables se registrarán como fi especificadosrechazable. indicaciones no rechazables se registrarán como fi especificados
por el área de instrucciones referencia.
T-491,2 Indicaciones rechazable. rechazables indicaciones deberán serT-491,2 Indicaciones rechazable. rechazables indicaciones deberán ser
registrados. Como mínimo, el tipo de indicación (es decir, crack, no es de
fusión, escoria, etc.), la ubicación, y la extensión (es decir, longitud) se
registrará.
T-492 Los registros de exámenes
Para cada examen ultrasónico, la siguiente información se
registrará:
(un) procedimiento identi fi cación y revisión;(un) procedimiento identi fi cación y revisión;
(segundo) instrumento ultrasónico(segundo) instrumento ultrasónico identificación (incluyendo
número de serie del fabricante);
75
(do) unidad (s) búsqueda de la identi fi cación (incluyendo el número de serie del(do) unidad (s) búsqueda de la identi fi cación (incluyendo el número de serie del
fabricante, la frecuencia y el tamaño);
(re) ángulo de haz (s) utilizado;(re) ángulo de haz (s) utilizado;
(mi) acoplante utilizado, nombre de marca o tipo;(mi) acoplante utilizado, nombre de marca o tipo;
(F) cable de la unidad de búsqueda (s) utilizado, el tipo y longitud;(F) cable de la unidad de búsqueda (s) utilizado, el tipo y longitud;
(gramo) equipo especial cuando se usa (unidades de búsqueda, cuñas,(gramo) equipo especial cuando se usa (unidades de búsqueda, cuñas,
zapatos, equipos de escaneo automático, equipo de grabación, etc.);
(H) computarizado programa identi fi cación y revisión cuando se utiliza;(H) computarizado programa identi fi cación y revisión cuando se utiliza;
(yo) bloque de calibración identificación;(yo) bloque de calibración identificación;
(J) bloque de simulación (s) y el simulador electrónico (s) identificación(J) bloque de simulación (s) y el simulador electrónico (s) identificación
cuando se utiliza;
(K) ganancia de nivel de referencia del instrumento y, si se utiliza, de amortiguación y(K) ganancia de nivel de referencia del instrumento y, si se utiliza, de amortiguación y
ajuste de rechazo (s);
(L) los datos de calibración [incluyendo referencia re ector fl (s), amplitud(L) los datos de calibración [incluyendo referencia re ector fl (s), amplitud
(s) indicación, y lectura de la distancia (s)];
(metro) datos que correlacionan bloque de simulación (s) y el simulador electrónico(metro) datos que correlacionan bloque de simulación (s) y el simulador electrónico
(s), cuando se usa, con la calibración inicial;
(norte) identi fi cación y la ubicación de la soldadura o el volumen escaneada;(norte) identi fi cación y la ubicación de la soldadura o el volumen escaneada;
(O) superficie (s) de la que se llevó a cabo el examen, incluyendo(O) superficie (s) de la que se llevó a cabo el examen, incluyendo
estado de la superficie;
(pag) mapa o registro de indicaciones rechazables detecta o áreas(pag) mapa o registro de indicaciones rechazables detecta o áreas
despejadas;
(Q) zonas de acceso restringido o soldaduras de difícil acceso;(Q) zonas de acceso restringido o soldaduras de difícil acceso;
(R) examen de la identidad personal y, cuando sea requerido por(R) examen de la identidad personal y, cuando sea requerido por
referencia a la sección del código, cali fi cación nivel;
(S) Se realizaron exámenes de fecha y hora. Artículos ( segundo) mediante ( metro)(S) Se realizaron exámenes de fecha y hora. Artículos ( segundo) mediante ( metro)(S) Se realizaron exámenes de fecha y hora. Artículos ( segundo) mediante ( metro)(S) Se realizaron exámenes de fecha y hora. Artículos ( segundo) mediante ( metro)(S) Se realizaron exámenes de fecha y hora. Artículos ( segundo) mediante ( metro)
puede ser incluido en un registro de calibración independiente, siempre el
registro de calibración de cationes identi fi está incluido en el registro de
examen.
T-493 Informe
Se hará un informe de los exámenes. El informe incluirá los
registros indicados en la T-491 y T-492. El informe se llevó fi y
mantenido de acuerdo con el área de instrucciones referencia.](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-17-320.jpg)




![E-460 ARTÍCULO 4 - APÉNDICES no obligatoria E-471
bloque de calibración aplicable exige el artículo 4. Estos bloques
deberán cumplir con J-431.
