Este documento describe el diseño de prácticas de laboratorio para las disciplinas de instrumentación y control en la carrera de ingeniería automática. Se utilizó una maqueta de simulación industrial donada por Miesa para soportar las prácticas técnicamente. Las prácticas se desarrollaron usando instrumentos inteligentes, el protocolo PROFIBUS, la programación de un PLC WinAC Slot 416 e implementación de una aplicación SCADA con el paquete SIMATIC PCS 7. El diseño aplicó conocimientos de didáctica universitaria






![3
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
1.2 Prácticas Docentes
1.2.1 Proceso Enseñanza-Aprendizaje
En la realización de las prácticas docentes no se puede pasar por alto el proceso
enseñanza-aprendizaje en el que se encuentran involucrados alumnos y
profesores; proceso de gran importancia, donde los individuos presentes se
interrelacionan en un ambiente de conocimientos impartidos y adquiridos, en él se
persigue el desarrollo e integración de lo cognitivo, lo afectivo, lo procedimental y
lo conductual. No es suficiente con entrenar alumnos sólo en estrategias
cognitivas y en la adquisición de destrezas procedimentales. Se debe trascender
del usual desarrollo de habilidades, a una concepción que integre la motivación, la
sensibilidad, los valores, las conductas y los modos de ser y hacer.
Dirigiendo los esfuerzos en estas direcciones se puede lograr en los alumnos la
disposición de continuar con su superación en su posterior vida profesional.
“Propiciará también la capacidad de plantear y resolver problemas, predecir
resultados y desarrollar el pensamiento crítico, la imaginación especial y el
pensamiento deductivo; introducirá al mundo social y al mundo natural
entendiendo éstos como procesos dinámicos y en evolución, y formará buenos
ciudadanos que vivan en la democracia y la cultura de la legalidad”. [1]
Resumiendo, se pueden utilizar las palabras de Fernando Cerón Olvera en
relación a la calidad del proceso de enseñanza-aprendizaje en su artículo: “La
práctica docente... Algo importante de abordar”:
“…digamos que habrá calidad en la educación cuando se logre formar algunas
capacidades generales de la inteligencia para pensar por cuenta propia, de modo
lógico, crítico e imaginativo; y se formen además los valores necesarios para la
vida democrática y ciudadana”. [2]
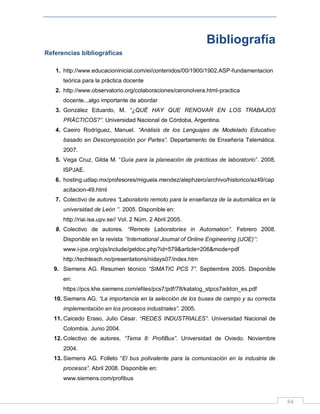
1.2.2 Práctica y Teoría
En las palabras de González Eduardo, M., en su artículo, ¿QUÉ HAY QUE
RENOVAR EN LOS TRABAJOS PRÁCTICOS?, se expone la estrecha relación
que se evidencia entre la teoría y la práctica en la resolución de prácticas de
laboratorio.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-22-320.jpg)
![4
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
“No se trata solo de un aprendizaje de métodos o de una ilustración de la teoría, ni
se trata exclusivamente de aplicar esa teoría a la resolución de problemas. Se
trata de dar un significado en el aprendizaje al hecho de que la ciencia es una
actividad teórico-experimental”. [3]
1.2.3 Práctica educativa, concepto
El concepto de práctica educativa se considera de forma abierta, involucrando
desde simples lecciones de corta duración, cursos completos de un año, hasta los
tradicionales cursos a distancia basados en la entrega de contenidos, y la
realización de cuestionarios con aproximaciones centradas en la resolución de
problemas, o el desarrollo de proyectos. [4]
1.2.4 Necesidad de la práctica docente
En el desarrollo de la actividad docente diaria debe tenerse en cuenta, que con el
conocimiento teórico y simulaciones realizadas no se completa la formación de un
profesional en el campo de la ingeniería, pues es necesario que los estudiantes
manipulen componentes y equipos reales, dígase: sensores, transmisores y
autómatas, entre otros.
Desde el punto de vista de la pedagogía, la utilización de tecnologías industriales
en carreras técnicas supone una gran cantidad de posibilidades. Por esto, los
distintos aspectos del proceso enseñanza-aprendizaje de las ciencias (teniendo en
cuenta desde el manejo de conceptos hasta la evaluación, pasando por prácticas
de laboratorio y resolución de problemas) han ido en evolución constante según
las nuevas tecnologías. Prueba de ello es que durante los últimos años se ha
fomentado el desarrollo de numerosos prototipos con fines docentes, tales como:
simuladores, laboratorios virtuales y maquetas industriales.
La utilización de un equipo didáctico permite al estudiante, mediante las prácticas
de laboratorio, una consolidación de los contenidos recibidos en el aula. Con esto,
los alumnos adquieren un primer contacto con los sistemas industriales, pilar
básico en el desempeño satisfactorio de las demás asignaturas y como futuro
ingeniero en Automática.
Por otro lado, la integración teórico-práctica que se logra con el desarrollo de una
práctica de laboratorio, permite a los estudiantes constatar con resultados](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-23-320.jpg)
![5
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
prácticos, los conceptos teóricos adquiridos y el desarrollo de habilidades de
carácter experimental logrando la conformación como un todo necesario de la
enseñanza universitaria con la realidad del mundo profesional e industrial. Así se
fomenta el desarrollo de habilidades a través de valoraciones e informes de los
resultados obtenidos en relación con la teoría.
A modo de resumen se emplean las palabras de González Eduardo, M. en su
artículo ¿QUÉ HAY QUE RENOVAR EN LOS TRABAJOS PRÁCTICOS? respecto
a las prácticas docentes:
“Se trata, sin duda, de la orientación más ardua y compleja, pero también de la
más prometedora. Es también una posibilidad para que los esfuerzos innovadores
de los docentes y las expectativas de los estudiantes no terminen en nuevas
frustraciones”. [3]
1.2.5 Metodología
Es de marcada importancia, que la metodología que se utilice en el diseño de las
prácticas de laboratorio, aseguren en el alumno la asimilación de los conceptos
aprendidos por medio de la experimentación con equipos reales, de modo que se
exija el estudio y la aplicación de los conocimientos, asegurando el desarrollo de
habilidades.
En general, la investigación desarrollada a favor de mejorar el rendimiento o la
eficacia de la docencia, suele basarse en estos aspectos:
1.2.5.1 Aspectos para el diseño de las prácticas de laboratorio
Organización y planificación: Preparar el trabajo docente y presentarlo a los
alumnos del modo más conveniente para su asimilación.
Medios de expresión y comunicación: Dotar a la materia de un medio
atractivo de presentación.
Fomento de la interacción profesor-alumno: Fomentar la comunicación
bidireccional entre el profesor y el alumno, de forma que el primero obtenga
datos importantes para el seguimiento de la docencia, y el segundo una
atención más personalizada a sus necesidades.
Enfoques dirigidos a algún contenido de la materia: Enfocar contenidos
adaptados concretos a una situación determinada.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-24-320.jpg)
![6
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
Motivación al alumno: Conseguir un mayor esfuerzo por parte del alumno
basado en la idea de sustituir obligación por afición.
Limitación de tiempo: Asegurar que el tiempo destinado a las prácticas sea
suficiente para la culminación exitosa de las mismas.
Coordinación: Asegurar la coordinación que requiere la parte teórica con la
práctica. No se deben exigir en el laboratorio conceptos no explicados en
teoría, ni se debe dejar pasar mucho tiempo entre lo enseñado en teoría y
su puesta en práctica.
Evolución de la complejidad: Las prácticas deben ir aumentando
gradualmente, evitando grandes saltos teóricos entre una práctica y la
siguiente. [5]
1.2.5.2 Organización de las prácticas
Los estudiantes deben acudir a la práctica de laboratorio debidamente preparados.
Esto significa haber estudiado la teoría correspondiente en el texto de la
asignatura, y las indicaciones particulares para la práctica que corresponda. La
práctica será realizada en grupos cuyo tamaño se indicará para cada una según
las diferentes tareas necesarias para su ejecución.
Al comienzo de la práctica se darán las orientaciones pertinentes, se debatirán las
hipótesis y los experimentos que realizará cada subgrupo, se distribuirán las
tareas a desarrollar entre los estudiantes y se demostrará, si fuese necesario, el
uso de los equipos e instrumentos que serán utilizados, aunque esto último deberá
verse antes de la práctica. Si el docente lo considera necesario se realizarán por
escrito preguntas iniciales, o mediante el debate de las propuestas de los
experimentos que realizará cada colectivo, se podrá evaluar su preparación y
estudio independiente.
Durante la realización de la práctica por los estudiantes, el docente controla que
las orientaciones se cumplan adecuadamente y los estudiantes deben atender sus
indicaciones, así como mantener una estricta disciplina, con el mayor cuidado en
el uso de la base material.
El docente estará presente durante la realización de las mismas para aclarar
cualquier duda que se presente, y orientar de forma correcta el desarrollo de la](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-25-320.jpg)
![7
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
misma. Es bueno aclarar que la máxima responsabilidad de la realización de la
práctica corresponde al grupo de estudiantes.
Al final de la práctica los estudiantes intercambiarán la información recopilada por
cada uno de ellos, con lo cual confeccionarán de forma individual o colectiva,
según sea el caso, el informe que se solicita, que se deberá entregar en el propio
laboratorio o en la fecha que establezca el docente.
En la evaluación de la práctica de laboratorio se tendrá en cuenta la preparación
previa del estudiante, la calidad en la realización de los experimentos y la del
informe final. (Anexo 1)
1.3 Estado del Arte
1.3.1 Los Equipos Didácticos para la enseñanza y
entrenamiento técnico en Automatización: Una visión mundial
En el mundo existen dos variantes bien definidas para el entrenamiento de
estudiantes de carreras de ingeniería, son ellas:
Montajes industriales para capacitación.
Equipos didácticos industriales para capacitación.
A continuación se exponen las características fundamentales de cada uno de
estos elementos.
1.3.1.1 Montajes industriales para capacitación
En la actualidad los montajes industriales son un medio físico, mediante el cual se
entrena a los alumnos para el desarrollo de habilidades. Pero son muchas las
ocasiones en que este entrenamiento se realiza con estos equipos montados
temporalmente, de forma insegura y de difícil operación.
Los montajes industriales para capacitación, una vez instalados, presentan
diversas desventajas, entre ellas: [6]
Pueden presentarse riesgos para el equipo y/o el alumno al no contar con
las medidas mínimas de seguridad.
Pérdida de tiempo en la realización de prácticas en la instalación provisional
de los equipos y su acondicionamiento, por ejemplo: cableado, sujeción de
elementos, etc.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-26-320.jpg)
![8
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
Nulas o pocas posibilidades de simulación de eventos industriales reales.
Genera poco interés en los alumnos para la realización de prácticas.
Los montajes industriales para capacitación poseen una vida útil corta
debido a que no son diseñados para la enseñanza.
1.3.1.2 Equipos didácticos industriales para capacitación
Hoy pueden encontrarse empresas dedicadas al diseño y fabricación de equipos
didácticos industriales para el entrenamiento y la capacitación de estudiantes o
personal técnico. Es tal el alcance y la versatilidad de estos equipos diseñados
con fines docentes, que son capaces de simular procesos industriales y sus fallas
más comunes, cuentan con un diseño atractivo, una programación de prácticas ya
establecidas y con objetivos claros ya predefinidos. Todo esto permite una mayor
productividad en el proceso de enseñanza y enriquece la formación de los
estudiantes.
Entre los principales fabricantes están:
Energy Conceps INC.
Edutelsa.
LaVolt.
Todos estos ofrecen equipamiento para talleres y laboratorios de organismos que
desempeñan actividades docentes de niveles medio y superior, aportando
diferentes tipos de innovaciones y con servicios debidamente actualizados; se
dedican a la fabricación, comercialización, instalación y servicio de equipos y
programas didácticos para la capacitación del trabajo industrial. [6]
Las ventajas que pueden ofrecer son:
Capacitación amena y rápida.
Mayor seguridad.
Practicas Planeadas.
Soporte técnico definido.
Entre sus desventajas pueden mencionarse las siguientes:
Costo inicial muy alto.
Necesidad de un instructor capacitado.
