Mantenimiento
Mantenimiento
predictivo
predictivo
Bibliografía: Teoría ypractica del mantenimiento industria avanzado.
Bibliografía: Teoría y practica del mantenimiento industria avanzado.
Francisco Javier González Fernández.
Francisco Javier González Fernández.
Edit,
Edit, FC EDITORIAL
FC EDITORIAL
Juan Bringa Inchausti
Juan Bringa Inchausti
2.
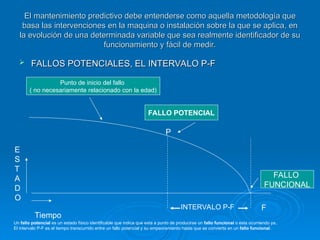
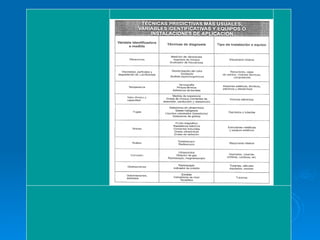
El mantenimiento predictivodebe entenderse como aquella metodología que
El mantenimiento predictivo debe entenderse como aquella metodología que
basa las intervenciones en la maquina o instalación sobre la que se aplica, en
basa las intervenciones en la maquina o instalación sobre la que se aplica, en
la evolución de una determinada variable que sea realmente identificador de su
la evolución de una determinada variable que sea realmente identificador de su
funcionamiento y fácil de medir.
funcionamiento y fácil de medir.
FALLOS POTENCIALES, EL INTERVALO P-F
FALLOS POTENCIALES, EL INTERVALO P-F
FALLO POTENCIAL
P
F
FALLO
FUNCIONAL
Tiempo
E
S
T
A
D
O
INTERVALO P-F
Punto de inicio del fallo
( no necesariamente relacionado con la edad)
Un fallo potencial es un estado físico identificable que indica que esta a punto de producirse un fallo funcional o esta ocurriendo ya..
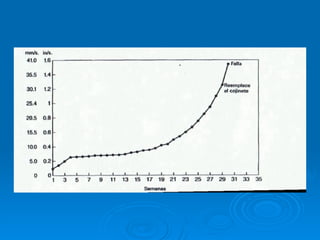
El intervalo P-F es el tiempo transcurrido entre un fallo potencial y su empeoramiento hasta que se convierta en un fallo funcional.
4.
Para que esútil
Para que es útil
Nos permite tener un servicio de información sobre el estado de las
Nos permite tener un servicio de información sobre el estado de las
maquinas a través de instrumentos que permiten predecir defectos
maquinas a través de instrumentos que permiten predecir defectos
y corregirlos a tiempo.
y corregirlos a tiempo.
Es aplicar una técnica para detectar una futura falla de los
Es aplicar una técnica para detectar una futura falla de los
componentes de una maquina, cambiándolos antes de que sea
componentes de una maquina, cambiándolos antes de que sea
demasiado tarde.
demasiado tarde.
Con esto se logra que el tiempo muerto de los equipos se minimice
Con esto se logra que el tiempo muerto de los equipos se minimice
y el tiempo de vida del componente se maximice.
y el tiempo de vida del componente se maximice.
Mantenimiento Predictivo
Mantenimiento Predictivo
La validez del sistema se basa fundamentalmente en la
La validez del sistema se basa fundamentalmente en la
validez de la información disponible y en la frecuencia de
validez de la información disponible y en la frecuencia de
las intervenciones de inspección.
las intervenciones de inspección.
El mantenimiento predictivo exige :
El mantenimiento predictivo exige :
1) Sistematisidad rigurosa de la inspección y
1) Sistematisidad rigurosa de la inspección y
organización formal de la misma.
organización formal de la misma.
2) Elevada fiabilidad e los diagnósticos.
2) Elevada fiabilidad e los diagnósticos.
8.
