ELECTROFUSION
ES UNA TECNICAMODERNA USADA EN LAS REDES DE
DISTRIBUCION DE TUBERIAS DE POLIETILENO (PE),
DONDE LOS ACCESORIOS DE ELECTROFUSION
USADOS; POSEEN EN SU INTERIOR UN BOBINADO QUE
FUNDE EL MATERIAL DE ESTE CON EL DE LA TUBERIA,
AL CIRCULAR UNA CORRIENTE ELECTRICA DE BAJA
TENSION CONTROLADO POR UN EQUIPO DENOMINADO
MAQUINA DE ELECTROFUSION
4.
ELECTROFUSION
LOS ACCESORIOS DEELECTROFUSION MAS
COMERCIALIZADOS SON:
CENTRAL PLASTICS – DURAPIPE – EUROSTANDARD –
FRIATEC – FUSION – GEORG FISCHER – PLASSON -
UPONOR – AGRU - NUPI - ENTRE OTROS
5.
ELECTROFUSION
VENTAJAS DEL SISTEMADE UNION POR ELECTROFUSION
1. ES APLICABLE EN TUBERIAS DE PE DESDE UN Ø= 20mm HASTA
360mm EN COLOMBIA EN 315mm~ 12PULG.
2. SISTEMA HERMETICO
3. ES UNA SOLUCION MODERNA,SIMPLE Y CONFIABLE.
4. LOS ACCESORIOS DE ELECTROFUSION,ASI COMO LAS
MAQUINAS DE ELECTROFUSION SON DE TIPO UNIVERSAL.
5. PRESENTAN BAJO ERROR HUMANO EN LA OPERACION DE LA
SOLDADURA
6. PERMITE FUSIONAR DOS SISTEMAS DE DIFERENTES (RDE)
6.
ELECTROFUSION
7. REQUIEREN MENORANCHO DE ZANJA.
8. ES UNA EXCELENTE ALTERNATIVA PARA ACCIONES DE
MANTENIMIENTO.
9. LOS ELEMENTOS QUE CONFORMAN ELSISTEMA DE
ELECTROFUSION SON MUY SENCILLOS Y LIVIANOS:
TUBOS
ACCESORIOS (CODOS, UNIONES, TEES, TOMAS DE SERVICIO)
MAQUINA DE ELECTROFUSION
HERRAMIENTAS (ALINEADOR, POSICIONADOR, RASPADOR)
VENTAJAS DEL SISTEMA DE UNION POR ELECTROFUSION
7.
ELECTROFUSION
Campos de aplicaciónde los sistemas
de polietileno
soldados por electrofusión:
Redes de gas (RDE 11 y RDE 17)
Redes de agua potable (PN 6 , PN 10)
Sistemas de riego (PN 6, PN 10)
Redes de contraincendios (PN 6, PN 10)
Tendido de cables de fibra óptica
Tubos protectores de cables
Desagües de fluidos contaminantes
8.
ELECTROFUSION
CONECTORES DE ELECTROFUSION
•El conector está hecho de plástico fundido a presión.
• La tecnología de electrofusión permite que las tuberías y los
accesorios insertados estén en contacto con el espiral de
calentamiento.
• Dentro del conector se encuentra un espiral que sirve para
realizar el calentamiento.
9.
ELECTROFUSION
CONECTOR DE ELECTROFUSION
•Los equipos especiales de soldadura proveen una
corriente específica que permite la energía necesaria
para la fusión del material plástico.
Adicionalmente, cuando el espiral es energizado, el
material del conector adyacente a éste, funde y forma un
pozo que se expande, el cual entra en contacto con la
superficie de la tubería/accesorio.
La continua introducción de energía en forma de calor
ocasiona que la superficie de la tubería/accesorio se
funda y se mezcle realizando la unión.
10.
ELECTROFUSION
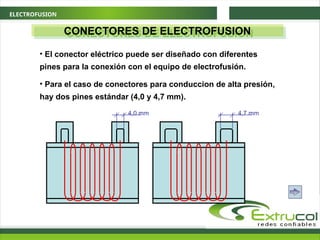
CONECTORES DE ELECTROFUSION
•El conector eléctrico puede ser diseñado con diferentes
pines para la conexión con el equipo de electrofusión.