Dependencia de una empresa.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-27-320.jpg)
![10
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
1.3.2.1 Laboratorio de Automática de la Universidad de León en España
Este laboratorio está compuesto por diferentes módulos; en ellos se encuentran
representados de forma didáctica, distintos procesos o situaciones que pueden
ser encontrados por los estudiantes en la industria. Cada práctica se encuentra
implementada sobre maquetas didácticas, integradas por instrumentos y
dispositivos industriales. Se dispone además de la posibilidad de tener acceso
remoto al laboratorio desde locales debidamente habilitados con este propósito;
así los estudiantes tienen la posibilidad de acceder a la instalación en cualquier
momento. [7]
A continuación se ofrecen algunos detalles.
a-) Accionamientos de frecuencia variable
Este laboratorio pone a disposición del estudiante una aplicación que permite
trabajar directamente con accionamientos basados en convertidores de PWM.
Estos equipos didácticos están constituidos por un variador de frecuencia
MICROMASTER, un motor de baja potencia con sistema de frenado mecánico y
un encoder incremental de 1024 pulsos en el eje que permite cerrar lazos de
control. [7]
Figura No. 1.1. Maqueta para accionamientos de frecuencia variable.
b-) Maquetas industriales para control de procesos
Esta aplicación está diseñada con equipos específicos que dan una visión más
real de los procesos industriales, ya que a través de la instrumentación que
incorpora pueden manejarse señales eléctricas, dando lugar a lo que se denomina
Maqueta Industrial.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-29-320.jpg)

![12
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
d-) Características estructurales del laboratorio en general
El nivel de control del laboratorio está conformado por una red Ethernet industrial y
PLCs; el enlace a nivel de campo con los variadores de velocidad se realiza
mediante PROFIBUS DP, estos variadores se encuentran como esclavos de la red
PROFIBUS. El nivel de planta lo componen PCs conectadas a una red Ethernet
que supervisan y monitorizan el proceso gestionando su evolución.
Figura No.1.4. Estructura general del laboratorio.
1.3.2.2 Laboratorio de Automática de AIP-PRIMECA RAO
Este laboratorio se encuentra conformado por diferentes módulos, todos
accesibles desde aplicaciones Web; en cada uno se puede realizar el control
automático de motores, así como la manipulación de variadores de velocidad y
actuadores electroneumáticos utilizando PLCs a través de buses de campo. [8]
Características generales de los módulos
Cada módulo ilustra la instalación de un PLC, un manipulador de movimiento
(Variador de velocidad) y un conjunto de entradas y salidas sobre distintos buses
de campo.
Los elementos principales que componen los módulos son:
Área de alimentación. (Circuitos de protección y accionamientos, Fuente
de AC/DC).
Área de control. Posee un PLC que por una rama está conectado a un
servidor Web mediante una red Ethernet. En la otra rama está conectado a
una red de campo en la que se encuentran conectados los sensores y
actuadores de la maqueta. Además en esta área se encuentra un panel
como interface HMI.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-31-320.jpg)
![13
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
Área de campo. Contiene las entradas y salidas distribuidas y los
elementos que se conectan a ella como: sensores, actuadores, encoders,
motores de arranque y variadores de frecuencia. (Pueden conectarse
además otros dispositivos).
Figura No. 1.5. Diseño estructural del laboratorio.
Algunos módulos del laboratorio (AIP-Primeca RAO)
Figura No. 1.6. Módulo con red PROFIBUS DP (Izquierda), con red Modbus TCP/RTU (Derecha).
Acceso remoto al laboratorio
Para acceder al laboratorio cada profesor o tutor debe registrarse con anterioridad
en una sección de administración de redes. Luego el profesor puede conectarse a
la intranet y ver cuáles son los dispositivos que tendrá disponibles por un tiempo
de 60 minutos máximo. El profesor en este momento tiene la facultad de cambiar
la contraseña de acceso de los estudiantes. [8]
Luego es posible que los estudiantes se conecten y comiencen a interactuar con
una aplicación Web que dispone de:
Visualización de la maqueta mediante Webcam.
Archivos de ayuda de toda la documentación correspondiente.
Interface grafica de la aplicación.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-32-320.jpg)
![14
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
Figura No. 1.7. Aplicación Web para acceso remoto al laboratorio.
Arquitectura de la red
Desde esta aplicación se puede programar el PLC del módulo, a través del
software correspondiente (Schneider Electric PL7-Pro), monitorizar el proceso
mediante la interface de video y desarrollar supervisión del proceso mediante los
softwares Vijeo Designer or Citect Scada. Toda la información fluye utilizando un
servidor con Windows® Server 2003 al que se conectan las distintas estaciones.
Figura No. 1.8. Arquitectura de la red de acceso remoto al laboratorio.
1.3.2.3 Laboratorio de Automática en Telemark University College,
Noruega
Este laboratorio cuenta con diferentes prácticas implementadas, estas recogen
diversos elementos relacionados con la automática y el control. Existe
comunicación del proceso con PCs a través del software LABVIEW con servidor
OPC, se cuenta también con simulaciones implementadas sobre este programa y
la posibilidad de interactuar con el proceso utilizándolas.[9]](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-33-320.jpg)
![15
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
A continuación se muestran algunas de las prácticas que existen implementadas
en el laboratorio.
a-) Control de procesos de primer orden con retardo
Esta práctica ha sido implementada sobre la simulación en LABVIEW de un
proceso de primer orden con retardo, se utilizan controladores “Fuji PYX5 y PYX9
PID” en el lazo y además una interface de entrada/salida USB-6008 de National
Instruments para comunicar la simulación del proceso (LABVIEW + PC) con el
controlador (Fig. 1.9). [9]
Figura No. 1.9. Comunicación Labview/Controlador PYX9 empleando el dispositivo USB 6008 de
National Instruments.
b-) Control de taladro empleando un SIMATIC PLC
Esta práctica simula el control de un taladro utilizando un PLC de Siemens (S7-
300), el proceso es simulado en LABVIEW y se comunica con el PLC mediante un
servidor OPC del cual la PC que ejecuta el software (LABVIEW) es cliente. La
práctica posee una interface gráfica diseñada para monitorizar de cierta manera el
comportamiento del equipo según los parámetros de simulación. [9]
Figura No.1.10. Aplicación para el control de un taladro empleando servidor OPC.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-34-320.jpg)
![16
Los laboratorios de Automática en el proceso Enseñanza-Aprendizaje . Capítulo I
c-) Modelado matemático del comportamiento del nivel en un tanque
La presente práctica de laboratorio consta de dos partes; la primera es el
modelado de matemático del proceso de variación de nivel empleando ecuaciones
diferenciales, y la segunda es la identificación del proceso empleando datos
obtenidos de la variación de flujo, que es producida por una bomba de agua. De
aquí debe obtenerse un modelo discreto del comportamiento de nivel en el tanque
de la maqueta.
El proceso de identificación se desarrolla una vez obtenidos los datos de variación
de nivel a partir de la manipulación del accionamiento de la bomba, para obtener
el modelo correspondiente se utiliza un programa de LABVIEW que emplea los
datos almacenados y devuelve un modelo matemático discreto. Más tarde se
orienta a los estudiantes diseñar un sistema de control utilizando el modelo
obtenido. [9]
Figura No. 1.11. Maqueta para control de nivel en un tanque.
1.3.3 Análisis del estado del Arte
En las secciones anteriores se ha visto que existe un gran desarrollo en los
laboratorios de Automática para estudiantes de ingeniería. Este factor influye
directamente en la preparación del alumno y la superación del profesor, ya que se
tiene la posibilidad de formar al profesional integralmente en la práctica y la
teoría. Por tanto, la razón principal de este proyecto, es la necesidad de sentar las
bases para que el laboratorio de Automática logre reunir las características antes
mencionadas.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-35-320.jpg)


![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
24
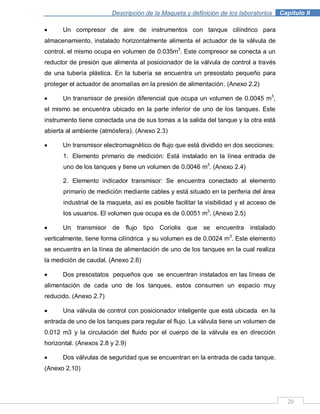
Una regleta inteligente (ET 200M con fuente de alimentación) instalada para
descentralizar los módulos de E/S digitales y analógicos. Estos se encargan de
recoger las señales del Módulo de Equipos e Instrumentos. (Anexo 2.14)
Módulos de conversión DP/PA para comunicar los dispositivos de campo con
la CPU. (Anexo 2.15)
2.4 Software de aplicación
La PC industrial tiene como sistema operativo Microsoft® Windows XP® SP2.
Para desarrollar tareas de ingeniería se encuentra equipada con la aplicación
SIMATIC PCS7 v7.0; este paquete constituye el entorno de desarrollo de
“SIEMENS” que integra las soluciones software (WinCC, STEP 7, ROUTE
CONTROL, SIMATIC Logon, SIMATIC NET, SIMATIC PDM, PC Based Control)
brindadas por dicho fabricante para la automatización y el control.
2.4.1 SIMATIC PCS 7
El SIMATIC PCS 7 es un sistema de control de procesos avanzado, que ofrece
una arquitectura modular y abierta, potentes tecnologías básicas, componentes de
hardware y software estándares tomados de la última gama SIMATIC de Siemens
y sofisticadas funciones de control e instrumentación. Sus principales
características son: [10]
Grandes prestaciones, flexibilidad y escalabilidad.
Gestión homogénea de datos, comunicación y configuración.
Sistema abierto sobre la base de tecnologías básicas y estándares
industriales internacionalmente establecidos.
Potente ingeniería a escala de sistema, conducción fácil y segura del
proceso.
Manejo y visualización confortables, redundancia a todos los niveles y
conexión directa a tecnologías de la información.
Soluciones de automatización de seguridad positiva.
Amplia integración de buses de campo.
Soluciones flexibles para procesos por lotes e integración de transportes de
material (Route Control).](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-43-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
25
Gestión de activos (diagnóstico, reparación y mantenimiento preventivos).
Todas las labores de ingeniería para el control y la automatización se llevan a
cabo en el Administrador SIMATIC.
2.4.1.1 Administrador SIMATIC
El Administrador SIMATIC es la plataforma de integración para el “Engineering
Toolset” y la base de configuración para toda la ingeniería del sistema de control
de procesos SIMATIC PCS 7. En él se administra, archiva y documenta el
proyecto SIMATIC PCS 7. Usando el “Engineering Toolset”, ajustado a las
necesidades tecnológicas, bloques y esquemas preconfigurados, los tecnólogos y
técnicos de procesos y de fabricación pueden realizar la ingeniería trabajando con
los elementos que les son habituales. El hardware necesario para un proyecto
SIMATIC, como son controladores, componentes de comunicación y periferia del
proceso, está guardado en un catálogo electrónico y se configura y parametriza
con la herramienta “HW Configuration”. [10]
2.4.1.2 Ventajas
Asimismo, cada usuario disfruta de las ventajas que resultan del uso de
componentes SIMATIC estándares como: [10]
Reducidos costos en hardware e ingeniería, y ahorro de logística,
mantenimiento y formación.
Calidad y estabilidad acreditadas.
Definición y selección fácil y rápida de los componentes del sistema.
Disponibilidad global.
El proyecto se desarrolló utilizando el paquete PCS 7 instalado en la PC. A través
del SIMATIC Manager se programaron las aplicaciones (configuración de la red, y
programación del PLC) en STEP 7 v5.4; y para la aplicación SCADA se utilizó el
WinCC v6.2 incluido en dicho paquete.
2.5 Arquitectura de la red Industrial
2.5.1 Buses de campo
La génesis de los buses de campo está sustentada por la necesidad de
implementar tecnologías modernas que permitan eliminar cableado, acceder a la](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-44-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
26
mayor cantidad de información posible de manera segura y confiable ejecutando
comandos de control y descarga de configuraciones, todo en forma rápida y por un
mismo medio.
El eliminar cableado implicó en forma inmediata eliminar considerablemente
puntos de falla con un beneficio adicional referido al aspecto impecable que toman
los gabinetes de control, al mismo tiempo el acceder a mayor cantidad de
información de equipos instalados en la periferia permite optimizar el desempeño
del proceso, por otro lado al ser la comunicación bidireccional entre maestros y
periferias además es posible implementar medidas de mantenimiento efectivas.