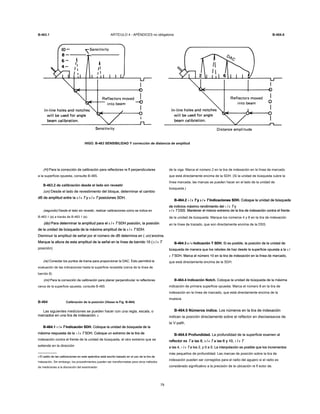
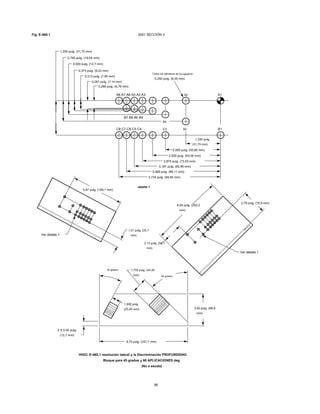
El bloque se describe en la Fig. E-460.1 proporciona un alcance efectivo de
resolución para 45 grados y 60 grados las unidades de búsqueda y caminos de
metal hasta aproximadamente 4 pulg. (102 mm). Esto es adecuado para las
tuberías y componentes similares, pero se requieren longitudes de trayectoria más
largas para recipientes a presión del reactor. distancia mínima se requiere un
bloque más gruesa con los mismos tamaños de fl atbottom agujeros, espaciados,
profundidades, y tolerancias para las trayectorias de metal mayor que 4 pulg. (102
mm), y un 4 pulg. (102 mm) entre el borde de los agujeros y se requiere que el
borde del bloque. Estos bloques proporcionan un medio para determinar la
resolución lateral y la discriminación de profundidad de un sistema de formación de
imágenes ultrasónicas.
Resolución lateral se define como el espacio mínimo entre los agujeros que
puede ser resuelto por el sistema. Los agujeros están espaciados de tal
manera que la separación máxima entre bordes adyacentes de orificios
sucesivos es 1,000 in. (25.400 mm). El espaciamiento disminuye
progresivamente por un factor de dos entre pares sucesivos de agujeros, y el
espaciado mínimo es de 0,015 pulg. (0,381 mm). discriminación de
profundidad se demostró mediante la observación de las trayectorias
mostradas metal (o las profundidades) de los diversos orificios. Debido a que
las caras del agujero no son paralelas a la superficie de exploración, cada
agujero muestra un intervalo [acerca
0,1 pulg. (2,54 mm)] de las trayectorias de metal. La “A” fila tiene la trayectoria de
metal media más corta, la fila de “C” tiene el camino de metal media más larga, y
los orificios “B” variar en la trayectoria de metal media.
se requieren bloques adicionales para verificar resolución y profundidad
de discriminación lateral cuando se realiza el examen longitudinalwave 0 deg.
longitudes de trayectoria de metal de 2 pulg. y 8 pulg. (51 mm y 203 mm),
según el caso, se proporcionan como se muestra en la Fig. E-460.2 para la
sección espesores de 4 pulg. (102 mm), y un bloque similar con 8 en. se
necesita (203 mm) caminos de metal para la sección espesores de más de 4
pulg. (102 mm).
E-470 EXAMEN
E-471 Centrándose sintética Técnica abertura
para ultrasónico Prueba (SAFT-UT)
El Synthetic Aperture técnica de enfoque (SAFT) se refiere a un proceso
en el que las propiedades focal de una gran apertura centraron unidad de
búsqueda son generados sintéticamente a partir de los datos recogidos
durante la exploración sobre un área grande con una pequeña unidad de
búsqueda con un haz de sonido divergentes. El procesamiento requerido para
enfocar esta colección de datos es un proceso tridimensional llamado de
formación de haz, suma coherente, o aper- sintética
85
procesamiento tura. El proceso de SAFT-UT ofrece una ventaja inherente sobre
los procesos físicos que se centran porque la imagen resultante es un volumen
completo, caracterización enfocada del volumen de material que está siendo
examinada. procesos centrados físicos tradicionales proporcionan datos sobre
enfocadas sólo la profundidad de la zona de enfoque del transductor.
Para el sistema de recogida de datos de impulso-eco típica utilizada con
SAFT-UT, una unidad de búsqueda centrado se coloca con el punto focal
situado en la superficie del material bajo examen. Esta configuración con fi
produce un haz ultrasónico divergente en el material. Alternativamente, una
unidad de búsqueda de contactos de pequeño diámetro puede ser usado
para generar un haz divergente. Como la unidad de búsqueda se explora
sobre la superficie del material, el registro A-scan (forma de onda de RF) se
digitaliza para cada posición de la unidad de búsqueda. Cualquier reflector
presentes produce una colección de ecos en los registros A-scan. Para un
punto único primaria reflector, la colección de ecos formará una superficie
hiperbólica dentro del volumen conjunto de datos. La forma de la
hiperboloide está determinada por la profundidad del reflector y de la
velocidad del sonido en el material. La relación entre la localización de eco
en la serie de A-scan y la ubicación real de volver reflectores dentro del
material hace que sea posible reconstruir una imagen de alta resolución
que tiene una alta relación señal-ruido. Dos SAFT-UT con fi guraciones
separadas son posibles: (a) el single-transductor, de impulso-eco con fi
guración; y (b) el doble transductor, en tándem con fi guración (TSAFT).