• Para el caso de conectores para conduccion de alta presión,
hay dos pines estándar (4,0 y 4,7 mm).
4,7 mm
4,0 mm
11.
ELECTROFUSION
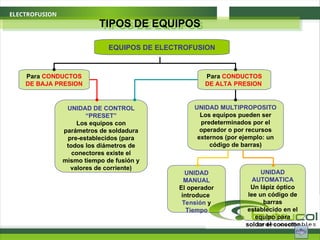
TIPOS DE EQUIPOS
ParaCONDUCTOS
DE BAJA PRESION
EQUIPOS DE ELECTROFUSION
Para CONDUCTOS
DE ALTA PRESION
UNIDAD DE CONTROL
“PRESET”
Los equipos con
parámetros de soldadura
pre-establecidos (para
todos los diámetros de
conectores existe el
mismo tiempo de fusión y
valores de corriente)
UNIDAD
MANUAL
El operador
introduce
Tensión y
Tiempo
UNIDAD MULTIPROPOSITO
Los equipos pueden ser
predeterminados por el
operador o por recursos
externos (por ejemplo: un
código de barras)
UNIDAD
AUTOMATICA
Un lápiz óptico
lee un código de
barras
establecido en el
equipo para
soldar el conector
12.
ELECTROFUSION
DESCRIPCION DE LOSCOMPONENTES
1. Cable eléctrico
2. Panel de control
3. Agarradera para transporte
manual
4. Cable de fusión
5. Conectores - 4 mm
6. Adaptadores - 4 / 4,7 mm
7. Lápiz óptico
8. Bolsa para los adaptores
1
3
5
1
8
3
2
5
7
4
8
4
2
6
6
MANUAL
AUTOMATICO
13.
ELECTROFUSION
TRANSPORTE DE LATUBERIA
El transporte, la carga y descarga, el desplazamiento y el
almacenaje de tubos y fittings se deben efectuar con mucho
cuidado y con medios mecánicos adecuados.
Es importante evitar la formación de incisiones y rayaduras
profundas en las superfícies de los tubos y de los fittings. No
provocar rayaduras en los elementos con objetos duros o
angulosos (bordes de medios de transporte, irregularidades del
terreno, herramientas, etc.).
Transporte y carga Descarga
14.
ELECTROFUSION
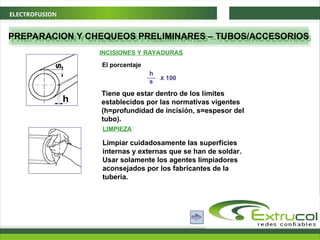
PREPARACION Y CHEQUEOSPRELIMINARES – TUBOS/ACCESORIOS
El porcentaje
LIMPIEZA
Limpiar cuidadosamente las superfícies
internas y externas que se han de soldar.
Usar solamente los agentes limpiadores
aconsejados por los fabricantes de la
tuberia.
INCISIONES Y RAYADURAS
h
s
X 100
Tiene que estar dentro de los límites
establecidos por las normativas vigentes
(h=profundidad de incisión, s=espesor del
tubo).
15.
ELECTROFUSION
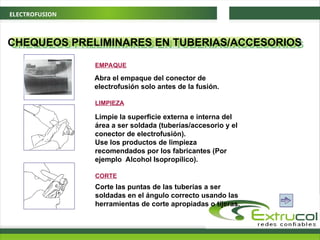
CHEQUEOS PRELIMINARES ENTUBERIAS/ACCESORIOS
LIMPIEZA
Limpie la superficie externa e interna del
área a ser soldada (tuberías/accesorio y el
conector de electrofusión).
Use los productos de limpieza
recomendados por los fabricantes (Por
ejemplo Alcohol Isopropílico).
CORTE
Corte las puntas de las tuberías a ser
soldadas en el ángulo correcto usando las
herramientas de corte apropiadas o tijeras.
Abra el empaque del conector de
electrofusión solo antes de la fusión.
EMPAQUE
16.
