
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (18)
Similar a Tanques de almacenamiento-- DISEÑO DE PLANTA
Similar a Tanques de almacenamiento-- DISEÑO DE PLANTA (20)
Más de david tole
Último
Último (20)
Tanques de almacenamiento-- DISEÑO DE PLANTA
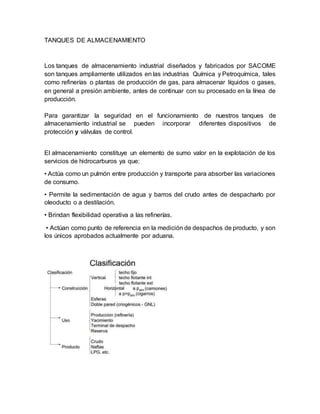
- 1. TANQUES DE ALMACENAMIENTO Los tanques de almacenamiento industrial diseñados y fabricados por SACOME son tanques ampliamente utilizados en las industrias Química y Petroquímica, tales como refinerías o plantas de producción de gas, para almacenar líquidos o gases, en general a presión ambiente, antes de continuar con su procesado en la línea de producción. Para garantizar la seguridad en el funcionamiento de nuestros tanques de almacenamiento industrial se pueden incorporar diferentes dispositivos de protección y válvulas de control. El almacenamiento constituye un elemento de sumo valor en la explotación de los servicios de hidrocarburos ya que: • Actúa como un pulmón entre producción y transporte para absorber las variaciones de consumo. • Permite la sedimentación de agua y barros del crudo antes de despacharlo por oleoducto o a destilación. • Brindan flexibilidad operativa a las refinerías. • Actúan como punto de referencia en la medición de despachos de producto, y son los únicos aprobados actualmente por aduana.
- 5. Tipos de intercambiadores de calor Los intercambiadores de calor se clasifican de la manera siguiente: - Contacto indirecto o recuperadores: - Tubos concéntricos o doble tuBo - Coraza y tubos - Evaporadores - Placas - Compacto
- 6. - Regeneradores - Contacto directo: - Torres de enfriamiento TUBOS CONCÉNTRICOS O DOBLE TUBO A continuación se indica el funcionamiento de un intercambiador de calor de tubos concéntricos o doble tubo: Los intercambiadores de calor de tubos concéntricos o doble tubo son los más sencillos que existen. Estan constituidos por dos tubos concéntricos de diámetros diferentes. Uno de los fluidos fluye por el interior del tubo de menor diámetro y el otro fluido fluye por el espacio anular entre los dos tubos. Hay dos posibles configuraciones en cuanto a la dirección de los fluidos: a contracorriente y en paralelo. A contracorriente los dos fluidos entran por los extremos opuestos y fluyen en sentidos opuestos; en cambio en paralelo entran por el mismo extremo y fluyen en el mismo sentido. A continuación se pueden ver dos imágenes con las dos posibles configuraciones de los fluidos dentro de los tubos.
- 7. CORAZA Y TUBOS A continuación se indica el funcionamiento de un intercambiador de calor de coraza y tubos El intercambiador de calor de coraza y tubos es el más utilizado en la industria. Está formado por una coraza y por multitud de tubos. Se clasifican por el número de veces que pasa el fluido por la coraza y por el número de veces que pasa el fluido por los tubos. En los intercambiadores de calor de paso múltiple se utiliza un número par de pasos en el lado del tubo y un paso o más por el lado de la coraza. Así por ejemplo el primer intercambiador que hay representado es 1-2, es decir, que el fluido circula una vez por la coraza y el que se encuentra en el interior de los tubos pasa dos veces. En la segunda imagen hay un intercambiador de calor de coraza y tubos 1-4, por donde circula el fluido caliente 4 veces por dentro de los tubos y el fluido frío 1 vez por la coraza. En la tercera imagen se ve un condensador, donde el vapor entra por la parte de la coraza y sale por la parte inferior en forma de líquido. El líquido frío, que normalmente es agua, entra por la parte inferior, por dentro de los tubos, y sale por la parte superior. A veces no condensa todo el vapor y se ha de realizar una purga de aire. Por último vemos el tambor de una columna de destilación, donde se produce la evaporación de una parte del disolvente procedente de la columna de destilación que se encuentra en forma líquida. Esta evaporación es gracias al vapor de agua que circula por dentro de los tubos, que cede el calor de condensación al líquido. El líquido se evapora y el vapor de agua se condensa. El producto sale por la parte inferior del tambor. Siempre queda una mezcla de líquido y vapor de agua que es devuelto a la columna de destilación para poder separar sus componentes. El último es un evaporador, los evaporadores están explicados en el apartado de evaporadores. Los tubos que van por dentro de la coraza son colocados mediante una placa deflectora perforada, representada a continuación:
- 8. Estas placas deflectoras están puestas para generar un flujo cruzado y inducir una mezcla turbulenta en el fluido que va por la coraza, la cual cosa mejora el intercambio por convección. Los tubos pueden presentar diferentes distribuciones: - Ajuste cuadrado. Esta configuración permite una mejor limpieza de los tubos. También hace que haya una menor caída de presión en el lado de la coraza. - Ajuste cuadrado girado. Las ventajas de esta distribución es la misma que el anterior.