En general, los aws fl detectados pueden ser categorizados como
volumétricas, planar, o grietas. dimensionamiento de defectos se realiza
normalmente mediante la medición de la extensión vertical (grietas) o la
distancia de la sección transversal (volumétrico / planar) en los niveles de dB -6
una vez que el aw fl se ha aislado y la imagen normalizada al valor máximo de la
aw fl. Las imágenes múltiples se requieren a menudo para clasificar
adecuadamente (clasificar) la fl aw y caracterizar la forma fl aw real y tamaño.
Tandem dimensionamiento y análisis utiliza técnicas similares a impulso-eco,
sino que proporciona las imágenes que pueden ser más fáciles de interpretar.
La ubicación de las indicaciones en el espacio de imagen es
influenciada por el espesor del material, la velocidad, y el ángulo
refractado de la viga UT. El algoritmo SAFT asume material isotrópico y
homogéneo; es decir, el algoritmo SAFT requiere (para un rendimiento
óptimo) que la velocidad acústica sea conocida con precisión y
constante en todo el volumen de material.
Resolución lateral es la capacidad del sistema de UT SAFT para
distinguir entre dos objetos en un plano XY que es perpendicular al eje
del haz de sonido. Resolución lateral se mide mediante la
determinación de la separación mínima entre pares de orificios que
están claramente separados en la imagen. Se considera que un par de
agujeros separados si la amplitud de señal en el](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-27-320.jpg)

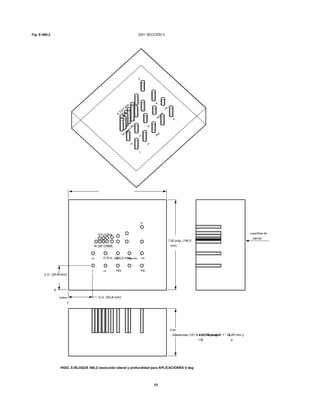








![ARTÍCULO 4 - APÉNDICES no obligatoria Fig. J-431
Clad
Ver A [Nota (5)] 3 T [ NotaVer A [Nota (5)] 3 T [ NotaVer A [Nota (5)] 3 T [ Nota
1)]
T / 4 [Nota (1)]T / 4 [Nota (1)]
T / 4T / 4
T / 4T / 4
T / 2T / 2
T
T / 4 [Nota (1)]T / 4 [Nota (1)]
T / 4 [Nota (1)]T / 4 [Nota (1)] T / 2 [(1)] líneas deT / 2 [(1)] líneas de
marcado
líneas de grabado
agujeros de fondo redondo
T / 2 profundas [Notas (1), (3), (6) y (7) AT / 2 profundas [Notas (1), (3), (6) y (7) A
través de espesor revestido 2 T profundamentetravés de espesor revestido 2 T profundamentetravés de espesor revestido 2 T profundamente
en el metal de base
Una vista
2 pulg. De largo 1/8 a 1/4 pulg. De diámetro. extremo plano;
(51 mm de largo, 3,2 a 6 mm) muescas de molino 2 T profundo(51 mm de largo, 3,2 a 6 mm) muescas de molino 2 T profundo(51 mm de largo, 3,2 a 6 mm) muescas de molino 2 T profundo
[Nota (3)]
Clad [Nota (4)]
3 pulg. (76 mm) [Nota (1)]
2 pulg. (51 mm)
2 pulg. (51
mm)
6 pulg. (152 mm) [Nota (1)]
Perforados y escariados orificios 3
pulg. (76 mm) de profundidad
[Nota (1)]
13/4 T [ Nota 1)]13/4 T [ Nota 1)]13/4 T [ Nota 1)]
1/2 pulg. (13 mm) por la escalera T1/2 pulg. (13 mm) por la escalera T
1 pulg. (25 mm) min. pasos más
allá T / 2allá T / 2allá T / 2
T / 2T / 2
T / 4T / 4
T / 4T / 4
T
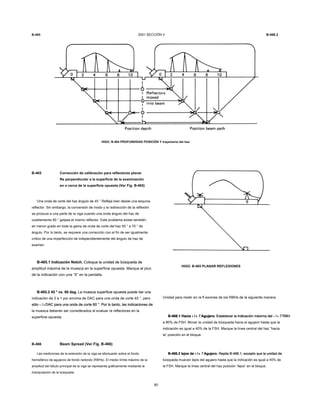
HIGO. J-431 bloque de calibración BASIC
97](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-39-320.jpg)
![J-433 2001 SECCIÓN V J-433
NOTAS a la Fig. J-431:
La calibración básica Hay agujero lateral Agujero de fondo redondo
bloque Grosor T, en.bloque Grosor T, en.bloque Grosor T, en. Diámetro, mm (pulg.) Diámetro, mm (pulg.)
