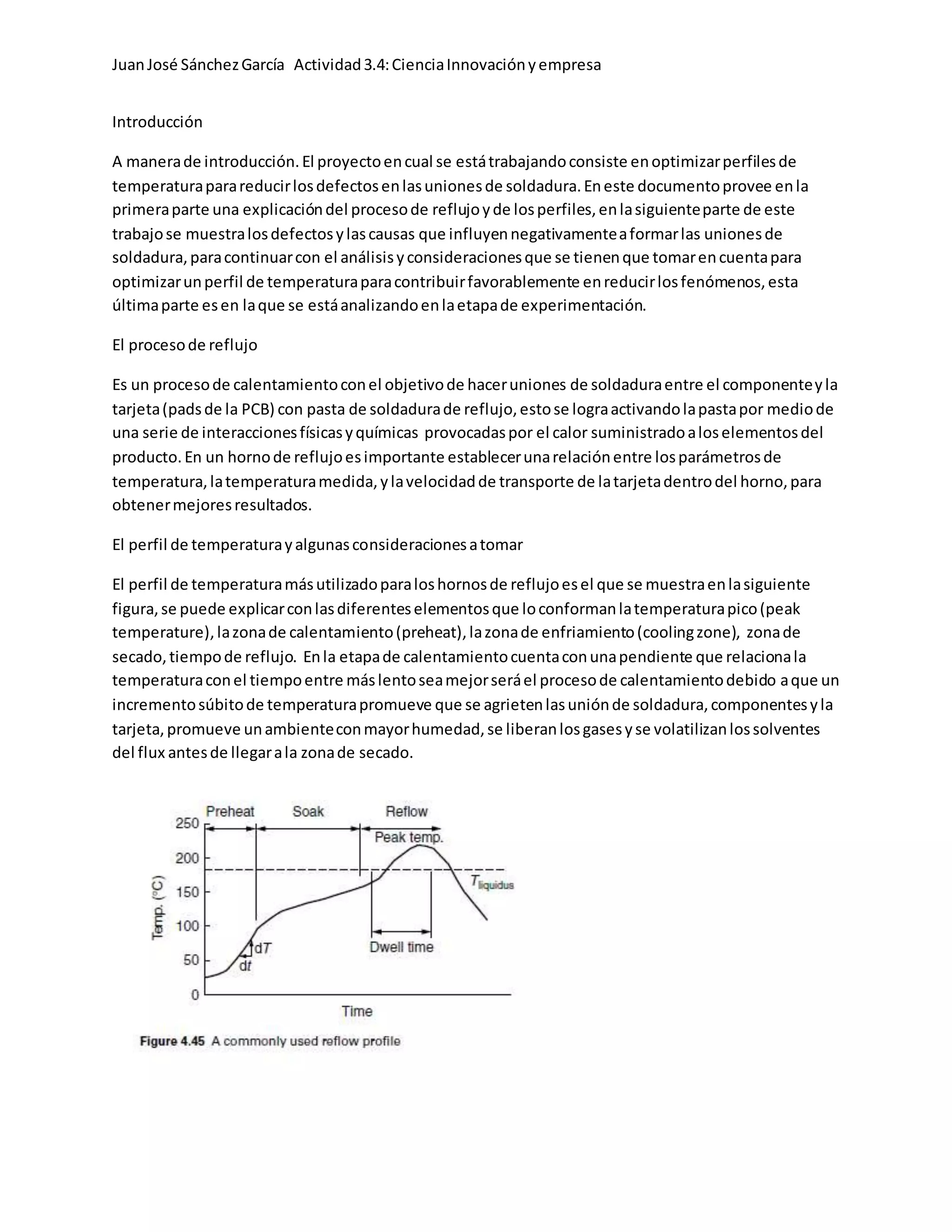
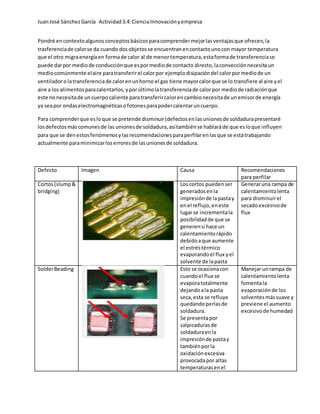
El documento describe un proyecto para optimizar perfiles de temperatura y reducir defectos en uniones de soldadura. Explica el proceso de reflujo y factores que afectan la calidad de la soldadura como la velocidad de calentamiento. Analiza defectos comunes y cómo el perfil de temperatura puede minimizarlos. También resalta ventajas de los hornos de reflujo como mejor control de temperatura y flexibilidad para diferentes componentes.