- 9. - Ajuste triangular. Se consigue una mayor superficie de transferencia de calor que con el ajuste cuadrado no se consigue. Si la distancia de centro a centro de los tubos es muy pequeña, no se puede limpiar. EVAPORADORES Un evaporador es un intercambiador de calor de coraza y tubos. Las partes esenciales de un evaporador son la cámara de calefacción y la cámara de evaporación. El haz de tubos corresponde a una cámara y la coraza corresponde a la otra cámara. La coraza es un cuerpo cilíndrico en cuyo interior está el haz de tubos. Las dos cámaras están separadas por la superficie sólida de los tubos, a través de la cual tiene lugar el intercambio de calor. La forma y la disposición de estas cámaras, diseñadas para que la eficacia sea máxima, da lugar a distintos tipos de evaporadores.
- 10. Podemos clasificar los evaporadores en dos grandes grupos: - Evaporadores de tubos horizontales. El vapor calefactor es vapor de agua saturado que cede su calor de condensación y sale como agua líquida a la misma temperatura y presión de entrada. Este evaporador se denomina de tubos horizontales porque los tubos están dispuestos horizontalmente. En el siguiente evaporador, la cámara de calefacción está formada por los tubos horizontales, que están soportados por dos placas. El vapor entra en los tubos y se condensa al cedes su calor de condensación. Puede quedar vapor no condensable, que se elimina mediante una purga. La cámara de evaporación formada por un cuerpo cilíndrico vertical, cerrado por las bases, con una salida para el disolvente evaporado por la parte superior y otra salida para la disolución concentrada en la parte inferior. Estos evaporadores suelen ser de chapa de acero o hierro con un diámetro aproximado de 2 metros y 3 metros de altura. El diámetro de los tubos acostumbra a ser de 2 a 3 centímetros. En el siguiente evaporador el vapor entra por dentro de los tubos, y al ceder calor al líquido que circula por encima de los tubos, el vapor se condensa. Del evaporador sale la disolución concentrada y el disolvente evaporado.
- 11. - Evaporadores de tubos verticales. Se denominan así porque el haz de tubos están dispuestos verticalmente dentro de la coraza. El evaporador que se encuentra a continuación se denomina Evaporador Standard, que es uno de los más conocidos. La evaporación tiene lugar dentro de los tubos, saliendo por la parte superior el disolvente evaporado y por la parte inferior la disolución concentrada. El vapor calefactor entra por encima del haz de tubos y sale como agua condensada.