Espesor de soldadura t, in. (mm)Espesor de soldadura t, in. (mm)Espesor de soldadura t, in. (mm) (Mm) [Nota 3)] [Notas (3) y (6)]
Más de 2 a 4 (51 a 102) 3 o t ( 76 o t)3 o t ( 76 o t)3 o t ( 76 o t)3 o t ( 76 o t)
3 / dieciséis ( 4.8)3 / dieciséis ( 4.8)3 / dieciséis ( 4.8)3 / dieciséis ( 4.8) 3 / 8 ( 9.5)3 / 8 ( 9.5)3 / 8 ( 9.5)3 / 8 ( 9.5)
Más de 4 a 6 (102 a través de 152) 5 o t ( 127 o t)5 o t ( 127 o t)5 o t ( 127 o t)5 o t ( 127 o t)
1 / 4 ( 6.4)1 / 4 ( 6.4)1 / 4 ( 6.4)1 / 4 ( 6.4) 7 / dieciséis ( 11.1)7 / dieciséis ( 11.1)7 / dieciséis ( 11.1)7 / dieciséis ( 11.1)
Más de 6 a 8 (152 a través de 203) 7 o t ( 178 o t)7 o t ( 178 o t)7 o t ( 178 o t)7 o t ( 178 o t)
5 / dieciséis ( 7.9)5 / dieciséis ( 7.9)5 / dieciséis ( 7.9)5 / dieciséis ( 7.9) 1 / 2 ( 12.7)1 / 2 ( 12.7)1 / 2 ( 12.7)1 / 2 ( 12.7)
Más de 8 a 10 (203 a través de 254) 9 o t ( 230 o t)9 o t ( 230 o t)9 o t ( 230 o t)9 o t ( 230 o t)
3 / 8 ( 9.5)3 / 8 ( 9.5)3 / 8 ( 9.5)3 / 8 ( 9.5) 9 / dieciséis ( 14.3)9 / dieciséis ( 14.3)9 / dieciséis ( 14.3)9 / dieciséis ( 14.3)
Más del 10 al 12 (254 a 305) 11 o t ( 280 o t)11 o t ( 280 o t)11 o t ( 280 o t)11 o t ( 280 o t)
7 / dieciséis ( 11.1)7 / dieciséis ( 11.1)7 / dieciséis ( 11.1)7 / dieciséis ( 11.1) 5 / 8 ( 15.9)5 / 8 ( 15.9)5 / 8 ( 15.9)5 / 8 ( 15.9)
Durante 12 a través de 14 (305 a través de 356) 13 o t ( 330 o t)13 o t ( 330 o t)13 o t ( 330 o t)13 o t ( 330 o t)
1 / 2 ( 12.7)1 / 2 ( 12.7)1 / 2 ( 12.7)1 / 2 ( 12.7) 11 / dieciséis ( 17.5)11 / dieciséis ( 17.5)11 / dieciséis ( 17.5)11 / dieciséis ( 17.5)
Más de 14 (356) t ± 1 ( t ± 25)t ± 1 ( t ± 25)t ± 1 ( t ± 25)t ± 1 ( t ± 25) [Nota 2)] [Nota 2)]
NOTAS:
(1) Dimensiones mínimas.
(2) Para cada aumento de espesor de la soldadura de 2 pulg. (50,8 mm) o fracción de más de 14 pulg. (356 mm), el diámetro del agujero aumentará
1 / dieciséis in. (1,6 mm).1 / dieciséis in. (1,6 mm).1 / dieciséis in. (1,6 mm).1 / dieciséis in. (1,6 mm).
