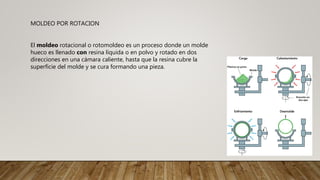
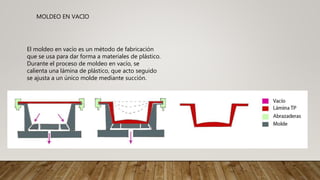
El documento describe varios procesos de manufactura de plásticos, incluyendo moldeo por rotación, moldeo en vacío, moldeo por compresión, moldeo por soplado e inyección. También describe procesos de soldadura como tipos de uniones, seguridad en soldadura y automatización. Los procesos de moldeo de plásticos involucran calentar y enfriar material dentro de moldes para darle forma, mientras que los procesos de soldadura usan calor para unir superficies metálicas.