Al desaparecer el riesgo del punto de falla por el excesivo cableado, las plantas se
ven enfrentadas a un nuevo desafío: implementar una red de control de calidad,
donde ya no solo el maestro y el esclavo son los responsables de un buen
funcionamiento, sino también una buena instalación, que va desde cómo se corta
y aterriza un cable de comunicación, como se segmenta una red, como se
optimiza la señal por efecto de las distancias, como se arma un conector hasta el
cierre adecuado del bus. [11]
2.5.1.1 Concepto de BUS
Se puede considerar a un “bus” como un conjunto de conductores conectando
conjuntamente uno o más circuitos para permitir el intercambio de datos. Contrario
a una conexión punto a punto donde solo dos dispositivos intercambian
información, un “bus” consta normalmente de un número de usuarios superior,
además generalmente un “bus” transmite datos en modo serie. Para una
transmisión serie es suficiente un número de cables muy limitado, generalmente
con dos o tres conductores y, la debida protección contra las perturbaciones
externas para permitir su tendido en ambientes de ruido industrial. [12]
2.5.1.2 Ventajas de un bus de campo
El intercambio se lleva a cabo por medio de un mecanismo estándar.
Flexibilidad de extensión.
Conexión de módulos diferentes en una misma línea.
Posibilidad de conexión de dispositivos de diferentes procedencias.
Distancias operativas superiores al cableado tradicional.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-45-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
27
Reducción masiva de cables y costo asociado.
Simplificación de la puesta en servicio.
2.5.1.3 Desventajas de un bus de campo
Necesidad de conocimientos superiores.
Inversión de instrumentación y accesorios de diagnóstico.
Costos globales inicialmente superiores.
2.5.2 PROFIBUS
2.5.2.1 Generalidades del PROFIBUS
Principales elementos [10]
Transmite pequeñas cantidades de datos.
Cubre necesidades de tiempo real.
Número de estaciones bajo (32 sin repetidores, 127 con repetidores máx.).
Fácil configuración: Plug & Play.
Permite integrar dispositivos inteligentes y otros “menos inteligentes”.
Protocolos simples.
Propone dos tipos de estaciones:
1. Maestras (activas): pueden controlar el bus e iniciar transferencias
2. Esclavas (pasivas): sólo pueden reconocer mensajes o responder a
peticiones remotas.
Configuración mínima:
1. Dos maestros.
2. Una estación maestra y una esclava.
Topología de la red en bus lineal o árbol con terminadores
Transmisión serie sobre distintos medios, generalmente RS-485.
Ofrece redundancia opcional mediante un segundo medio de transmisión.
Servicios de transferencia:
1. Acíclicos:
Envío de datos con acuse de recibo o sin él.
Petición de datos con respuesta.
2. Cíclicos:
Polling (Sondeo).](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-46-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
28
2.5.2.2 Familia PROFIBUS
La familia PROFIBUS está compuesta por FMS, DP y PA (Tabla 2.1). [13]
PROFIBUS – FMS (1) PROFIBUS – DP (2) PROFIBUS – PA (3)
Automatización de Propósito
General
Automatización de Planta Automatización de Proceso
Amplio rango de aplicaciones
Nivel de célula
Flexibilidad
Tareas de comunicación
complejas
Comunicación Multi-Maestro
Alta velocidad
Plug & Play
Eficiente y barato
Comunicación de sistemas de
control y E/S distribuidas a
nivel de dispositivo
Orientado a la aplicación
Alimentación de los
dispositivos a través del bus
Seguridad intrínseca
Tabla No. 2.1. Familia del PROFIBUS.
1- PROFIBUS- Fieldbus Messaging Specification (FMS).
2- PROFIBUS-Distributed Periphery (DP).
3- PROFIBUS-Process Automation (PA).
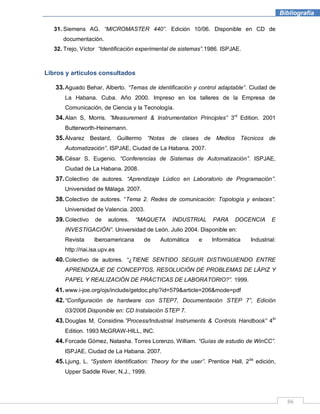
2.5.2.3 Datos técnicos del PROFIBUS
PROFIBUS DP PROFIBUS PA
Transmisión de datos RS-485 RS-485 IS Fibra óptica MBP
Velocidad de transmisión 9.6 kbits/s...12 Mbits/s 9.6 kbits/s...12 Mbits/s 9.6 kbits/s...12 Mbits/s 31.25 kbits/s
Cable Bifilar blindado Bifilar blindado Plástico y multimodo
sencillo con fibra de
vidrio
Bifilar blindado
Modo de operación EEx(ib) EEx(ia/ib)
Topología Lineal, árbol línea Anillo, estrella, línea Anillo, estrella,
línea
Estaciones por segmento 32 32 - 32
Estaciones por red
( repetidor)
126 126 126 -
Longitud del cable por
segmento en función de la
velocidad de transmisión
1200m (93.75 kbits/s)
1000m (187.5 kbits/s)
400m (500 kbits/s)
200m (1.5 Mbits/s)
100m (12 Mbits/s)
1000m (187.5 kbits/s)
400m (500 kbits/s)
200m (1.5 Mbits/s)
Máx. 80m (plástico)
2-3 Km (multimodo
con fibra de vidrio)
≥ 15 Km con 12
Mbits/s (modo sencillo
con fibra de vidrio)
1900 m:
estándar
1900 m:
EEx(ib)
1000 m:
EEx(ia)
Repetidor para refrescar
señales en redes RS-485
Máx. 9 Máx. 9 No relevante No relevante
Tabla No. 2.2. Datos técnicos del PROFIBUS (Familias disponibles en la maqueta).
2.5.2.4 Algunas ventajas de PROFIBUS
Interoperabilidad
Es la posibilidad de instalar dispositivos de distintos fabricantes en una misma red
sin que se produzcan problemas de compatibilidad. La aprobación según el
Standard PROFIBUS asegura que cualquier dispositivo PROFIBUS puede ser
integrado independientemente del fabricante, de este modo se elimina la lista de
“proveedores favoritos” con las consiguientes ventajas en cuanto a disponibilidad
de dispositivos. [11]](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-47-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
29
Redundancia
En aquellas plantas en las que una parada en el sistema de control del proceso
suponga pérdidas importantes o incluso circunstancias peligrosas, se hace
necesaria una elevada disponibilidad del sistema de control, la cual se consigue
por medio de arquitecturas redundantes y tolerantes a fallas. En estas situaciones
también la red de control debe proporcionar una máxima disponibilidad, por medio,
entre otras medidas, de configuraciones redundantes en el bus de campo.
PROFIBUS ofrece una elevada disponibilidad desde la red de alta velocidad y
llegando incluso hasta el nivel de instrumentación de campo en PROFIBUS PA,
gracias a la redundancia y a la configuración tolerante a fallas en PA por medio de
la arquitectura en anillo. [11]
2.5.3 Topologías de red
Se le llaman topologías de red a las diferentes estructuras de interconexión en que
se pueden organizar las redes de transmisión de datos entre dispositivos. Cuando
componentes de automatización autónomos tales como sensores, actuadores,
autómatas programables, robots, etc., intercambian información, estos deben
interconectarse físicamente con una estructura determinada. Cada topología de
red lleva asociada una topología física y una topología lógica. La primera
(topología física), es la que define la estructura física de la red, es decir, la manera
en la que debe ser dispuesto el cable de interconexión entre los elementos de la
red (Fig. 2.4). La topología lógica es un conjunto de reglas normalmente asociada
a una topología física, que define el modo en que se gestiona la transmisión de los
datos en la red. La utilización de una topología influye en el flujo de información
(velocidad de transmisión, tiempos de llegada, etc.), en el control de la red, y en la
forma en la que esta se puede expandir y actualizar.
Figura No. 2.4. De izquierda a derecha: Topologías de anillo, árbol, estrella y bus.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-48-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
30
2.5.4 Detalles de la red implementada en la maqueta
La red industrial que se encuentra implementada se basa en el estándar
PROFIBUS; DP para un nivel superior y PA para los dispositivos del campo.
En la maqueta de simulación se cuenta con una topología del tipo, anillo
PROFIBUS PA (Fig. 2.6). El anillo PROFIBUS PA se conecta a dos acopladores
DP/PA FDC 157-0 de una transmisión entre redes DP/PA, que se utiliza en un
PROFIBUS DP simple. La comunicación redundante PROFIBUS PA de bus de
campo que ha desarrollado “Siemens Automation and Drives (A&D)” permite
incrementar la disponibilidad de la planta y evitar paros no programados por
roturas o errores. En el diseño se ha incluido un acoplador DP/PA redundante y un
distribuidor activo de campo AFD (Active Field Distributor), aptos para configurar
topologías en anillo de alta disponibilidad.
2.5.4.1 Distribuidor activo de campo (AFD)
El distribuidor AFD (Fig. 2.5) cuenta con conexiones bus integradas automáticas.
Estas aíslan subsegmentos defectuosos de forma automática y sin transitorios al
producirse un cortocircuito o romperse un hilo conductor. Permiten, por otro lado,
modificar la instrumentación o añadir y quitar segmentos en anillo con el sistema
en marcha. La instalación también se simplifica y es más segura gracias a la
exclusión general de las terminaciones erróneas. Hay además disponible toda una
serie de funciones de diagnóstico que permiten localizar y subsanar fallos sin
pérdida de tiempo.
Los distribuidores de campo activo AFD (Active Field Distributors) integran
dispositivos de campo PROFIBUS PA a través de sus 4 conexiones de cables
derivados en un anillo PROFIBUS PA. Por cada anillo se pueden configurar hasta
8 AFDs y hasta 31 dispositivos PROFIBUS PA. [14]
Figura No. 2.5. Distribuidor Activo de Campo (AFD).](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-49-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
31
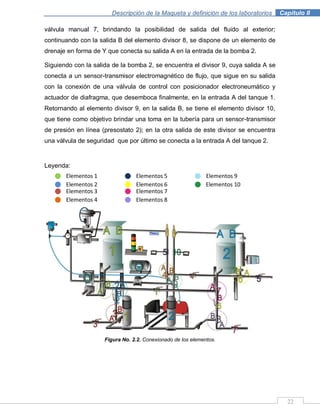
Figura No. 2.6. Conexionado de la red implementada en la maqueta de simulación industrial.
2.5.4.2 Topología física en anillo
Los nodos se conectan en serie alrededor del anillo. Sería equivalente a unir los
extremos de una red en bus. Los mensajes se transmiten en una dirección
(actualmente existen topologías en red con envíos en ambos sentidos, siendo este
el caso implementado en la maqueta), pasando por todos los nodos necesarios
hasta llegar a su destino. No existe un nodo principal y el control de la red queda
distribuido entre todos los nodos. Cuando la red es ampliada o reducida, el
funcionamiento queda interrumpido y un fallo en la línea provoca la caída de la red
(problemas que son solucionados con el empleo del AFD). [15]
2.5.4.3 Ventajas especiales de la arquitectura en anillo
Disponibilidad máxima.
Gestión de redundancia transparente para el sistema superpuesto de los
acopladores DP/PA inteligentes.
Los terminadores de bus para la resistencia de cierre de bus automática en
los acopladores DP/PA y los AFDs ofrecen aislamiento automático sin
choques de segmentos parciales en caso de cortocircuito o rotura de cable
y modificación de la configuración en anillo y de los instrumentos durante el
funcionamiento; añadir o retirar segmentos del anillo.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-50-320.jpg)
![Descripción de la Maqueta y definición de los laboratorios . Capítulo II
32
Aplicaciones de seguridad y tolerantes a fallos con gastos reducidos de
dispositivos y en cableado. [15]
2.5.4.4 Cableado PROFIBUS utilizado
El tipo de cable utilizado es “cable bus con tecnología FastConnect”,
denominado “PROFIBUS FC Standard Cable GP” (Fig. 2.7); este presenta
características de montaje rápido y sencillo de conectores, mediante la
herramienta peladora. Los conductores presentan una estructura bifilar trenzada,
apantallada, con simetría radial. [14]
Figura No. 2.7. Cable PROFIBUS FC Standard Cable GP (izquierda) y Conector 830-2 (derecha).
