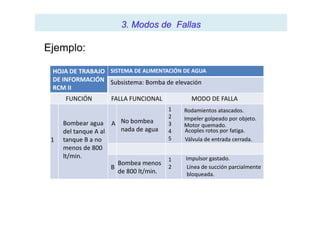
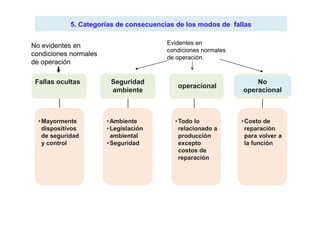
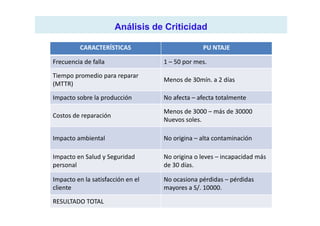
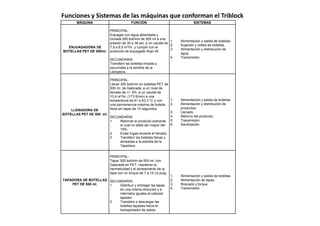
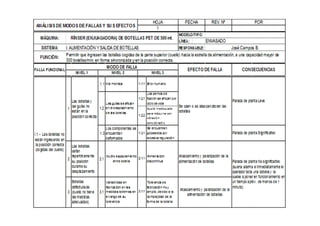
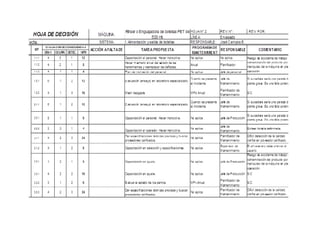
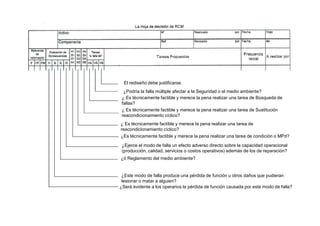
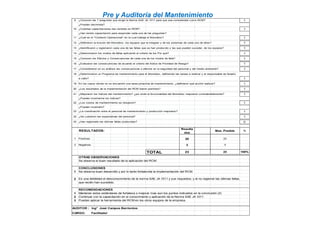
El documento describe el origen y los principios del Mantenimiento Centrado en la Confiabilidad (RCM). El RCM surgió en 1960 cuando el gobierno de EEUU formó un grupo para investigar el mantenimiento preventivo en aviación. Esto dio lugar al proceso RCM que utiliza 7 preguntas para determinar las tareas de mantenimiento necesarias para cada modo de falla y así asegurar que los activos cumplan su función. El documento también explica conceptos clave del RCM como funciones, fallas funcionales, modos de fallas y consecu