- 12. DISEÑO DE UNA PLANTA INDUSTRIAL DISEÑO DE PLANTA Consiste en obtener el mejor uso del espacio en sus tres dimensiones permitiendo lamejor interacción de las tres variables: recurso humano, materiales e insumo,maquinaria y equipo. Que origina una distribución de planta 1. Entre dientes la planta se trata denuevos productos odel traslado deuna planta a terrenos adquiridos en la cuales se desea aplicar un mejoramiento de los pasos o secuencias delproceso 2. Expansión o traslado una ya existente cuando nos cambia la demanda la planta debe ampliar la capacidad de producción y sus instalaciones actuales no les permite responder
- 13. 3. Reordenamiento de una distribución actual se realiza cuando en el análisis del método de producción y de los procesos realizados se puede hacer mejoras además delas áreasde trabajo adecuando los métodos, herramientas yequipos 4. Ajustes menores de una distribución actuar se refiere a mejoras dentro del método deproducción, áreas derecepción, pasillos del circulación, entre otros. Ventajas de una distribución de planta 1. Incrementa la seguridad ybienestar delos trabajadores 2. Elevar la moral yla motivación hacia el trabajo 3. Incrementar los niveles deproducción 4. Disminuciónde la línea producción, tiempode espera 5. Aprovechamiento óptimodel espacio 6. Ahora del tiempoen manipulación de materiales 7. Mejoramiento delos niveles desupervisión 8. Mejoramiento delos índices deproductividad 9. Mayor facilidaddeajuste a los cambiosdecondiciones FACTORES DE DISTRIBUCIÓN DE PLANTA 1. Material: corresponde a la materia prima natural o artificial, accesorios, embalajes, diseño, características físicas, volumen, preso,características químicas, condición, estado,calidad,estándares, proceso, secuencia, cantidad yariedad. 2. La maquinaria: se altera las máquinas de transformación o de producción,herrami enta s, di sposi ti vo, equi pos de procesos o tratami ento, maqui na derepu esto, demantenimiento, paneles decontrol, soporte, disponibilidad,garantía, soporte técnico, tamaño, volumen, preso, operatividad, altura, entre otros. 3. Recurso humano: Se refiere a la personas que integran una organización que se pueden clasificar en los siguientes grupos: directo, indirectos, jefe del grupo, servicio, mantenimiento, administrativo, directivo, posiciónfija, entre otros. 4. Movimiento:
- 14. Tiene en cuenta todo tipo de movimiento manuales o mecánico y requiere de unidad de transportación por ejemplo bandas transportadoras,tubería , conductos, si n gravedad, grúa, ent re otros; para lograr la máxi maeficiencia y productividad 5. Espera: C orresponde a todo ti po de i nmovi li zaci ón temporal que sufra un procesocon relaciónasus tres variables. 6. Servicio: Son todos los servicios de apoyo necesario para el desarrollo del proceso y puede clasificarse en: relativo al personal, relativo a la maquinaria, relativo al material, relativo ala instalación. 7. Edificación: t i e ne e n c ue nt a e l t i p o d e c o ns t r uc c i ó n, l a s i ns t a l a c i o ne s ycondi ci ones de la planta en térmi nos de espaci os necesari os pa ra poder desarrollar el proceso, para ello se debe evaluar los materiales de construcción, cimentación, aportación del terreno, sótano, Terrassa, paredes, ventanas, ascensores, cubiertas, entre otros. 8. Medio ambiente: Se refiere a la legislación y normatividad ambiental que regula el diseñoconstrucción y montaje de plantas industriales indicadas a la transformación de materia prima o a empresas prestadora del servicio 9. Cambio: Involucran los otros factores anteriores, era así, ya realizar un nuevo de una nueva distribuciónla mejora tenida sebasaenel mínimo costo ylarapidez, diseño de producto, variedad de procesos o métodos, al terreno de trabajo, organización, supervisión, desplazamiento de líneas de producción maquinaria y equipo. En la flexibilidad de toda la línea producción para ser mejorada sin provocar altos costos unitarios en el sistema productivo TIPOS DE DISTRIBUCIÓN EN PLANTA. Es evidente que la forma de organización del proceso productivo resulta determinante para la elección del tipo de distribución en planta. No es extraño, pues, que sea dicho criterio el que tradicionalmente se sigue para la clasificación de las distintas distribuciones en planta, siendo éste el que adoptaremos en la presente