2.5.4.5 Conector PROFIBUS utilizado
El tipo de conector es denominado “PROFIBUS cable enchufable 830-2” (Fig. 2.7);
este se encuentra pre confeccionado con dos conectores macho de 9 polos. Uno
de los conectores incorpora una interfaz PG. El conector 830-2 sirve para
comunicar estaciones PROFIBUS a equipos de automatización con velocidades
de transferencia de hasta 12Mbits/s. [16]
2.5.4.6 Elementos físicos conectados a PROFIBUS DP
CPU 416 2DP PCI.
ET200M.
DP/PA Link con acopladores DP/PA redundantes IM157-0.
2.5.4.7 Elementos físicos conectados a PROFIBUS PA
DP/PA Link con acopladores DP/PA redundantes IM157-0.
Transmisor Electromagnético de flujo MAG 6000I.
Transmisor de Coriolis MASS 6000.
Transmisor de presión diferencial SITRANS P.
Posicionador inteligente SIPART PS2.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-51-320.jpg)
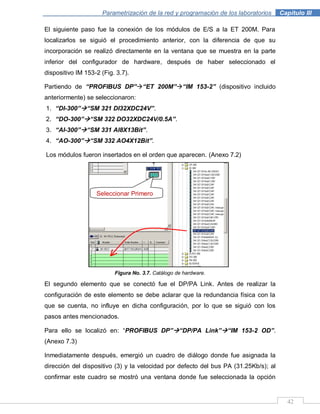
![Parametrización de la red y programación de los laboratorios .Capítulo III
36
3.1 Introducción
En este capítulo se configurará por software y físicamente (en el caso de la
ET200M y el DP/PA Link) la red implementada teniendo en cuenta el estándar de
comunicación industrial PROFIBUS y los dispositivos que se encuentran presentes
en la maqueta de simulación. Al concluir con el direccionamiento de los elementos
se expondrá la programación de los laboratorios y de las condiciones de
operación.
Para dar solución a los planteamientos de este capítulo se realizará un estudio de
los siguientes elementos:
3.1.2 Simatic WinAC
Simatic WinAC está disponible en dos versiones:
Software PLC
Slot PLC
La versión con la que se trabaja en este proyecto es la Slot PLC, debido a que el
PLC disponible cumple con WinAC Slot PLC 416 (sección 2.2.1.1). Esta solución
se basa en el uso de una PC y en aplicaciones donde se requiere un alto grado de
disponibilidad y confiabilidad operacional. El WinAC Slot PLCs está basado en la
familia de CPU S7-400. En combinación con una fuente externa de 24V, los
programas de usuario son procesados independientemente de la PC. Una batería
de respaldo (3.6V) asegura que todos los datos en área de memoria permanezcan
intactos. Cada tarjeta incorpora una interface MPI/DP y una DP, para
comunicaciones con otras CPUs y para la periferia distribuida de E/S. [17]
Figura No. 3.1. Aplicación “PC-Based Control”.
La CPU es controlada desde el entorno de Windows®
empleando la aplicación PC-Based Control (Fig. 3.1)
incluida en el paquete PCS 7.
Esta aplicación permite:
Puesta en marcha.
Parada.
Borrado de la memoria.
Funciones de diagnóstico.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-55-320.jpg)
![37
Parametrización de la red y programación de los laboratorios .Capítulo III
3.1.1 Direccionamiento de las ET 200M
Figura No. 3.2. Direccionamiento de las ET 200M.
3.1.2 Generalidades de STEP 7
Los lenguajes de programación disponibles para STEP 7 son, KOP, AWL y FUP.
La programación en los distintos lenguajes se puede realizar de dos formas:
Trabajo con direcciones absolutas
Todas las entradas y salidas tienen asignada de forma estándar una dirección
absoluta. Esta dirección se utiliza directamente en el software. La programación
utilizando las direcciones absolutas no está recomendada a no ser que el
programa S7 contenga pocas entradas y salidas.
Trabajo con direcciones simbólicas
A cada entrada y salida se le asigna un nombre simbólico y un tipo de datos. Estos
nombres, denominados variables globales, son válidos para todos los
componentes del programa. La programación simbólica le permite al programador
mejor legibilidad del programa y rapidez a la hora de realizar un código de
programación. (Anexo 6)
El software de programación STEP 7 permite estructurar el programa de usuario,
es decir, subdividirlo en distintas partes. Esto se logra empleando la programación
orientada a bloques que se interrelacionan entre sí.
3.1.3.1 Bloque de organización para la ejecución cíclica del programa
En STEP 7 el OB1 es procesado cíclicamente por la CPU. Esta lee el programa
contenido en el bloque línea por línea y ejecuta los comandos. Cuando la CPU
La dirección PROFIBUS es la adición de los
interruptores que se encuentran en “ON” (Fig. 3.2).
La dirección puede ser cambiada en cualquier
momento. La IM 153-x aceptará el cambio una vez que
la fuente DC 24V haya sido apagada y encendida
nuevamente. [17]](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-56-320.jpg)
![38
Parametrización de la red y programación de los laboratorios .Capítulo III
vuelve a encontrarse en la primera línea del programa, significa que ha finalizado
un ciclo. El tiempo transcurrido hasta entonces se denomina “tiempo de ciclo”. La
ejecución cíclica de programas se le llama ejecución "normal" en los sistemas de
automatización. Las operaciones que se programen en el OB1, no deben exceder
los 150ms, si esto ocurre provoca un error de programación haciendo que el PLC
pase a estado de STOP. Por dicha razón se recomienda que la programación se
lleve a cabo en funciones o bloques de funciones (FC o FB) y en el OB1
simplemente se realice la llamada a dichas funciones. [18]
3.1.3.2 Bloques de organización de alarma cíclica
Las CPUs S7 ofrecen OBs de alarmas cíclicas que interrumpen la ejecución del
programa en intervalos determinados. El tiempo de arranque del período
corresponde al cambio de estado operativo de STOP a RUN. Entre los bloques de
alarma cíclica se encuentra el OB35, que presenta un período de ejecución de
100ms (este puede ser reconfigurado).
3.1.3.3 Programación en funciones
Las funciones y los bloques de función, están subordinados al bloque de
organización. Para que puedan ser procesados por la CPU, estos tienen que ser
llamados también desde el bloque de orden superior. En el caso de las funciones,
a diferencia de los bloques funcionales, no se requiere ningún bloque de datos. En
las funciones, los parámetros también se listan en la tabla de declaración de
variables, pero no se admiten datos locales estáticos.
3.1.3.4 Bloque PID FB41 "CONT_C”
Los “bloques de regulación” suponen una regulación meramente de “software”, es
decir, un bloque contiene todas las funciones del regulador. Los datos necesarios
para el cálculo cíclico están almacenados en los bloques de datos asociados. De
esta forma es posible llamar varias veces los FB. Los FB incluyen funciones de
acondicionamiento del valor de consigna, del valor real y de la magnitud
manipulada calculada. El FB "CONT_C” (FB41) es el bloque de un regulador PID
completo, con salida continua de magnitud manipulada y posibilidad de influenciar
manualmente su valor. [19]](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-57-320.jpg)







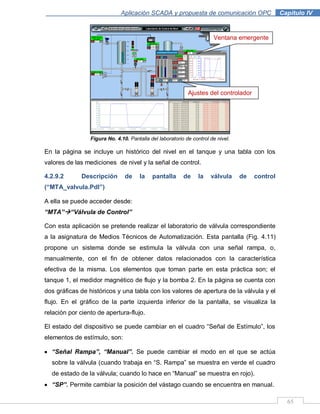
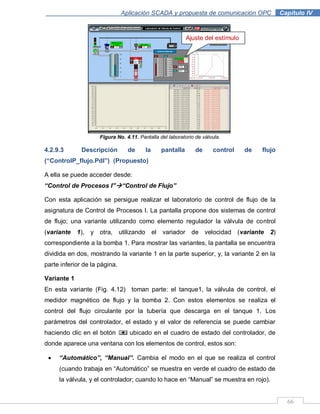
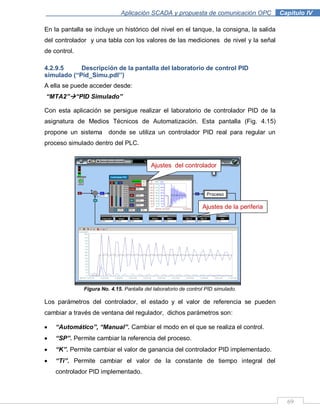
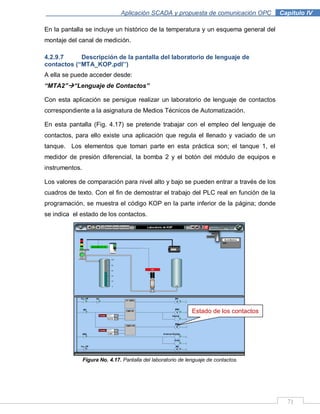
![54
Aplicación SCADA y propuesta de comunicación OPC .Capítulo IV
4.1 Introducción
En este capítulo se expone el diseño de una aplicación SCADA desarrollada sobre
WinCC 6.2, y la configuración de un servidor OPC, que servirán como plataforma
de desarrollo de las prácticas de laboratorio que se realizaron en la maqueta
industrial como parte de este proyecto.
4.1.1 Generalidades de WinCC
El equipamiento básico de WinCC incluye funciones de mando y supervisión
diseñada a la medida de las necesidades industriales. Es decir, comprende una
completa visualización gráfica de los estados del proceso, la señalización y
confirmación de alarmas, los archivos de valores de medida, mensajes y datos del
proceso, así como la gestión de usuarios y sus autorizaciones de acceso. [20]
El sistema presenta la información al personal operativo de manera gráfica, en
forma de un diagrama de representación. Este consiste en gráficos de símbolos
esquemáticos para representar los elementos del proceso. Significando esto que
el operador puede ver un esquema que representa la planta que está siendo
controlada. “WinCC” unifica la automatización de la producción y de los procesos e
integra un archivo histórico escalable sobre la base de “Microsoft SQL Server” en
el sistema básico. [21]
Programa de ejecución
Con el programa de ejecución, el usuario puede visualizar y manejar el proceso.
Este se encarga de leer los datos memorizados en la base de datos CS, visualizar
las imágenes, realizar la comunicación con los autómatas programables, archivar
datos de la planta y eventos de avisos. Además permite manejar el proceso, por
ejemplo predeterminando valores de consigna o activando/desactivando
componentes.
Tareas asociadas al Runtime:
El sistema de gráficos muestra las imágenes en la pantalla y recibe
entradas del operador, por ejemplo cuando este pulsa un botón o introduce un
valor.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-73-320.jpg)
![55
Aplicación SCADA y propuesta de comunicación OPC .Capítulo IV
El intercambio de datos entre “WinCC” y otras aplicaciones se puede
efectuar vía “OPC”, “OLE” y “ODBC”.
El sistema de ficheros memoriza los valores del proceso en el fichero de
valores de proceso. Estos son necesarios para poder representar su evolución
cronológicamente en el “Online Trend Control” (función que representa a las
variables del proceso en una gráfica) o en el “Online Table Control” (función que
representa a las variables del proceso en una tabla).
El sistema de avisos vigila determinados valores individuales del proceso.
En caso de sobrepasar un valor límite, el sistema de avisos se emite en el “Alarm
Control” (donde se muestran las alarmas del sistema).También acepta los acuses
del operador, gestiona los estados de los avisos y deposita todos los avisos en el
fichero de avisos.
La comunicación entre “WinCC” y los “PLC” se gestiona a través de
controladores de comunicación, a los que se les denomina canales.
Los canales tienen la misión de reunir las demandas de valores de proceso
de todos los componentes “Runtime”, leer en los autómatas programables los
valores de las variables de proceso y, en su caso, volver a escribir nuevos valores
en los “PLC”. [22]
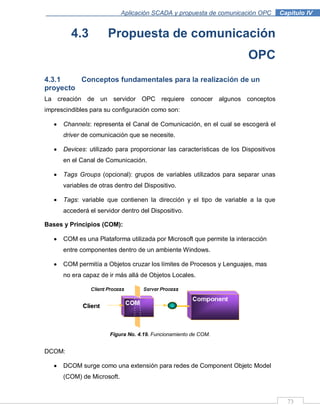
4.1.2 Generalidades de OPC
OPC es la abreviatura para designar OLE para Control de Proceso.