(3) Las tolerancias para los diámetros de los agujeros serán ± 1 / 32 en (0,8 mm).; tolerancias en profundidad de la muesca serán + 10 y - 20% (sólo necesitan(3) Las tolerancias para los diámetros de los agujeros serán ± 1 / 32 en (0,8 mm).; tolerancias en profundidad de la muesca serán + 10 y - 20% (sólo necesitan(3) Las tolerancias para los diámetros de los agujeros serán ± 1 / 32 en (0,8 mm).; tolerancias en profundidad de la muesca serán + 10 y - 20% (sólo necesitan(3) Las tolerancias para los diámetros de los agujeros serán ± 1 / 32 en (0,8 mm).; tolerancias en profundidad de la muesca serán + 10 y - 20% (sólo necesitan(3) Las tolerancias para los diámetros de los agujeros serán ± 1 / 32 en (0,8 mm).; tolerancias en profundidad de la muesca serán + 10 y - 20% (sólo necesitan
tendrá lugar en el espesor de revestimiento más delgado a lo largo de la fl re superficie de la muesca eja); tolerancia en la ubicación del orificio a través del espesor será de ± 1 / 8 en (3,2 mm).;tendrá lugar en el espesor de revestimiento más delgado a lo largo de la fl re superficie de la muesca eja); tolerancia en la ubicación del orificio a través del espesor será de ± 1 / 8 en (3,2 mm).;tendrá lugar en el espesor de revestimiento más delgado a lo largo de la fl re superficie de la muesca eja); tolerancia en la ubicación del orificio a través del espesor será de ± 1 / 8 en (3,2 mm).;tendrá lugar en el espesor de revestimiento más delgado a lo largo de la fl re superficie de la muesca eja); tolerancia en la ubicación del orificio a través del espesor será de ± 1 / 8 en (3,2 mm).;tendrá lugar en el espesor de revestimiento más delgado a lo largo de la fl re superficie de la muesca eja); tolerancia en la ubicación del orificio a través del espesor será de ± 1 / 8 en (3,2 mm).;
tolerancias perpendiculares en muesca superficie reflectora será de ± 2 °; tolerancia de la longitud de la muesca será de ± 1 / 4tolerancias perpendiculares en muesca superficie reflectora será de ± 2 °; tolerancia de la longitud de la muesca será de ± 1 / 4tolerancias perpendiculares en muesca superficie reflectora será de ± 2 °; tolerancia de la longitud de la muesca será de ± 1 / 4tolerancias perpendiculares en muesca superficie reflectora será de ± 2 °; tolerancia de la longitud de la muesca será de ± 1 / 4
en. (± 6,4 mm).
(4) Clad no se incluirá en T.(4) Clad no se incluirá en T.
(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD(5) agujeros de calibración Subsurface 1 / 8 in. (3,2 mm) (máximo) de diámetro por 1 1 / 2 in. (38,1 mm) de profundidad (mínimo) deberá ser perforado en el CLAD
interfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa ainterfaz metal-base y por lo 1 / 2 in. (12,7 mm) incrementa a través T / 4 de la superficie revestida, también en 1 / 2 in. (12,7 mm) de la superficie sin revestir y al 1 / 2 in. (12,7 mm) incrementa a
través T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) detravés T / 4 de la superficie sin revestimiento. En cada caso, el agujero más próximo a la superficie deberá ser perforado en T / 2 desde el borde del bloque. agujeros en 1 / 2 in. (12,7 mm) de
espesor incrementos desde el orificio cerca de la superficie serán perforados en 1 en. intervalos mínimos (25,4 mm) a partir de T / 2.espesor incrementos desde el orificio cerca de la superficie serán perforados en 1 en. intervalos mínimos (25,4 mm) a partir de T / 2.espesor incrementos desde el orificio cerca de la superficie serán perforados en 1 en. intervalos mínimos (25,4 mm) a partir de T / 2.
(6) Ronda (semiesférica) orificios inferiores deberán ser perforados solamente cuando sea requerido por una sección de código Hacer referencia para las mediciones de propagación del haz
(Ver T-434.1) se utiliza y la técnica de B-60. Los agujeros de fondo redondo pueden estar situados en el bloque más grande de un conjunto de bloques básicos de calibración, o en un
bloque separado que representa el espesor máximo a ser examinados. (7) T / 2 agujero puede estar situado en el extremo opuesto del bloque.bloque separado que representa el espesor máximo a ser examinados. (7) T / 2 agujero puede estar situado en el extremo opuesto del bloque.bloque separado que representa el espesor máximo a ser examinados. (7) T / 2 agujero puede estar situado en el extremo opuesto del bloque.
ubicación. Cada espesor de la soldadura en el componente debe estar
representado por un bloque que tiene un espesor en relación con la soldadura de
componentes como se muestra en la Fig. J-431. Cuando el espesor de bloques ±
1 pulg. (25 mm) se extiende por dos de los rangos de espesor de la soldadura se
muestran en la Fig. J-431, el uso del bloque debe ser aceptable en aquellas
porciones de cada intervalo de espesor cubiertos por 1 pulg. (25 mm). Los
agujeros deben estar de acuerdo con el espesor del bloque. Cuando se trata de
dos o más bases espesores de material, el espesor del bloque de calibración
será ciente fi suf para contener toda la trayectoria del haz de exploración.