Mantenimiento predictivo
Mantenimiento predictivo
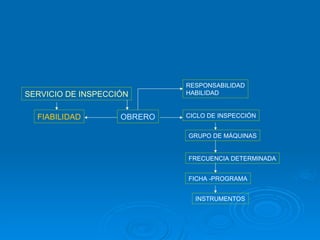
Organización del servicio de inspección
Organización del servicio de inspección
El servicio de inspección tiene que ser una función centralizada.
El servicio de inspección tiene que ser una función centralizada.
Sus ventajas: a) Optimización del uso de instrumentos.
Sus ventajas: a) Optimización del uso de instrumentos.
b) Es conveniente que lo realice la persona de
b) Es conveniente que lo realice la persona de staff
staff,
,
por no estar ligado a presiones que se ejercen sobre la línea y por
por no estar ligado a presiones que se ejercen sobre la línea y por
su formación organizativa.
su formación organizativa.
9.
Mantenimiento predictivo
Mantenimiento predictivo
La organización del mantenimiento predictivo implica:
La organización del mantenimiento predictivo implica:
1) La formulación del programa y el método de
1) La formulación del programa y el método de
inspección con especificación de los órganos a
inspección con especificación de los órganos a
inspeccionar.
inspeccionar.
2) Para cada maquina y órgano critico saber sus valores
2) Para cada maquina y órgano critico saber sus valores
limites de aceptabilidad, características y variables que
limites de aceptabilidad, características y variables que
queremos medir con la inspección.
queremos medir con la inspección.
Ejemplo: Nivel de vibración espesor de un material, grado
Ejemplo: Nivel de vibración espesor de un material, grado
de impureza de un lubricante, etc.
de impureza de un lubricante, etc.
10.
Mantenimiento predictivo
Mantenimiento predictivo
3) La determinación de la frecuencia de inspección.
3) La determinación de la frecuencia de inspección.
4) El registro de los datos
4) El registro de los datos
5) La formación y perfil del personal de staff o persona
5) La formación y perfil del personal de staff o persona
que forma parte del programa de mantenimiento
que forma parte del programa de mantenimiento
inspectivo.
inspectivo.
11.
Mantenimiento predictivo
Mantenimiento predictivo
Programa y métodos de inspección
Programa y métodos de inspección.
.
1) Determinar la factibilidad y conveniencia de realizar un
1) Determinar la factibilidad y conveniencia de realizar un
mantenimiento predictivo
mantenimiento predictivo a una determinada máquina.
a una determinada máquina.
2) Determinar las variables físicas que se desea controlar. En este
2) Determinar las variables físicas que se desea controlar. En este
caso es necesario monitorear para determinar la condición o
caso es necesario monitorear para determinar la condición o
estado de las maquinas en sus diferentes sistemas :
estado de las maquinas en sus diferentes sistemas :
a) Eléctrica y Electrónica.
a) Eléctrica y Electrónica.
b) Mecánica.
b) Mecánica.
c) Sujeciones, etc.
c) Sujeciones, etc.
13.
Vigilancia demáquinas:
Vigilancia de máquinas: Cuando existe un problema se
Cuando existe un problema se
determina si es malo o bueno seguir
determina si es malo o bueno seguir produciendo o parar la
produciendo o parar la
máquina.
máquina.
Al proteger las máquinas
Al proteger las máquinas se evita roturas que pueden
se evita roturas que pueden
determinar problemas que provoca costos inviables para su
determinar problemas que provoca costos inviables para su
reparación por afectar la integridad total de la máquina o el tiempo
reparación por afectar la integridad total de la máquina o el tiempo
excesivo en el proceso de reparación.
excesivo en el proceso de reparación.
Al realizar un diagnóstico
Al realizar un diagnóstico de las posibles fallas, determinamos
de las posibles fallas, determinamos
si la máquina puede trabajar durante determinado tiempo, bajo
si la máquina puede trabajar durante determinado tiempo, bajo
determinadas condiciones sin que se produzca una falla
determinadas condiciones sin que se produzca una falla
destructiva.
destructiva.