OLE se entiende por Incrustación Dinámica de Objetos, una tecnología estándar
que aparece siempre que se desarrolla y editada un documento, al que se desee
incrustar gráficos, hojas de cálculo, etc. OLE está presente en la mayoría del
intercambio cotidiano de información digital a través de informes, presentaciones,
etc.
OPC está basado en la tecnología OLE/COM de Microsoft. Es una Fundación,
como la Fundación Fieldbus, su objetivo, es proteger y suministrar al usuario de
los mecanismos y las ventajas de hacer uso del sistema operativo (OS) para la
gestión sobre sus datos, estructuras y acciones, estabilizar un número de
estándares para interfaz OLE/COM diseñados para garantizar una fuerte
interoperabilidad entre las aplicaciones de automatización y control, instrumentos](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-74-320.jpg)
![56
Aplicación SCADA y propuesta de comunicación OPC .Capítulo IV
de campo, aplicaciones para la gerencia, dirección y otros objetivos en los
procesos de control en la industria.
La tecnología define "objetos" y "métodos" para diseñar servidores OPC en tiempo
real, como son los sistemas de control distribuido, controladores lógicos,
dispositivos de campo inteligente y analizadores; con el objetivo de "hacer"
comunicar esta información a través de toda la secuencia OLE/COM, (servidores y
clientes).
Un mecanismo estándar para establecer la comunicación entre distintas fuentes
de información, sea dispositivo de campo o base de datos en el cuarto de control,
es el principal motivo de OPC.
A pesar de que OPC está diseñado principalmente para acceder a datos de un
servidor en red, las interfaces OPC se pueden usar para distintas aplicaciones. En
el nivel más bajo puede coger datos de aparatos físicos y llevarlo a SCADA o
DCS, o de un servidor SCADA o DCS a una aplicación. La arquitectura y el diseño
permiten que se pueda configurar un Servidor OPC que permita a una aplicación
cliente acceder a datos de distintos Servidores OPC. [23]
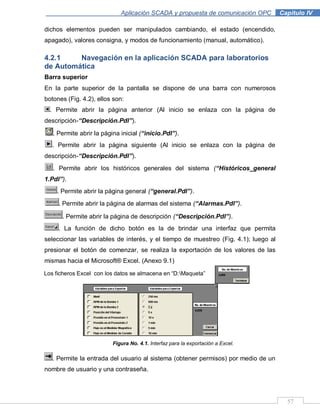
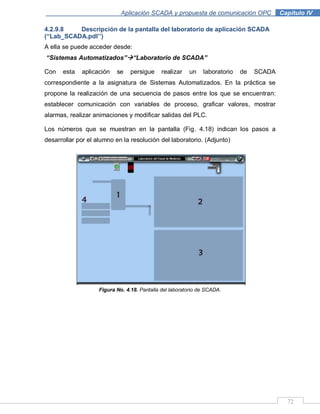
4.2 Aplicación SCADA
Antes de comenzar a desarrollar la aplicación se eligió el driver de comunicación
Slot PLC (para WinAC Slot PLC) que se encuentra en “SIMATIC S7 PROTOCOL
SUITE”.
La visualización de todas las pantallas se realiza a través de un monitor de 19
pulgadas adquirido con la maqueta, y con el uso del SCADA creado como parte de
este trabajo. Las especificaciones de dicho SCADA son descritas a continuación.
La aplicación SCADA la integran doce pantallas correspondientes a: históricos de
las variables, alarmas, y laboratorios desarrollados. Con el fin de brindar un mayor
nivel de detalle cada práctica se identifica con una pantalla.
En las páginas se muestran los equipos e instrumentos que intervienen en las
aplicaciones de laboratorios diseñadas (válvulas, sensores, y accionamientos),](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-75-320.jpg)














![89
Anexos
Anexo 1
Presentación de los informes de las Prácticas de Laboratorio [5]
La confección del informe de la práctica puede tener carácter individual o
colectivo, lo cual será indicado por el docente.
Los informes se entregarán mecanografiados o escritos a mano dentro de una
carpeta o al menos con una carátula, donde se señale lo siguiente:
Título de la práctica.
Nombre del autor(s) del informe.
Grupo docente.
Fecha.
La estructura general del informe será la siguiente:
Carátula.
Índice.
Resumen.
Fundamentos teóricos.
Materiales y métodos.
Resultados.
Conclusiones y recomendaciones.
Bibliografía.
Anexos.
El contenido de las partes del informe que se señalan anteriormente se explica
resumidamente a continuación:
Índice
Se indicará la página donde comienza cada parte del informe.
Resumen
En una página, como máximo, se redactará un resumen de la práctica, que debe
reflejar todo su contenido en forma muy breve. No se incluirán en el resumen citas
bibliográficas, dibujos, ni expresiones matemáticas.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-108-320.jpg)

![92
Anexos
Anexo 2
Datos técnicos de los elementos de la Maqueta.
Anexo 2.1
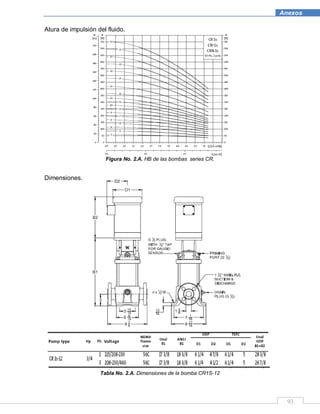
Bomba Centrífuga
GRUNDFOS CR1S-12
Estas bombas centrífugas tienen un conjunto de paletas giratorias sumergidas en
el líquido, el cual entra en la bomba cerca del eje del motor, y las paletas lo
arrastran hacia sus extremos a alta presión proporcionándole una velocidad
relativamente alta. La velocidad puede convertirse en presión en el difusor de la
bomba. Las CR1S-12 resultan adecuadas para la manipulación de fluidos que
lleven en suspensión partículas sólidas, y además permiten el estrangulado o aun
el cierre temporal de la válvula de la tubería de descarga. Las ventajas
primordiales de estas bombas son la simplicidad, el bajo costo inicial, el flujo
uniforme (sin pulsaciones), el pequeño espacio necesario para su instalación, los
costos bajos de mantenimiento, el funcionamiento silencioso y su capacidad de
adaptación para su uso con impulsos por motor, su bajo consumo de energía y la
protección contra funcionamiento en seco, que reduce el 25% de posibilidad de
fallos. [24]
Se han diseñado para manipular:
Líquidos a altas temperaturas.
Líquidos viscosos como pinturas y barnices.
Líquidos volátiles y explosivos.
Líquidos corrosivos.
Principales Características
Fabricante Grundfos
Tipo Bomba centrífuga multicelular
Flujo Máx. 120 m3
/h
Presión Máx. 33 bar
HB Máx. 100m (Ver fig. X.X)
Potencia 0.56 KW
Temperatura (rango) -40 a 180ºC
Peso 65 lbs.
Alimentación 208-230 V (Trifásica)
Tabla No. 1.A. Características de la bomba centrifuga CR1S-12](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-111-320.jpg)
![94
Anexos
Anexo 2.2
Compresor de Aire
COMPRESOR FINI CIAO 6-1850.
La función del compresor en la maqueta es suministrar presión de alimentación
constante al posicionador electroneumático de la válvula de control durante todo el
tiempo de operación.
En estos compresores la corriente de aire fluye en dirección axial, a través de la
serie de paletas giratorias de un motor y de los fijos de un estator; estos últimos
están concéntricos respecto al eje de rotación. El área de circulación de aire va
disminuyendo transversalmente, lo que produce una disminución del volumen y
así la compresión del aire. Una vez suministrado el aire al compresor por el
conducto de admisión, pasa la corriente a través de un juego de paletas de
entrada, que preparan la corriente para el primer escalón de del compresor. Al
entrar en el grupo de paletas giratorios, la corriente de aire, que tiene una
dirección general axial se defecta en la dirección de la rotación; este cambio de
dirección de la corriente viene acompañado de una disminución de la velocidad,
con la consiguiente elevación de presión por efecto de difusión. [25]
Principales características
Fabricante Fini
Tipo Compresor Coaxial
Potencia 1.1 KW
Desplazamiento de aire 185 L-min
Presión 8 bar máx.
Velocidad del motor 2850 rpm
Cilindros 1
Etapas 1
Ruido 29 dB
Dimensiones 330 x 255 x 500 mm
Peso 65 lbs.
Alimentación 230 V, 60Hz
Tabla No.3.A. Características del Compresor Fini Ciao 6-1850](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-113-320.jpg)
![95
Anexos
Anexo 2.3
Transmisor de Presión Diferencial
SITRANS P, serie DS III PA
SITRANS P DS III es un transmisor con el estándar de seguridad especial para
presión absoluta, relativa y diferencial, así como caudal y nivel. Este transmisor es
apto para instalación en circuitos de medición SIL 2 según IEC 61508/IEC 61511.
Las funciones de seguridad incluyen, entre otras, diagnóstico automático de fallos,
comportamiento definido en caso de fallo así como cálculo de tasas de fallo. [16]
Principales características
Fabricante Siemens
Señal de Salida • 4-20mA
Alimentación • Transmitida por el bus
Tensión de Bus • 9… 32V
• 9… 24V en modo con seguridad intrínseca
Consumo de Corriente • 12,5 mA
• 15,5 mA en caso de defecto
Magnitud de Medida • Presión relativa
Rango de Medida • 1 – 16 bar g
Factor de Potencia • ≥0.7
Temperatura del Fluido a Medir • -20…+100 o
C
Material de la Caja • Fundición de Aluminio Baja en cobre.
Material de las Partes en contacto con el
Fluido
• Acero inoxidable.
Comunicaciones • PROFIBUS PA
Protección Intrínseca • IP65
Otras Protecciones • Desconexión electrónica de defecto
Tabla No.4.A. Características del transmisor inteligente Sitrans P DS III PA.
El SITRANS P DSIII se encuentra instalado con valvulería adicional del tipo
Manifolds DN 5 que sirve para líquidos y vapores. Este elemento permite controlar
la estanqueidad de todas las conexiones y purgar o enjuagar las tuberías para
eliminar suciedad (restos de soldadura, virutas, etc.).](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-114-320.jpg)
![96
Anexos
Anexo 2.4
Caudalímetro electromagnético
SITRANS F M MAGFLO MAG 1100.
Los caudalímetros electromagnéticos son idóneos para medir el caudal de
prácticamente cualquier líquido conductor de la electricidad, también lodos, pastas
y lechadas. La condición: una conductividad mínima en el fluido. Ni la
temperatura, ni la presión ni la viscosidad y ni la densidad tienen efecto sobre la
medida. [16]
Este insturmento realiza la medición electromagnética del caudal basándose en la
ley de inducción de Faraday2
. Aplicándola a la medición de caudal se tiene que el
elemento conductor es el líquido; y una señal generada que es captada por dos
electrodos instalados diametralmente opuestos de manera rasante con la
superficie interior del tubo. Estos electrodos se encuentran aislados de las paredes
de la tubería por juntas no conductivas con el fin de eliminar cortocircuitos de la
señal. [26] [27]
Principales características
Fabricante Siemens
Principio de Funcionamiento Electromagnético
Fluidos Líquidos conductores > 0.008 µs
Rango de Medición 0 – 113.000 m3
/h, 0 – 500.000 GPM
Precisión 0.25 % de la lectura
Presión nominal (máxima) PN 40 / 600 PSI
Temperatura (rango) -20 – 200 Cº
Material de revestimiento Cerámica / PFA
Material de los Electrodos Platino/ HASTELLOY C276
Protección intrínseca IP67/ NEMA 4X/6
Comunicaciones Transmisor incorporado Mag 6000 l
Alimentación 115 – 220 V (AC)
Tabla No.5.A. Características del medidor electromagnético Sitrans FM MAGFLO Mag 1100
2
Michael Faraday (22 Septiembre 1791 – 25 Agosto 1867) químico y físico inglés creador de la ley de Faraday.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-115-320.jpg)
![97
Anexos
Anexo 2.5
Transmisor de caudal volumétrico
SITRANS F M MAGFLO MAG 6000 I
Este transmisor está diseñado para los requisitos especiales de la industria de
procesos. La robusta carcasa totalmente metálica proporciona una protección
excelente, incluso en los entornos industriales más agresivos. Se proporciona
funcionalidad de entrada y salida. Su instalación puede ser remota o compacta,
cuenta con excelente resolución de señal que optimiza el ratio de medida y posee
además un menú de operación configurable por el usuario y protegido por
contraseña. [16]
Principales Características
Fabricante Siemens
Fluidos Líquidos
Medición de: Caudal volumétrico
Salida de corriente Intensidad: 0 -20 mA, 4 -20 mA
Carga: <560Ω
Constante de tiempo: 0-30s (Config.)