(E) Las soldaduras en materiales con diámetros superiores a 20 pulg.
(508 mm). Para el examen de las soldaduras en materiales en los que el(508 mm). Para el examen de las soldaduras en materiales en los que el
diámetro de la superficie examen es mayor que 20 pulg. (508 mm), un
único bloque de calibración básica curvada puede usarse para calibrar los
exámenes viga recta y el ángulo de las superficies en el intervalo de
curvatura 0,9-1,5 veces el diámetro básico bloque de calibración.
Alternativamente, un FL en bloque de calibración básico pueden utilizarse
siempre que la convexa, cóncava, o radio mínimo compuesto curvatura a
ser examinado es mayor que el radio crítico determinado por el Apéndice
A. Para
98
El propósito de esta determinación, la dimensión de las unidades de
búsqueda de haz rectos o en ángulo FL en contacto de la superficie
tangente al radio mínimo se utiliza en lugar del diámetro del transductor en
la Tabla A-10.
(F) Las soldaduras en materiales con diámetros de 20 pulg. (508 mm) y
menor. El bloque de calibración de base se curva para soldaduras enmenor. El bloque de calibración de base se curva para soldaduras en
materiales con diámetros de 20 pulg. (508 mm) y menos. Un bloque de
calibración básica curvada único puede usarse para calibrar el examen en
superficies en el intervalo de curvatura de 0,9 a 1,5 veces el diámetro
básico bloque de calibración. Por ejemplo, un 8 pulg. (203 mm) de diámetro
bloque de curvado se puede usar para calibrar el examen en las superficies
en el intervalo de curvatura de 7,2 pulg. A 12 pulg. (183 mm a mm 305) de
diámetro. El rango de curvatura de 0,94 pulg. A 20 pulg. (24 mm a 508 mm)
de diámetro requiere seis curvaturas de bloque tal como se indica en la Fig.
T-434.1.7.2 para cualquier intervalo de espesor como se indica en la Fig.
J-431.
(G) de retención y de control. Todos los bloques básicos de calibración(G) de retención y de control. Todos los bloques básicos de calibración
para el examen deberán cumplir con los requisitos de conservación y control
de la Sección del Código de referencia.](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-40-320.jpg)
![A03
K-410 ARTÍCULO 4 - APÉNDICES no obligatoria L-462
APÉNDICE K - grabación de datos del marco
recto EXAMEN PARA PLANARES REFLECTORES
K-410
ALCANCE
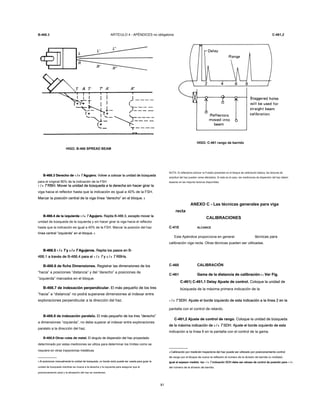
Este Apéndice describe un método para la grabación de datos de la
exploración viga recta para planar re reflectores cuando dimensionamiento
basado amplitud se va a realizar.
K-470 EXAMEN
K-471 Superposición
Obtener datos de las exploraciones sucesivas a incrementos no mayores de nueve
décimas partes de la medida en paralelo dimensión del transductor para el cambio
mínimo de la exploración (10% de superposición). Registro de datos para los puntos
finales según lo determinado por el 50% de DAC.
K-490 RECORDS / DOCUMENTACIÓN
Registre toda la re reflectores que producen una respuesta igual o mayor que
50% de la corrección de la distancia de amplitud (DAC). Sin embargo, la interfaz
de vestidos y la pared posterior re fl exiones no necesitan ser registrados.
Registrar toda la posición de la unidad de búsqueda y las dimensiones de
ubicación a la décima de pulgada.
APÉNDICE L - TOFD CALIBRADO
DEMOSTRACIÓN / sonda DUAL - COMPUTER
Técnica de escaneo L-410
ALCANCE
Este Apéndice proporciona una metodología que puede ser utilizado para
demostrar la capacidad de un sistema de UT para determinar con precisión la
profundidad y la longitud de muescas mecanizadas superficiales que se
originan en la superficie de examen de las señales difractadas resultantes
cuando un nonamplitude, Time-of-Flight-Difracción (TOFD) , sonda dual,
técnica de imagen de ordenador (CIT) se utiliza e incluye un sistema fl aw
clasi fi cación / encolado.