ELECTROFUSION
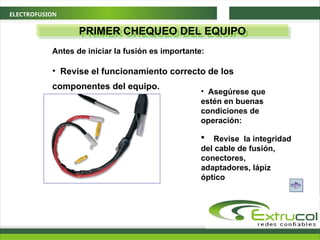
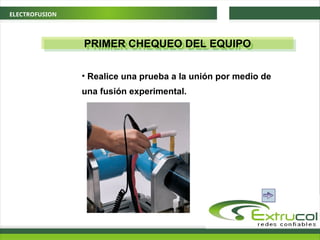
PRIMER CHEQUEO DELEQUIPO
Antes de iniciar la fusión es importante:
• Revise el funcionamiento correcto de los
componentes del equipo.
• Asegúrese que
estén en buenas
condiciones de
operación:
Revise la integridad
del cable de fusión,
conectores,
adaptadores, lápiz
óptico
ELECTROFUSION
Esta preparación, conocidacomo “raspado o scraping”, elimina la
película oxidada (0,10 ÷ 0,25 mm – depende de los estándares) formada
sobre la superficie de las tuberías/accesorios debido a agentes
atmosféricos y radiación UV, los cuales de otra manera hacen
imposible la fusión o reducen la efectividad de la unión.
RASPADO
SECCION DE FUSION
20.
ELECTROFUSION
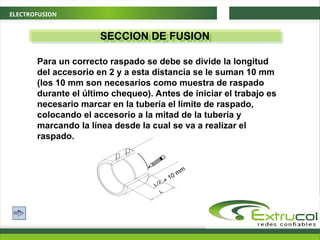
SECCION DE FUSION
Paraun correcto raspado se debe se divide la longitud
del accesorio en 2 y a esta distancia se le suman 10 mm
(los 10 mm son necesarios como muestra de raspado
durante el último chequeo). Antes de iniciar el trabajo es
necesario marcar en la tubería el límite de raspado,
colocando el accesorio a la mitad de la tubería y
marcando la línea desde la cual se va a realizar el
raspado.
+ 10 mm
21.
ELECTROFUSION
SECCION DE FUSION
Parauna correcta fusión es necesario usar una herramienta
especial conocida como posicionador o alineador de
abrazadera.
POSICIONAMIENTO
Este protege los accesorios alineados y los mantiene
firmes durante la fusión, así evita poner en peligro la
seguridad de la unión.
ELECTROFUSION
SECCION DE FUSION
Conecteel equipo al acople.
Lea el código de barras ó introduzca tiempo y tensión si es necesario
(Esto depende del tipo de equipo).
27.
ELECTROFUSION
PROCEDIMIENTO DE FUSION
1.INICIE LA FUSION
MAQUINA
DE FUSION
Alineador de
abrazadera
Espere el tiempo de fusión
2. TIEMPO DE ENFRIAMIENTO
Espere el tiempo de enfriamiento
Manteniendo el alineador de
abrazadera
28.
ELECTROFUSION
PROCEDIMIENTO DE FUSION
CONCLUSIONES
Unavez realizado el ciclo de fusión, se debe dejar el tiempo de enfriamiento
necesario de manera que el material mezclado se solidifique para obtener una unión
fuerte y de buena calidad.
ELECTROFUSION
INSPECCION VISUAL
CONTAMINACION: PRESENCIAEN LA UNIÓN DE CUERPOS EXTRAÑOS
TIERRA,GRASA (falta de raspado superficial)
DESCENTRAJE: CONSECUENCIA DE UNA MALA DISTRIBUCION DE LA
ZONA DE SOLDADURA DEL ACCESORIO SOBRE LA TUBERIA
(comprobar dimensiones y marcaje de las areas de soldadura sobre la tuberia)
40.
ELECTROFUSION
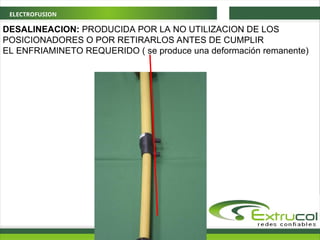
DESALINEACION: PRODUCIDA PORLA NO UTILIZACION DE LOS
POSICIONADORES O POR RETIRARLOS ANTES DE CUMPLIR
EL ENFRIAMINETO REQUERIDO ( se produce una deformación remanente)
41.