Salida digital Frecuencia: 0 ... 10 kHz, 50% del ciclo de trabajo
Constante de tiempo: 0.1 ... 30s (ajustable)
Pasiva: 3 - 30 V CC, máx. 110 mA, 200 k Ω ≤R i ≤ 10 kΩ
Relé Tipo: Relé de inversión
Carga: 42 V / 2 A, ó 24 V DC/1 A de pico
Funciones: Nivel de error, número de error, límite, sentido de flujo
Entrada digital 11- 30 V CC (R = 4.413,6 k Ω)
Corriente:IDC 11 V = 2.5 mA, IDC 30 V = 7 mA
Alimentación • 230 V AC: 21.5 VA
• 24 V DC: 12 W, IN = 380 mA, IST = 1 A (3 ms)
Comunicaciones HART, PROFIBUS PA, MODBUS RTU/ RS 485, DEVICENET,
FIELDBUS
Protección Intrínseca IP67/NEMA 4X to IEC 529 and DIN 4005
Tabla No.6.A. Características del transmisor inteligente Sitrans FM MAGFLO Mag 6000 I](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-116-320.jpg)
![98
Anexos
Anexo 2.6
Caudalímetro Coriolis de Siemens
SITRANS F C MASS 2100 DI 3
Estos flujómetros Coriolis deben su nombre al físico e ingeniero civil francés
Gaspard G. Coriolis3
(1792–1843). Basan su funcionamiento en el principio
Coriolis y son adecuados en la medición de caudal de todo tipo de líquidos y
gases. Dicha medición es independiente de cambios en las condiciones y
parámetros del proceso tales como temperatura, densidad, presión, viscosidad,
conductividad y cambios en el tipo de flujo. [25][16]
Principales características
Fabricante Siemens
Principio de Funcionamiento Coriolis
Fluidos Líquidos y Gases
Rango de Medición 0 – 250.000 Kg. /h, 0 – 550.000 lb. /h
Precisión <0.15 % de la lectura
Presión nominal (máxima) 3336 psi
Temperatura (rango) -50 – 180 ºC
Material 1.4435 (AISI 316L) (Stainless steel)
2.4602 (Hastelloy C-22)
Protección intrínseca IP65/ NEMA 4
Tabla No.7.A. Características del transductor Coriolis Sitrans FC MASSFLO Mass 2100
3
Teorema de Coriolis: “Un objeto de masa m que se desplaza con una velocidad lineal V a través de una superficie giratoria
que gira con velocidad angular constante w, experimenta una velocidad tangencial (velocidad angular x radio de giro) tanto
mayor cuanto mayor es su alejamiento del centro. Si el móvil se desplaza del centro hacia la periferia experimentará un
aumento gradual de su velocidad tangencial, lo cual indica que se les está aplicando una aceleración y, por lo tanto, una
fuerza sobre la masa del objeto. Como el radio de giro va aumentando gradualmente, la velocidad tangencial también varía,
con lo que se concluye que una variación de velocidad provoca una aceleración, la que a su vez es debida a una fuerza
que actúa sobre la bola. Estas son respectivamente, la aceleración y la fuerza de Coriolis” [26].
Este fenómeno es el causante de que el remolino que se forma en el fondo de un depósito al vaciarlo, gira a la derecha en
el hemisferio Norte y a la izquierda en el Sur. Asimismo todos los vientos de la circulación general que soplan desde el
Norte al Sur en el hemisferio Norte son desviados, debido a la rotación de la tierra de Este a Oeste, gracias a la Fuerza de
Coriolis sobre las masas de aire de los cinturones de presión, constituyendo en el cinturón 30°N-60°N, los vientos
predominantes del Oeste y en el cinturón 0°N-30°N, los vientos alisios. Por otro lado, el célebre péndulo de Foucault
demuestra también el fenómeno”. [26]](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-117-320.jpg)
![99
Anexos
Anexo 2.7
Transmisor de caudal másico
SITRANS F C MASSFLO MASS 6000
El MASS 6000 está diseñado según el estado actual de las tecnologías del
procesamiento de señales digitales y responde a los requisitos de alta potencia,
cortos tiempos de respuesta, rápido procesamiento de lotes, alta inmunidad a las
perturbaciones en forma de ruidos del proceso y se caracteriza por un gran
facilidad a la hora del montaje, de la puesta en servicio y del mantenimiento. Este
transmisor suministra verdaderas medidas multiparámetro de caudales másicos,
caudales volumétricos, densidad, temperatura y caudales de fracción. [16]
Principales características
Fabricante Siemens
Fluidos Líquidos y gases
Medición de: Caudal másico,Caudal volumétrico,Fracción [%],Densidad,
Temperatura
Salida de corriente Intensidad: 0 -20 mA, 4 -20 mA
Carga: <800 Ω, Constante de tiempo: 0-30s (Config.)
Salida digital Frecuencia: 0 ... 10 kHz, 50% del ciclo de trabajo
Constante de tiempo: 0 ... 30s (ajustable)
Activa: 24 V CC, 30 mA,1 k≤ R Carga ≤ 10 k Ω, resistente a
cortocircuitos.
Pasiva: 3 - 30 V CC, máx. 110 mA,
1 k Ω ≤R Carga ≤ 10 kΩ
Relé Tipo: Relé de inversión, Carga: 42 V / 2 A de pico
Funciones: Nivel de error, número de error, límite, sentido de flujo
Entrada digital 11- 30 V CC (R = 13,6 k Ω)
Alcance de las funciones: Arranque/Parada/ Continuación de lote,
ajuste del cero, reposición a cero de los contadores 1/2, control
forzado de salida, congelar salida
Alimentación Alimentación 115/230 V CA, 50 ... 60 Hz
Comunicaciones HART, PROFIBUS PA & DP, MODBUS RTU/ RS 485
Protección Intrínseca IP67/NEMA 4X según IEC 52 DIN 40050 (1 m C.A. durante 30min.)
Tabla No.8.A. Características del transmisor inteligente Sitrans FC MASSFLO Mass 1100.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-118-320.jpg)
![100
Anexos
Anexo 2.8
Presostato Digital
SENSOR EMC-L2 B –ES SERIE ISE30
Este instrumento está diseñado para brindar una gran visibilidad, pues posee una
pantalla grande de tres dígitos que puede tener dos colores (verde y rojo).
Presenta una precisión de alta y un tamaño pequeño, por lo que es muy fácil de
montar. El instrumento tiene incorporadas funciones diversas, como la auto-
calibración, bloqueado de teclas, autoajuste de cero y de almacenamiento del
máximo pico que se ha medido; estas ofrecen gran versatilidad al presostato.
El instrumento tiene incorporadas funciones de autocalibración del Display, ajuste
de ceros y bloqueado de teclas; todas accesibles desde el teclado frontal del
mismo. [27]
Principales características
Fabricante SMC
Rango de Disparo 0.1 – 1 MPa
Rango de Prueba 1.5MPa
Precisión 2 % de FS
Resolución del Display 0.001MPa
Histéresis Programable
Temperatura (rango) –10 a 60 C
Protección intrínseca IP40
Salidas analógicas 4-20 mA o 1-5 Vdc
Salidas digitales Colector abierto PNP o NPN
Alimentación 12-24 Vdc, 45 mA y 75 mA para salida de corriente.
Unidades de indicación MPa, Res. 0.001. bar, Res. 0.01 psi, Res. 0.2 Kg/cm2
, Res. 0.01
Tabla No.9.A. Características del presostato digital EMC-L2 B-ES.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-119-320.jpg)
![101
Anexos
Anexo 2.9
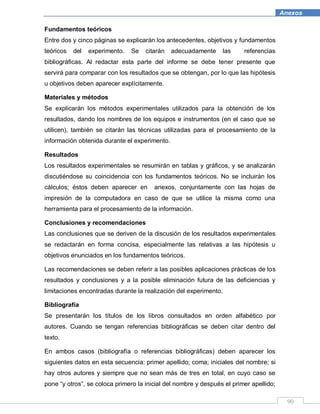
Válvula de globo con actuador neumático
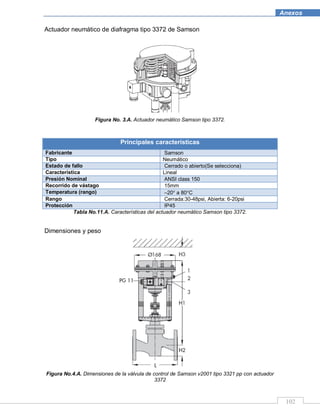
SERIE: V2001 TIPO: 3321 PP SAMSON
Esta válvula de globo presenta una característica inherente de igual porcentaje y
un obturador de simple asiento como se muestra en la figura 2.A. Son empleadas
para trabajar a bajas presiones, siempre que se requiera que las fugas4
por el
cierre del obturador sean mínimas. [28]
Figura No 2.A. Cuerpo de la Válvula de control de globo y simple asiento.
El diseño para exige un ensamblaje modular, siendo posible combinarla con
actuadores neumáticos o eléctricos del propio fabricante; la válvula puede
montarse en cualquier poscicion. La circulacion del fluido depende de la posición
del vástago, elemento que regula el área de circulación de flujo. [32]
Principales características
Fabricante Samson
Cuerpo Globo, Simple Asiento
Fluidos Gases, Líquidos y Vapor
Actuador Neumático o eléctrico
Presión Nominal ANSI class 150
Recorrido de vástago 15mm
Temperatura (rango) –10 a 220 C
Rangeabilidad 50:1
Tabla No.10.A. Cuerpo de la válvula de globo Samson V2001 tipo 3321 pp.
4
La norma ANSI B 16.104-1976 impone como fugas admisibles para válvulas de globo de simple
asiento el 0.1% del caudal máximo.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-120-320.jpg)
![104
Anexos
Anexo 2.10
Posicionador electroneumático
SIPART PS2 PA
Los posicionadores electroneumáticos SIPART PS2 se utilizan para regular la
posición de las válvulas actuadas mediante actuador lineal o de giro. El
posicionador electroneumático provoca en el actuador forzadamente una posición
de válvula conforme al valor de consigna. Con entradas de función adicionales es
posible activar el bloqueo o una posición de seguridad de la válvula. El
equipamiento estándar del aparato base incluye una entrada binaria para esta
función. Este posicionador se conecta al bus PROFIBUS PA como esclavo, recibe
la señal de control correspondiente a la válvula y la traduce a una presión que
inyecta en el actuador, asegurando así el movimiento del vástago y, por tanto, el
por ciento de apertura de la válvula. Debe señalarse que este elemento es capaz
de medir la posición del vástago y tomar las acciones correspondientes para
asegurar que dicha posición sea la exigida. [16]
Principales características
Fabricante Siemens
Principio de Funcionamiento Electromagnético
Rango de carrera (lineal) 3 – 130 mm (0.12 – 5.12 pulgadas)
Tiempo de muestreo (A/D) 10 ms
Resolución (A/D) ≤0.05 %
Presión alimentación PN 40 / 600 PSI
Temperatura (rango) -30 – 80 Cº
Material de revestimiento Plástico
Presión de Alimentación 1,4 – 7 bar (20.3 – 101.5 psi):
Superior a la presión de actuación máx.(presión
de mando)
Protección intrínseca IP66 según EN 60 529/NEMA 4x
Comunicaciones HART, PROFIBUS PA o FOUNDATION
Fieldbus
Zona muerta - dEbA = Auto
- dEbA = 0,1 ... 10%
Alimentación 115 – 220 V (AC)
Tabla No.13.A. Características del posicionador electroneumático Sipart PS2 PA.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-123-320.jpg)
![105
Anexos
Anexo 2.11
Válvula de seguridad
Tosaca, serie 800 PN25.