L-420 GENERAL
Artículo 4 requisitos se aplican excepto fi como modi el presente documento.
99
L-430 EQUIPO
L-431 Sistema
equipos del sistema [por ejemplo, unidad de UT, ordenador, software, escáner (s),
unidad de búsqueda (s), cable (s), gel de acoplamiento, codificador (s), etc.] se
describe en el procedimiento escrito.
L-432 demostración del bloque
(un) El material del bloque y forma (FL en o curva) será la misma(un) El material del bloque y forma (FL en o curva) será la misma
que la deseada para demostrar la exactitud del sistema.
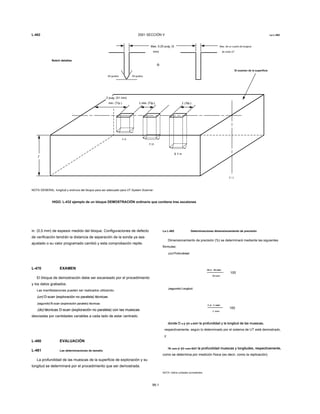
(segundo) El bloque debe contener un mínimo de tres muescas(segundo) El bloque debe contener un mínimo de tres muescas
mecanizadas a profundidades de T / 4, T / 2, y 3T / 4, y con longitudes ( L) y,mecanizadas a profundidades de T / 4, T / 2, y 3T / 4, y con longitudes ( L) y,mecanizadas a profundidades de T / 4, T / 2, y 3T / 4, y con longitudes ( L) y,
en su caso, la orientación que la deseada para demostrar la exactitud de
tamaño del sistema. Ver Fig. L-432 para un ejemplo.
muescas adicionales pueden ser necesarias dependiendo de:
(1) el espesor del bloque;(1) el espesor del bloque;
(2) el número de zonas de examen el espesor del bloque se(2) el número de zonas de examen el espesor del bloque se
divide en;
(3) si o no las zonas son de igual espesor (por ejemplo: tres(3) si o no las zonas son de igual espesor (por ejemplo: tres
zonas se podían romper en una parte superior
1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,1 / 3, medio 1 / 3, y la parte inferior 1 / 3 frente a la parte superior 1 / 4, medio 1 / 2,
y la parte inferior 1 / 4); yy la parte inferior 1 / 4); yy la parte inferior 1 / 4); yy la parte inferior 1 / 4); yy la parte inferior 1 / 4); y
(4) las profundidades deseadas por demostrar.(4) las profundidades deseadas por demostrar.
(do) Antes de la mecanización de las muescas, el material del bloque a(do) Antes de la mecanización de las muescas, el material del bloque a
través del cual deben recorrer los trayectos del sonido será examinada con
el equipo del sistema para asegurarse de que no contiene reflectores que
interferirán con la manifestación.
L-460 CALIBRACIÓN
L-461 Sistema
El sistema deberá ser calibrado por el procedimiento que se ha
demostrado.
L-462 Verificaciones del sistema
Los siguientes controles se realizaron antes de la manifestación:
(A) Registro de posición del codificador. El codificador de posición se(A) Registro de posición del codificador. El codificador de posición se
mueve a través de una distancia medida de 20 pulg. (510 mm). El
sistema de lectura será de ± 1% [± 0,2 pulg. (5 mm)] de la distancia
medida. Codificadores en su defecto el control se re-calibrados y esta
comprobación repiten.
(B) Comprobar el espesor. Un FUNC.LIBRE se hará en el bloque de(B) Comprobar el espesor. Un FUNC.LIBRE se hará en el bloque de
medición. La distancia entre la onda lateral y primera señal de vuelta
de la pared será de ± 0,02](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-41-320.jpg)
![L-483 ARTÍCULO 4 - APÉNDICES no obligatoria L-491
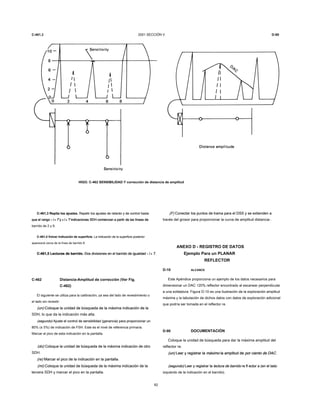
L-483 Clasi fi cación / Dimensionamiento Sistema L-483.1 tamaño. LosClasi fi cación / Dimensionamiento Sistema L-483.1 tamaño. Los
defectos serán clasificados como sigue:
(A) Top-superficie Conectado defectos. indicaciones de defectos compuestos(A) Top-superficie Conectado defectos. indicaciones de defectos compuestos
únicamente de una señal difractada inferior de la punta y con un debilitamiento
asociado, cambio, o la interrupción de la señal de onda lateral, se considerarán
como que se extiende hasta la superficie superior a menos evaluado adicionalmente
por otros métodos de ECM.