En estostiempos es muy importante y existe una tendencia a
En estos tiempos es muy importante y existe una tendencia a
aplicar este modo de mantenimiento ya que no sustituye, pero
aplicar este modo de mantenimiento ya que no sustituye, pero
ayuda al mantenimiento preventivo.
ayuda al mantenimiento preventivo.
Este tipo de mantenimiento se realiza a través de :
Este tipo de mantenimiento se realiza a través de :
Vibro análisis.( desalineaciones, rodamientos en mal estado, etc ).
Vibro análisis.( desalineaciones, rodamientos en mal estado, etc ).
Análisis de aceites usados en: Maquinas térmicas, Mixer,
Análisis de aceites usados en: Maquinas térmicas, Mixer,
calandras, intercambiadores de calor, contactores en baño de
calandras, intercambiadores de calor, contactores en baño de
aceite dieléctrico, etc.
aceite dieléctrico, etc.
Control de desgaste en: cojinetes, ejes, poleas, correas, etc.
Control de desgaste en: cojinetes, ejes, poleas, correas, etc.
Cámaras termográficas en : contactores, conexiones eléctricas en
Cámaras termográficas en : contactores, conexiones eléctricas en
barras, y tableros eléctricos, filtraciones de agua, etc.
barras, y tableros eléctricos, filtraciones de agua, etc.
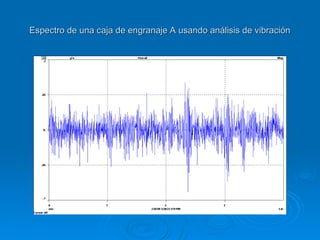
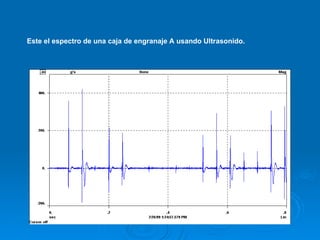
Espectro de unacaja de engranaje A usando análisis de vibración
Espectro de una caja de engranaje A usando análisis de vibración
20.
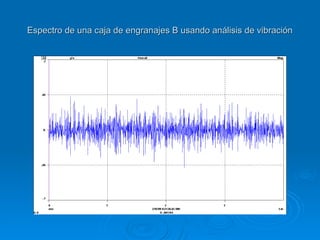
Espectro de unacaja de engranajes B usando análisis de vibración
Espectro de una caja de engranajes B usando análisis de vibración
21.
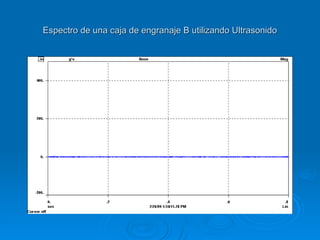
Espectro de unacaja de engranaje B utilizando Ultrasonido
Espectro de una caja de engranaje B utilizando Ultrasonido
22.
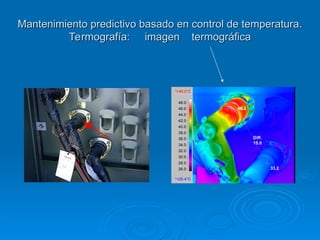
Mantenimiento predictivo basadoen control de temperatura.
Mantenimiento predictivo basado en control de temperatura.
Termografía: imagen termográfica
Termografía: imagen termográfica
Diff.
15.0
48.3
33.2
*>49.0°C
*<25.4°C
26.0
28.0
30.0
32.0
34.0
36.0
38.0
40.0
42.0
44.0
46.0
48.0
23.
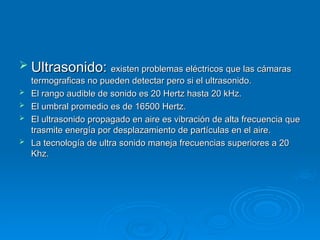
Ultrasonido:
Ultrasonido: existenproblemas eléctricos que las cámaras
existen problemas eléctricos que las cámaras
termograficas no pueden detectar pero si el ultrasonido.
termograficas no pueden detectar pero si el ultrasonido.
