2. OFFSET X Y Z
SETTING
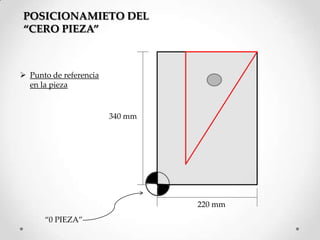
BOTON “0
PIEZA”
SE TOCA LA CARA DE EL EJE
X PARA OBTENER EL VALOR
DE Y Eje X
3. SE TOCA LA CARA DE EL EJE
Y PARA OBTENER EL VALOR
DE X
Eje Y
Eje Z SE TOCA ARRIBA Y
OBTENEMOS EL VALOR
DE Z QUE ES 0
4. O : Numero de programa
N : Numero de secuencia de los bloques de
Placa a un programa
maquinar G : Comando preparatorio
X,Y : Movimiento primarios en los ejes
M : Funciones auxiliares
T : Numero de herramienta
S : Velocidad del husillo
F : Velocidad de avance o alimentación
Y
Z
X O0001 “Maquinado de triangulo”
N10 G91 G17 G21 G94 G54;
N20 G80 G49 G41;
N30 M06 T0101;
N40 M03 S720;
N50 G00 Z10.0;
Z N60 X20.0 Y 40.0;