(B) Defectos incorporado. indicaciones de defectos tanto con una señal(B) Defectos incorporado. indicaciones de defectos tanto con una señal
difractada superior e inferior de punta o únicamente una señal uppertip
difractada y sin debilitamiento, cambio, o interrupción asociado de la señal de
vuelta de la pared se considerará incrustados.
(C) Parte inferior de la superficie Flaws Conectado. indicaciones de defectos(C) Parte inferior de la superficie Flaws Conectado. indicaciones de defectos
compuestos únicamente de una señal difractada-punta superior y con un
desplazamiento asociado de la pared trasera o la interrupción de la señal de la pared
posterior, se considerarán como que se extiende a la superficie inferior a menos
evaluado adicionalmente por otros métodos de ECM.
L-483.2 Defecto Altura Determinación. altura de defectos (a través deL-483.2 Defecto Altura Determinación. altura de defectos (a través de
la pared dimensión) se determina como sigue:
(A) Top-superficie Conectado defectos. La altura de una conectada la(A) Top-superficie Conectado defectos. La altura de una conectada la
parte superior de la superficie aw fl será determinada por la distancia entre la
onda lateral-superficie superior y la señal difractada inferior-tip.
(B) Defectos incorporado. La altura ( h) aw de un fl integrados se(B) Defectos incorporado. La altura ( h) aw de un fl integrados se(B) Defectos incorporado. La altura ( h) aw de un fl integrados se(B) Defectos incorporado. La altura ( h) aw de un fl integrados se
determinará por:
(1) la distancia entre la señal superior de punta difractada y la(1) la distancia entre la señal superior de punta difractada y la
señal difractada inferior-tip o,
(2) el siguiente cálculo para AWS fl con sólo una señal superior de(2) el siguiente cálculo para AWS fl con sólo una señal superior de
punta difractada singular:
h pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - reh pag [ ( c (t d + t pag ) / 2) 2 - s 2)] 1/2 - re
99,2 donde:
do pag velocidad del sonido longitudinaldo pag velocidad del sonido longitudinaldo pag velocidad del sonido longitudinal
s pag la mitad de la distancia entre las dos sondass pag la mitad de la distancia entre las dos sondass pag la mitad de la distancia entre las dos sondas
puntos de índice
t re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag lat re pag la ight fl-tiempo de- en profundidad dt pag pag la
longitud del pulso acústico
re pag profundidad de la aw fl debajo de la exploraciónre pag profundidad de la aw fl debajo de la exploraciónre pag profundidad de la aw fl debajo de la exploración
superficie
NOTA: Utilice unidades consistentes.
(C) Parte inferior de la superficie conectada fl AWS. La altura de una parte(C) Parte inferior de la superficie conectada fl AWS. La altura de una parte
inferior conectada a la superficie aw fl será determinada por la distancia entre la
señal superior de punta difractada y la señal de back-pared.
L-483.3 Un error Longitud Determinación. La longitud aw fl seráL-483.3 Un error Longitud Determinación. La longitud aw fl será
determinada por la distancia entre el extremo fi tting cursurs hiperbólicas
o los puntos finales aw fl después de una apertura sintética programa
técnica (SAFT) de enfoque se ha ejecutado en los datos.
L-490 DOCUMENTACIÓN
L-491 Informe de demostración
Además de los elementos aplicables en T-492, el informe de
demostración deberá contener la siguiente información:
(un) programa computarizado identi fi cación y revisión;(un) programa computarizado identi fi cación y revisión;
(segundo) Modo (s) de propagación de la onda utilizada;(segundo) Modo (s) de propagación de la onda utilizada;
(do) bloque de demostración con fi guración (material, grosor y(do) bloque de demostración con fi guración (material, grosor y
curvatura);
(re) profundidades de muesca, longitudes, y, en su caso, la orientación (es(re) profundidades de muesca, longitudes, y, en su caso, la orientación (es
decir, axial o circunferencial);
(mi) los ajustes del instrumento y los datos de exploración;(mi) los ajustes del instrumento y los datos de exploración;
(F) precisión de los resultados.(F) precisión de los resultados.](https://image.slidesharecdn.com/art4-180923223349/85/Art-4-en-es-43-320.jpg)















