El rango audible de sonido es 20 Hertz hasta 20 kHz.
El rango audible de sonido es 20 Hertz hasta 20 kHz.
El umbral promedio es de 16500 Hertz.
El umbral promedio es de 16500 Hertz.
El ultrasonido propagado en aire es vibración de alta frecuencia que
El ultrasonido propagado en aire es vibración de alta frecuencia que
trasmite energía por desplazamiento de partículas en el aire.
trasmite energía por desplazamiento de partículas en el aire.
La tecnología de ultra sonido maneja frecuencias superiores a 20
La tecnología de ultra sonido maneja frecuencias superiores a 20
Khz.
Khz.
24.
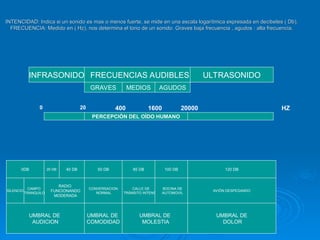
INTENCIDAD: Indica siun sonido es mas o menos fuerte, se mide en una escala logarítmica expresada en decibeles ( Db).
INTENCIDAD: Indica si un sonido es mas o menos fuerte, se mide en una escala logarítmica expresada en decibeles ( Db).
FRECUENCIA: Medido en ( Hz), nos determina el tono de un sonido. Graves baja frecuencia , agudos : alta frecuencia.
FRECUENCIA: Medido en ( Hz), nos determina el tono de un sonido. Graves baja frecuencia , agudos : alta frecuencia.
INFRASONIDO FRECUENCIAS AUDIBLES ULTRASONIDO
GRAVES MEDIOS AGUDOS
PERCEPCIÒN DEL OÌDO HUMANO
0 20 20000 HZ
400 1600
40 DB
RADIO
FUNCIONANDO
MODERADA
0DB 50 DB 85 DB 100 DB 120 DB
CALLE DE
TRÀNSITO INTENSO
BOCINA DE
AUTOMOVIL
SILENCIO
UMBRAL DE
AUDICION
UMBRAL DE
COMODIDAD
UMBRAL DE
MOLESTIA
AVIÒN DESPEGANDO
UMBRAL DE
DOLOR
20 DB
CAMPO
TRANQUILO
CONVERSACION
NORMAL
Determinación de losvalores limites de las variables a
Determinación de los valores limites de las variables a
inspeccionar
inspeccionar
No es posible establecer de forma exacta los limites críticos de las
No es posible establecer de forma exacta los limites críticos de las
variables a controlar.
variables a controlar.
Se confía mucho en la sensibilidad del operador.
Se confía mucho en la sensibilidad del operador.
Nivel de vibración
Nivel de vibración. Como dato de primera aproximación podemos aceptar lo
. Como dato de primera aproximación podemos aceptar lo
indicado en las tablas de los fabricantes de los instrumentos de análisis,
indicado en las tablas de los fabricantes de los instrumentos de análisis,
para cada maquina es preciso calibrar los datos con la experiencia y
para cada maquina es preciso calibrar los datos con la experiencia y
reconstruir los diagramas para cada maquina.
reconstruir los diagramas para cada maquina.
Espesor de material.
Espesor de material. Hay un valor proyecto, pero el limite de peligrosidad
Hay un valor proyecto, pero el limite de peligrosidad
es función de las condiciones de funcionamiento y esta subordinado a un
es función de las condiciones de funcionamiento y esta subordinado a un
examen defectológico.
examen defectológico.
Grado de impureza metálicas en los aceites
Grado de impureza metálicas en los aceites. El problema del limite en
. El problema del limite en
este tipo de control es el objetivo de unos análisis que actualmente se están
este tipo de control es el objetivo de unos análisis que actualmente se están
llevando acabo en algunas empresas.
llevando acabo en algunas empresas.