Estas válvulas son diseñadas para dar protección por sobre presión en las líneas
de circulación de los fluidos. Si es superada la presión de diseño se dispara el
sello de seguridad y el muelle que existe en el interior desplaza el obturador de
forma tal que se impida la circulación del fluido en el sentido normal, de esta forma
el fluido escapa al ambiente y se elimina el exceso de presión. [29]
Principales características
Fabricante Tosaca
Angulo de circulación 90°
Conexiones Rosca Gas-NPT
Presión Nominal PN 25
Material Bronce
Temperatura -10 a +260°C
Aplicaciones Vapor, gases, líquidos
Tara mínima 0.2 bar
Sobre presión 10 %
Tolerancia Tara 3 %
Cierre Gases 10, Líquidos 20
Coeficiente de Descarga Gases 0.55, Líquidos 0.48
Tabla No.14.A. Características de las válvulas de seguridad Tosaca serie 800 PN25.
Figura No.5.A. Dimensiones y materiales de la serie 800 PN25.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-124-320.jpg)
![106
Anexos
Anexo 2.12
PC Industrial
SIMATIC BOX PC 627B
Las SIMATIC Box PC son PC industriales especialmente robustas y fiables.
Tienen un diseño compacto para el montaje universal en máquinas, envolventes
de control y armarios eléctricos. Se destacan por su alto rendimiento a la vez que
necesitan poco espacio; su diseño modular brinda gran facilidad al servicio
técnico.
Son muy útiles para realizar tareas de medición, control, regulación, verificación de
datos de proceso y de máquina, visión artificial industrial con adquisición y
tratamiento de datos, visualización descentralizada con SIMATIC Flat Panels. El
chipset y la memoria son de última tecnología, así como la familia de
procesadores que soporta; puede ser hasta Intel Core 2 Duo. [30]
Principales características
Fabricante Siemens
Sistemas Operativos Windows XP Professional
Almacenamiento Unidad de disco duro de 120 GB; RAID1
Conexión a red 2 Gigabit Ethernet, 1 MPI/PROFIBUS
Expansiones 1 x PCI (265 mm) y 1 x PCI (175 mm) o 1 x PCI (265
mm) y 1 x PCIe x4 (175 mm)
Controlador gráfico Controlador gráfico Intel GMA950. 128 MB
VGA: 1600 x 1200 /32 bits/85 Hz
Discos duplicados Raid1
Temperatura (rango) –5 a 55 C
Protección IP20
Alimentación 110-220 Vac
Tabla No.15.A. Características de la PC industrial Simatic BOX 267B](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-125-320.jpg)
![107
Anexos
Anexo 2.13
CPU del PLC
CPU 416 2DP PCI
Estas CPUs son controladores diseñados para PC, se programan en los
softwares tradicionales de Siemens como Step 7. Tener desarrollado el control
sobre una PC trae las siguientes ventajas:
Control abierto desde PC sobre Windows y fácil comunicación con otras
aplicaciones de software como Office.
Un comportamiento excelente ya que se usan los recursos de la PC así como
comunicación y diagnóstico desde todos los niveles.
Los PLCs con CPUs WinAC están basados en la familia de CPU S7-400 y tienen
integradas una interface MPI-DP y otra DP. El software WinAC empleando su
herramienta ODK (Open Development Kit) permite al programador incorporar
funciones diseñadas sobre aplicaciones de Windows, por ejemplo programas de
C/C++; estos programas se ejecutan fuera del WinAC y son llamados por la CPU
como funciones, lo que da una gran flexibilidad a la programación. [16]
Principales características
Fabricante Siemens
Bus Máster o esclavo DP
Soporte 32 Esclavos DP, 124 Esclavos MPI
Memoria Principal 1.6MB de Datos, 1.6MB de Código
No. I-O 10KB-10KB
Contadores -Timers 512-512
Bloques de Función 2048 FBs
Software de Programación Step 7 ver. 5.2 o mayor
Operaciones Binarias 0.08 s
Operaciones con enteros 0.08 s
Operaciones con Flotantes 0.48 s
Interfaces con PC PCI
Tabla No.16.A. Características de la CPU 416 2DP PCI de Siemens](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-126-320.jpg)
![108
Anexos
Anexo 2.14
Variador de Velocidad
MICROMASTER 440
Los convertidores de la serie MICROMASTER 440 son convertidores de
frecuencia para la regulación de par y velocidad en motores trifásicos. Los
diferentes modelos, que se suministran, cubren un margen de potencia desde 0,12
Kw hasta 200 Kw (con par constante (CT)) o hasta 250 Kw (con par variable (VT)).
Los convertidores están controlados por microprocesador y utilizan tecnología
IGBT (Insulated Gate BipoIar Transistor) de última generación. Esto los hace
fiables y versátiles. Un método especial de modulación por ancho de impulsos con
frecuencia de pulsación seleccionable permite un funcionamiento silencioso del
motor. Extensas funciones de protección ofrecen una protección excelente tanto
del convertidor como del motor. El MICROMASTER 440 puede utilizarse tanto en
aplicaciones donde se encuentre aislado como integrado en sistemas de
automatización. [31]
Tabla No.17.A. Dimensiones, flujo de aire y refrigerante necesario y pares de apriete para las
conexiones de potencia de la serie MICROMASTER 440.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-127-320.jpg)

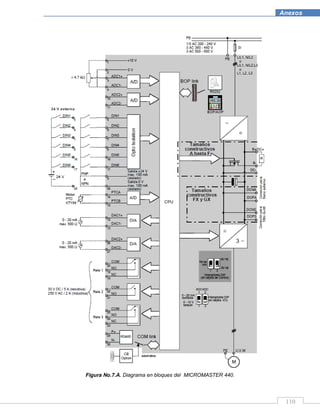
![111
Anexos
Anexo 2.15
Dispositivo de periferia descentralizada
ET 200M. IM 153-2
La ET 200M es una unidad periférica modular que puede ampliarse con los
módulos de señales de la familia SM de Siemens. Existe disponible una amplia
gama de módulos por lo que la ET 200M es muy útil para ejecutar tareas de
automatización, individuales y complejas. Tiene la posibilidad de utilizar módulos
de entrada y de salida analógica Ex con HART lo que optimiza la ET 200M para
control de procesos. También es apta para su uso en sistemas redundantes. [46]
Se caracteriza por ser una estación pasiva (esclavo) en el bus de campo
PROFIBUS DP y se puede utilizar también como esclavo DP V1; cuenta además
con velocidad máxima de transmisión de 12 Mbits/s. Puede configurarse con
elementos de bus activos, esto permite sustituir los módulos de E/S del PLC
durante el funcionamiento, es decir bajo tensión y los módulos restantes siguen
funcionando normalmente. [16]
Principales Características
Fabricante Siemens
Protocolo de transmisión PROFIBUS
Direccionamiento 128 entradas y 128 salidas
Numero de módulos 8 máx.
Intensidad de salida, máx. 90 mA sobre PROFIBUS.
Temperatura 0 a 60 °C
Dimensiones 40x125x120 mm
Protección IP 20
Aislamiento 500V máx.
Alimentación 24 Vdc, 625 mA
Tabla No.19.A. Características de la ET200M IM153-2.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-130-320.jpg)
![112
Anexos
Entradas y salidas digitales
MÓDULOS SM 321 y 322
La maqueta cuenta con una unidad o módulo SM 321 de entradas digitales
conectada a la ET200M; mediante este se recogen los valores de las variables
lógicas del equipo, que pueden indicar alarmas, encendido y apagado de algunos
elementos, estados de trabajo, etc. Existe además un módulo de salidas digitales
SM322 al cual se encuentran conectados los accionamientos de la maqueta y las
protecciones.
Estos módulos transmiten y reciben los datos a la CPU sobre él un Bus
PROFIBUS DP, usando como elemento de enlace la ET 200M/IM153-2 que
gestiona la comunicación de estos módulos por PROFIBUS DP. [16]
Principales características
Fabricante Siemens
Cantidad de entradas 32
Aislamiento Octoacoplador,1500Vdc
Longitud del cableado 1000m
Retardo de entrada Parametrizable, 25ms
Dimensiones AxAxP 40x125x120mm
Alimentación 24-48 Vdc
Tabla No.20.A. Características del módulo de entradas digitales SM321.
Principales características
Fabricante Siemens
Cantidad de entradas 32
Aislamiento Octoacoplador, 500Vdc
Longitud del cableado 1000m
Frecuencia de excitación Coh,100Hrz; Cind, 0.5Hrz
Protección de corto Electrónico
Dimensiones AxAxP 40x125x120mm
Salidas 24 Vdc, 0.5 A
Alimentación 24-48Vdc
Tabla No.21.A. Características del módulo de salidas digitales SM322.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-131-320.jpg)
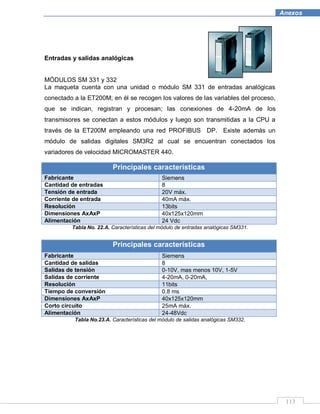
![114
Anexos
Anexo 2.16
Acoplador DP/PA
MÓDULO DP PA Link IM 157
El DP/PA Link se forma con un módulo de interface IM 157 y uno o varios
acopladores DP/PA. Todos los componentes se interconectan a través de
conectores de bus posterior S7. En la maqueta el uso de los acopladores DP/PA,
posibilita que los dispositivos de campo sean direccionados directamente por la
CPU como esclavos del bus PA; los acopladores DP/PA son transparentes y no
necesitan configuración alguna.
Estos módulos se utilizan en caso de grandes capacidades funcionales y altos
requisitos de respuesta temporal; operan como esclavos en PROFIBUS DP y
como maestros en PROFIBUS PA. Sus funciones son: conversión del formato de
datos asíncrono (11 bits/carácter) a síncrono (8 bits/carácter), adaptación de la
velocidad de transmisión, alimentación de los dispositivos de campo y limitación,
mediante barreras, de la corriente alimentada. Los acopladores DP/PA deben
situarse siempre al final del cable PA. La resistencia terminadora integrada en la
caja está siempre activada. Cada acoplador DP/PA dispone de una resistencia
terminadora activable a voluntad lo que permite prolongar el cable PA. [16]
Principales características
Fabricante Siemens
Velocidad DP 9,6Kbs – 12Mbs máx.
Velocidad PA 45,45 Kb/s máx.
Conversión de Datos 11Bits asincronismos a 8 Bits sincrónicos
Temperatura -25...+60 °C
Protección IP 20
Dimensiones IM157- Acoplador 40 x 125 x 130 mm- 80 x 125 x 130
Alimentación IM157- Acoplador 24 Vdc, 100m, 400mA
Tabla No. 24.A. Características del módulo DP PA Link IM157.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-133-320.jpg)
![115
Anexos
Anexo 2.17
Fuente de alimentación
FUENTE PS 307
Las fuentes de alimentación PS 307-1E están diseñadas para alimentar las ET
200M en los sistemas que presentan periferia descentralizada y a los dispositivos
de enlace DP/PA. Se conectan en el rack de la gama de aparatos S7, siendo un
módulo más dentro del mismo. [16]
Principales características
Fabricante Siemens
Corriente 5A
Entrada Monofásica
Tensión de Salida 24 Vac.
Protección contra Corto.C. Desconexión electrónica y arranque aut.
Soporte en Corto.C. Hasta 9A rems.
Dimensiones 50 x 125 x 120 mm
Temperatura -40 – 85 °C
Grado de Protección IP 20
Fusible de entrada 4A/250 V
Frecuencia 47….50/60….63 Hz
Alimentación 85….120/230….265 Vac
Tabla No. 25.A. Características de la fuente de alimentación PS 307.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-134-320.jpg)


![118
Anexos
Anexo 4
Identificación del proceso de nivel y ajuste del controlador
Descripción de la instalación
La instalación cuenta con dos tanques comunicados por una válvula manual de
bola que se abre totalmente para desarrollar el experimento. Existe instalada una
bomba centrífuga que succiona el impulsa agua de ambos tanques a ellos
mismos; es decir, la recircula. En la entrada del tanque No.1, se encuentra una
válvula de control, y en su salida un transmisor de nivel (Fig. 8.A).
Figura No.8.A. Instalación para la identificación del proceso de nivel.
