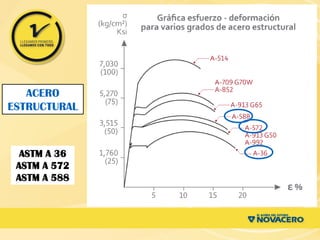
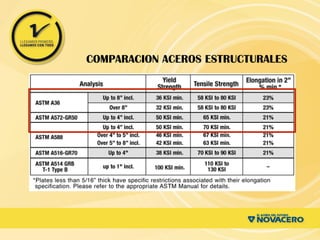
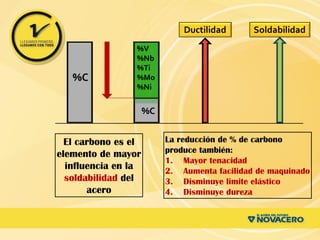
El documento aborda criterios para el diseño y fabricación de estructuras metálicas, enfatizando la selección adecuada de acero estructural y su eficiencia en costos y conexiones. Se discuten diferentes tipos de acero, como ASTM A36 y ASTM A572, así como su resistencia mecánica y aplicaciones específicas en construcción. Además, se destaca la importancia de la industrialización en la construcción para garantizar productos de calidad y seguridad en la realización de proyectos.