28.
Frecuencia optima deinspección
Cantidad de máquinas
Disponibilidad de reserva
Diseño
Estadística de roturas
Condiciones de funcionamiento
Se tiene que tener
en cuenta
29.
Registro de datos
Registrode datos
Es esencial una recogida de datos racional y exhaustiva,
Es esencial una recogida de datos racional y exhaustiva,
consistente en:
consistente en:
a.
a. La recogida de todas las indicaciones hechas por el servicio para
La recogida de todas las indicaciones hechas por el servicio para
cada maquina
cada maquina.
.
b.
b. La recogida de los resultados de las intervenciones para cada
La recogida de los resultados de las intervenciones para cada
maquina.
maquina.
c.
c. Analizar indicaciones y resultados.
Analizar indicaciones y resultados.
d
d. Para las maquinas importantes existen, fichas de vibración o
. Para las maquinas importantes existen, fichas de vibración o
historial de vibraciones. Este dato forma parte esencial de la
historial de vibraciones. Este dato forma parte esencial de la
recogida de datos para el control de las maquinas y la
recogida de datos para el control de las maquinas y la
determinación de las tolerancias en las vibraciones.
determinación de las tolerancias en las vibraciones.
30.
Metodología de lasinspecciones
Metodología de las inspecciones
Otra definición de mantenimiento predictivo, es aquel
Otra definición de mantenimiento predictivo, es aquel
que condiciona la intervención al aviso de inspección.
que condiciona la intervención al aviso de inspección.
El objetivo
El objetivo es aproximarse lo mas posible al momento
es aproximarse lo mas posible al momento
del fallo sin perder fiabilidad.
del fallo sin perder fiabilidad.
El problema del mantenimiento predictivo, pues, es en
El problema del mantenimiento predictivo, pues, es en
esencia un problema de instrumentos, de manera que
esencia un problema de instrumentos, de manera que
permitan “ PREDECIR” el fallo con “ PRECISION”,
permitan “ PREDECIR” el fallo con “ PRECISION”,
incluso para órganos ocultos y difícilmente accesibles.
incluso para órganos ocultos y difícilmente accesibles.
31.
Hay cuatro nivelesde inspección para maquinas
Hay cuatro niveles de inspección para maquinas
1.
1. Inspección directa( sin uso de instrumentos sofisticados).
Inspección directa( sin uso de instrumentos sofisticados).
a. Directa.
a. Directa.
b. Con estroboscopio.
b. Con estroboscopio.
c. Con líquidos penetrantes y fluorescentes.
c. Con líquidos penetrantes y fluorescentes.
2. Controles no destructivos
2. Controles no destructivos (
( análisis de espesores
análisis de espesores y
y
defectos del material
defectos del material).
).
a. Ultrasonidos.
a. Ultrasonidos.
b. Radiografías.
b. Radiografías.
32.
3.
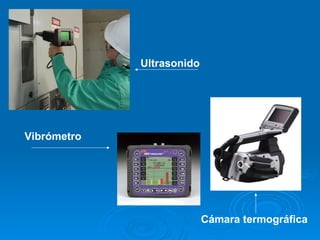
3. Medidasde vibraciones, ruidos o ultrasonidos:
Medidas de vibraciones, ruidos o ultrasonidos:
a. Estetoscopio.
a. Estetoscopio.
b. Amplificador de ultra sonidos
b. Amplificador de ultra sonidos
c. Vibrómetro.
c. Vibrómetro.
d. Analizador de vibraciones.
d. Analizador de vibraciones.
e. Analizador de vibraciones para cojinetes.
e. Analizador de vibraciones para cojinetes.
33.
Análisis delubricantes
Análisis de lubricantes.( determinación de un metal guía del
.( determinación de un metal guía del
órgano lubricado, cuyo desgaste se quiere conocer).
órgano lubricado, cuyo desgaste se quiere conocer).
a. Análisis físico.
a. Análisis físico.