El proceso fue estimulado actuando directamente sobre la válvula (variando su
porciento de apertura) a través de una aplicación SCADA de la cual se extraerán
posteriormente los datos del experimento. El transmisor de nivel realiza la
medición en [bar] (presión diferencial respecto a la atmosférica que produce la
columna de líquido) y esta calibrado para medir además de la presión que ejerce
la columna del tanque la de la pequeña porción de tubería que conecta al
transmisor.
Los datos de nivel se tomaron incluyendo la altura de la tubería de conexión del
transmisor, ya que en las aplicaciones de visualización y procesamiento, que
pueden realizarse en PCs o PLCs, es posible escalar la medición para trabajar
solamente con el nivel del tanque. Para convertir la presión diferencial de la
columna de líquido basta con aplicar la siguiente ecuación: [27]](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-137-320.jpg)
![119
Anexos
Puede decirse que la presión diferencial en el transmisor es:
PT = P1 – P2 Donde: P1 = PCL + PAtm. Y P2 = PAtm.
Luego:
PT = PCL = γghCL (1)
Donde:
γ: Densidad del agua [1gm/cm3
a 25 °C].
g: Constante gravitacional de la tierra [9.8 m/s2
].
hCL: Altura de la columna de líquido.
Tomando a PT en bar y despejando de (1) se obtiene que:
hCL = PT/0.098 [m].
De esta forma es posible tener el nivel de la columna de a partir de la señal del
transmisor.
Corrección de la medición.
Figura No. 9.A. Corrección de la medición de nivel.
En la figura No. 9.A se observa que el error es de 0.2m debido a la tubería de
conexión del transmisor, por lo tanto, a cada valor de nivel medido se le debe
restar 0.2m y así se tendrá la altura de la columna en el tanque.
Recopilación de los datos
Para obtener los datos característicos del comportamiento del nivel en el tanque
No.1 de la maqueta se desarrollaron tres experimentos.
LT
1 m
0.2 m](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-138-320.jpg)






![126
Anexos
Análisis de ruidos
Este análisis se realiza igual que el experimento No.1.
Figura No. 21.A. Análisis frecuencial de los datos con TRF. Derecha (Salida), Izquierda (Entrada).
En este caso la mayor fuerza de las señales se concentra en las bajas
frecuencias, por lo que no hay presencia de ruido.
Obtención del modelo no paramétrico
Emplear un paso escalón para identificar un proceso es una vía cómoda y sencilla
para obtener modelos no paramétricos, ya que generar el estímulo es my fácil y el
experimento tiene poco tiempo de duración. La forma de determinar los
parámetros del modelo estará en dependencia de la forma del mismo. [33]
Si se observa la figura 22.A se puede decir que es la respuesta típica de un
modelo de primer orden (característica de los proceso de nivel). Es posible dar
esta afirmación ya que no existe un punto de inflexión definido, en la etapa de
crecimiento del nivel después que fue estimulado el proceso con un paso escalón.
Ya fue vista la presencia de un retardo en la salida, por lo que el modelo a estimar
es de primer orden con retardo.
El método que se empleó fue el de primer orden con retardo, que plantea:
La ganancia del modelo es la variación de la salida sobre la variación del
estímulo.
La constante de tiempo es el instante en que se alcanza el 63.2 % de valor
de estado estacionario menos el instante to en que comenzó a responder
el proceso.
El retardo de transporte es igual t0 (tiempo en que comienza a responder
el proceso) menos el instante de tiempo en que se estimuló el sistema con
el paso escalón.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-145-320.jpg)
![127
Anexos
Figura No. 23.A. Análisis gráfico de la repuesta temporal para estimar el modelo.
Figura No. 24.A. Análisis gráfico del paso escalón para estimar el modelo.
Del análisis anterior se obtiene (Fig. 23.A):
Km = 0.0007467 [m/%A] = 0.07467 [cm/%A]
Tm = 32.88 [s]
ζm = 2 [s]
Luego:
16s](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-146-320.jpg)



![131
Anexos
Ajuste del controlador
Para estimar los parámetros de ajuste del controlador a emplear en la práctica de
control de nivel, se utilizó la herramienta de “Matlab”, “Signal Constraint” que se
encuentra en “Simulink”. Mediante ella es posible calcular los parámetros
óptimos de un contralor para la respuesta deseada del sistema de control.
Figura No. 31.A. Diagrama del sistema para hallar los parámetros del controlador empleando
“Signal Constraint”.
Controlador K [%/cm] Ti [s] Td [s] Test. [s] %PM Eest. [cm]
P 114.3054 0 0 13.5 4.4 0.095
PI 95.9896 9.49 0 10.11 0.25 0
PID 149.7333 48.886 0.809 9.5 0.2 0
Tabla No. 27.A. Resultados del ajuste.
Resultados gráficos:
Figura No. 32.A. Respuesta temporal del sistema para controlador P (Izquierda) y PI (Derecha)
ante un paso unitario por la referencia.
Figura No. 33.A. Respuesta temporal del sistema para controlador PID ante un paso unitario.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-150-320.jpg)

![133
Anexos
Al simular la respuesta del sistema con los mismos parámetros de ajuste del
controlador PID y teniendo en cuenta el saturador se obtuvo (Fig. 36.A):
Controlador K [%/cm] Ti [s] Td [s] Test. [s] %PM Eest. [cm]
PID 149.7333 48.886 0.809 11 1.4 0
Tabla No. 28.A. Resultados de la simulación.
Al analizar estos resultados se determinó que el saturador no influye notablemente
en la respuesta del sistema. Por lo que se mantuvieron los parámetros de ajuste
del controlador PID.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-152-320.jpg)
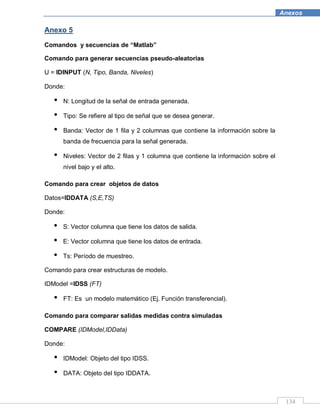
![135
Anexos
Secuencia para comparar la salida de un modelo con los datos del
experimento
Datos=IDDATA (S,E,TS) % Pasar las mediciones y el tiempo de muestreo
(1s).
IDModel =IDSS (FT) % Crear una estructura de modelo.
COMPARE (IDModel,IDData) % Obtener la gráfica y el grado de coincidencia.
Comandos para realizar análisis de ruido
FR = FFT (Datos) %Hallar la transformada discreta de Fuorier al
vector “Datos”.
P = FR.* conj (FR)/814; %Hallar la conjugada compleja de FR.
FREC = [1:100]; %Generar un vector de frecuencia entre 0 y 100.
plot(FREC,abs(P(FREC))) %Hallar el módulo de los valores conjugados P
evaluados en FREC.
Comando para calcular autocorrelación de los datos obtenidos
experimentalmente
[ACF, Lagsy, margenes_y] = AUTOCORR (Datos); % Calcular la autocorrelación
del vector Datos.
STEM (Lagsy,ACF) % Plotear los valores de autocorrelación.
Comando para calcular correlación cruzada, de datos de entrada y
salida obtenidos experimentalmente
[XCF, Lagsuy, margenes_uy] = CROSSCORR (E,S); %Calcular la correlación
cruzada entre los vectores
E(entrada) y S(salida).
STEM (Lagsuy,XCF) % Plotear los valores de autocorrelación.](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-154-320.jpg)










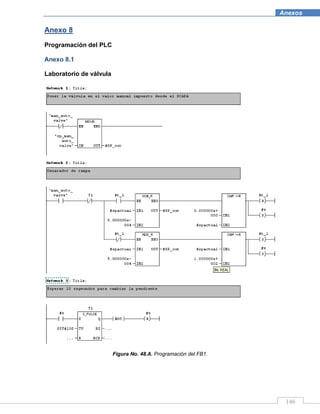
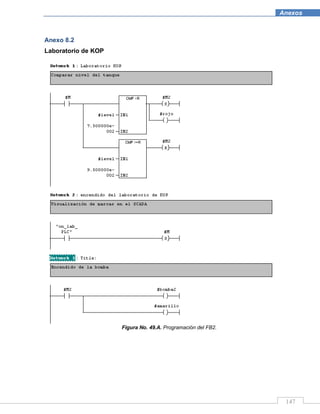
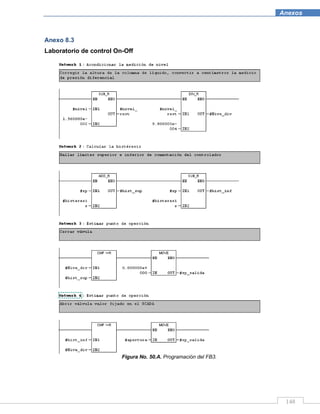

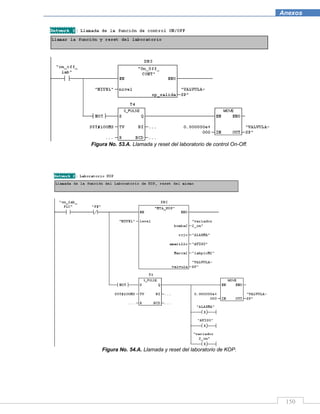
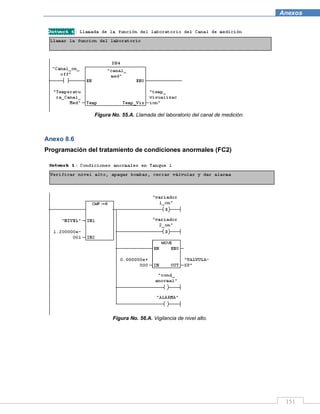
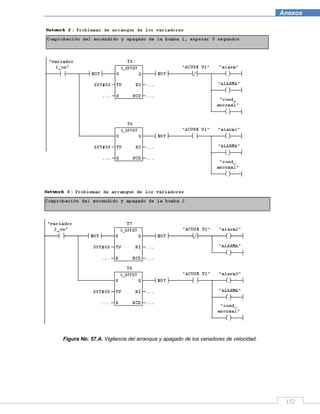



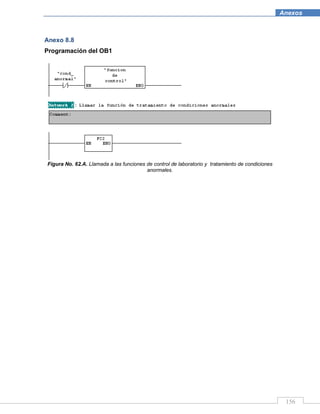
![157
Anexos
Anexo 9
Elementos de la aplicación SCADA
Anexo 9.1
Programación de la herramienta de exportación
BOOL _main(char* lpszPictureName, char* lpszObjectName, char*
lpszPropertyName)
{
#define MaxLineLength 80
if(GetTagByte("ts")==0x1){ // Con el uso de “Option Group” se permite la selección
//del tiempo de muestreo deseado, para ello solo cambia el
//ciclo en que se ejecuta el código mostrado.
FILE*fpfile;
char*strtag[8]={"Nivel","RPM1","RPM2","Pos_Vastago","Flujo_magnetico","Flujo_coriolis"};
char *strfile[8]={"D:/Maqueta/Nivel.xls","D:/Maqueta/RPM bomba1.xls","D:/Maqueta/RPM
bomba2.xls","D:/Maqueta/Posición del Vastago.xls","D:/Maqueta/Flujo en medidor
magnetico.xls","D:/Maqueta/Flujo en medidor coriolis.xls"};
//Los valores de las variables se almacenan en D: /Maqueta/
//Por cada variable se crea un fichero XLS
char buffer[MaxLineLength];
double dval;
int i=0;
WORD counter=GetTagWord("nmuestras1");
if(GetTagBit("muestras1")){
int Sel = GetTagWord("sel");
while(i<8)
{
if(Sel%2){
fpfile = fopen(strfile[i],"a");
if(fpfile != NULL){
dval = GetTagDouble(strtag[i]);
sprintf(buffer,"%lfn",dval);
fputs(buffer,fpfile);
fclose(fpfile);
}](https://image.slidesharecdn.com/adfde2a1-1df1-4b7c-a176-c25e2708f634-150609162034-lva1-app6892/85/Tesis-Documento-176-320.jpg)























































