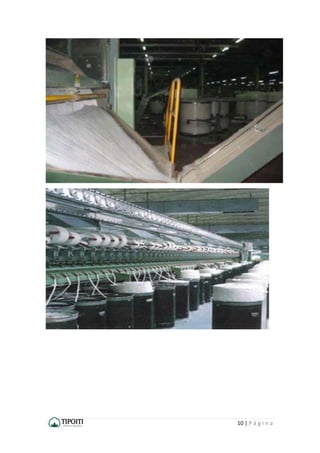
Tipoiti es una empresa textil fundada en 1949 en Corrientes, Argentina. Procesa algodón desde la desmote hasta la producción de hilos, empleando más de 800 personas. La empresa ha crecido continuamente a lo largo de más de 50 años a pesar de las crisis, y planea nuevas inversiones para aumentar su producción y empleo. Tipoiti es actualmente uno de los principales productores de hilados de algodón en el país.
![[TÍTULO DEL
DOCUMENTO]
[Subtítulo del documento]
2015](https://image.slidesharecdn.com/la-empresa-tipoiti2015-151119191353-lva1-app6892/85/La-empresa-TIPOITI-2015-1-320.jpg)
![[TÍTULO DEL
DOCUMENTO]
[Subtítulo del documento]
2015](https://image.slidesharecdn.com/la-empresa-tipoiti2015-151119191353-lva1-app6892/75/La-empresa-TIPOITI-2015-1-2048.jpg)