- 15. obra. De acuerdo con ello, y en función de las configuraciones estudiadas anteriormente suelen identificarse tres formas básicas de distribución en planta: las orientadas al producto y asociadas a configuraciones continuas o repetitivas, las orientadas al proceso y asociadas a configuraciones por lotes, y las distribuciones por posición fija, correspondientes a las configuraciones por proyecto. DISTRIBUCIÓN EN PLANTA POR PRODUCTO Características de la distribución en planta por producto La distribución en planta por producto es la adoptada cuando la producción está organizada, bien de forma continua, bien repetitiva, siendo el caso más característico el de las cadenas de montaje. En el primer caso (por ejemplo: refinerías, celulosas, centrales eléctricas, etc.), la correcta interrelación de las operaciones se consigue a través del diseño de la distribución y las especificaciones de los equipos. En el segundo caso, el de las configuraciones repetitivas (por ejemplo: electrodomésticos, vehículos de tracción mecánica, cadenas de lavado de vehículos, etc.), el aspecto crucial de las interrelaciones pasará por el equilibrado de la línea, con objeto de evitar los problemas derivados de los cuellos de botella desde que entra la materia prima hasta que sale el producto terminado. DISTRIBUCIÓN EN PLANTA POR PROCESO La distribución en planta por proceso se adopta cuando la producción se organiza por lotes (por ejemplo: muebles, talleres de reparación de vehículos, sucursales bancarias, etc.). El personal y los equipos que realizan una misma función general se agrupan en una misma área, de ahí que estas distribuciones también sean denominadas por funciones o por talleres. En ellas, los distintos ítems tienen que moverse, de un área a otra, de acuerdo con la secuencia de operaciones establecida para su obtención. La variedad de productos fabricados supondrá, por regla general, diversas secuencias de operaciones, lo cual se reflejará en una diversidad de los flujos de materiales entre talleres. A esta dificultad hay que añadir la generada por las variaciones de la producción a lo largo del tiempo que pueden suponer modificaciones (incluso de una semana a otra) tanto en las cantidades fabricadas como en los propios productos elaborados. Esto hace indispensable la adopción de distribuciones flexibles, con especial hincapié en la flexibilidad de los equipos utilizados para el transporte y manejo de materiales de unas áreas de trabajo a otras ANÁLISIS DE LA DISTRIBUCIÓN POR PROCESO
- 16. La decisión clave a tomar en este caso será la disposición relativa de los diversos talleres. Para adoptar dicha decisión se seguirá fundamentalmente la satisfacción de criterios tales como procurando así aumentar la eficiencia de las operaciones. Así, la superficie y forma de la planta del edificio, la seguridad e higiene en el trabajo, los límites de carga, la localización fija de determinados elementos, etc., limitarán y probablemente modificarán las soluciones obtenidas en una primera aproximación. Si existiese un flujo de materiales claramente dominante sobre el resto la distribución de los talleres podría asemejarse a la disposiciónde los equipos en una línea de producción. Sin embargo, esto no es lo habitual, teniendo que recurrir a algún criterio que determine dicha ordenación. El factor que con mayor frecuencia se analiza, aunque raramente será el único por las razones ya expuestas, es el coste de la manipulación y transporte de materiales entre los distintos centros de trabajo. Lógicamente, éste dependerá del movimiento de materiales, pero también de la necesidad que tenga el personal de realizar esos recorridos por motivos de supervisión, inspección, trabajo directo o simple comunicación. Dado que para un producto determinado los costes mencionados aumentan con las distancias a recorrer, la distribución relativa de los departamentos influirá en dicho coste.disminuir las distancias a recorrer y el coste del manejo de materiales (o, en el caso de los servicios, disminuir los recorridos de los clientes). DESARROLLO DE UN PLAN DE BLOQUE Una vez determinado el tamaño de las secciones habrá que proceder a su ordenación dentro de la estructura existente o a determinar la forma deseada que dará lugar a la construcción de la planta que haya de englobarlas. Esta fase de la distribución presenta un número extremadamente elevado de posibles soluciones de forma que, en la inmensa mayoría de las ocasiones, se llega a la determinación de una buena solución que alcance los objetivos fijados y cumpla en lo posible las máximas restricciones impuestas, pero sin llegar a determinarse la solución. DISTRIBUCIÓN EN PLANTA DE ALMACENES El objetivo de la distribución es, ahora, encontrar la relación óptima entre el coste del manejo de materiales y el espacio. Son aspectos fundamentales a considerar: la utilización del espacio cúbico, los equipos y métodos de almacenamiento, la protección de los materiales, la localización de éstos (aprovechamiento de espacios exteriores), etc. Pero, además, la distribución de los almacenes se complica cuando los pedidos engloban un elevado número de productos distintos o cuando se piden pocas unidades del mismo producto, pero muy frecuentemente. En dichos casos, el coste por manejo de materiales que supondría un desplazamiento de ida y vuelta
- 17. para cada pedido sería excesivamente elevado. Entre las formas de solución de este problema se encuentran la agregación por productos de unidades correspondientes a diversos pedidos o, algo nada fácil, establecer rutas óptimas para cada pedido.