ELECTROFUSION
DERRAME DE MATERIALPOR ALGUNO DE LOS EXTREMOS:
NORMALMENTE POR UN SOBRECALENTAMIENTO COMO CONSECUENCIA
DE UNA SELECCIÓN INADECUADA DE LOS PARAMETROS DE SOLDADURA
( salpicaduras/proyecciones de material fundido) O POR EL USO INCORRECTO
DEL POSICIONADOR( retroceso del tubo) O PRESENCIA DE HUMEDAD EN EL
AREA DE UNION.
INSPECCION VISUAL
42.
ELECTROFUSION
FALTA DE FUSION(UNION EN FRIO): ES GENERADA POR UNA
FALTA DE CALENTAMIENTO COMO CONSECUENCIA DE UNA SELECCIÓN
INADECUADA DELOS PARAMETROSDE SOLDADURA . TAMBIEN PUEDE
ACURRIR POR PRESENCIA DE HUMEDAD Y POR FALTA DE CONTACTO
ENTRE LAS SUPERFICIES A UNIR. ( OJO Nunca realice posicionamientos en
Forma manual)
AREA DE FUSION EN FRIO
43.
ELECTROFUSION
PUNTOS TESTIGO NOFORMADOS: SON UNA INDICACION DE LA FALTA
DE FUSION COMO CONSECUENCIA DE UN ERROR DE ALIMENTACION
DEL EQUIPO O UNA MALA SELECCIÓN DE LOS PARAMETROS.(Es un
Indicador de la correcta selección de parámetros)
INSPECCION VISUAL
44.
ELECTROFUSION
FORMACION DE POROSO GRIETAS: PRODUCIDAS POR LA PRESEN-
CIA DE PRESION INTERIOR ELEVADA EN LOS TRAMOS DE LA TUBERIA
A UNIR EN EL MOMENTO DE LA SOLDADURA. ( Obturación o prensado
deficiente y a un enfriamiento rápido y brusco de la unión )
DEFORMACION REMANENTE: PRODUCIDA POR LA FALTA DE PARALE-
LISMO ENTRE LAS CARAS DE LOS TUBOS A UNIR, POR EL ESPACIO ENTRE
TUBO Y TUBO O POR EL “ USO INCORRECTO DE LOS POSICIONADORES”
(La falta de material provoca un sobrecalentamiento y consecuentemente se
desprende la resistencia del accesorio)
INSPECCION VISUAL
45.
ELECTROFUSION
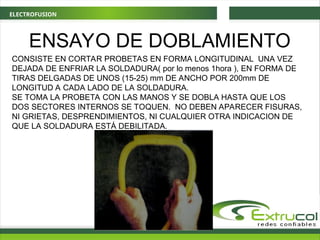
ENSAYO DE DOBLAMIENTO
CONSISTEEN CORTAR PROBETAS EN FORMA LONGITUDINAL UNA VEZ
DEJADA DE ENFRIAR LA SOLDADURA( por lo menos 1hora ), EN FORMA DE
TIRAS DELGADAS DE UNOS (15-25) mm DE ANCHO POR 200mm DE
LONGITUD A CADA LADO DE LA SOLDADURA.
SE TOMA LA PROBETA CON LAS MANOS Y SE DOBLA HASTA QUE LOS
DOS SECTORES INTERNOS SE TOQUEN. NO DEBEN APARECER FISURAS,
NI GRIETAS, DESPRENDIMIENTOS, NI CUALQUIER OTRA INDICACION DE
QUE LA SOLDADURA ESTÁ DEBILITADA.
#1 PLANTILLA INICIAL
En la franja verde se escribe el título de la presentación.
Tipografía: Tahoma
Tamaño: Entre 14 y 16 puntos
Alineación del título: izquierda
Estilo: mayúsculas.
Color: blanco
En lo posible evitar que los títulos sobrepasen los dos renglones, para que vea más equilibrada la plantilla inicial.
#47 PLANTILLA INICIAL
En la franja verde se escribe el título de la presentación.
Tipografía: Tahoma
Tamaño: Entre 14 y 16 puntos
Alineación del título: izquierda
Estilo: mayúsculas.
Color: blanco
En lo posible evitar que los títulos sobrepasen los dos renglones, para que vea más equilibrada la plantilla inicial.