
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a UT3_ Soldadura de conectores de audio
Similar a UT3_ Soldadura de conectores de audio (20)
UT3_ Soldadura de conectores de audio
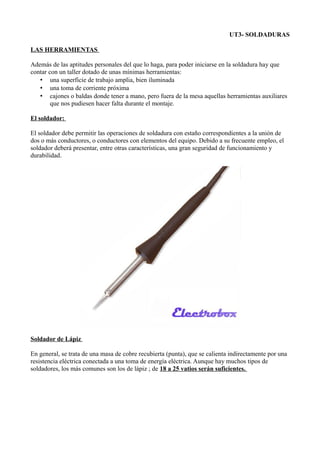
- 1. UT3- SOLDADURAS LAS HERRAMIENTAS Además de las aptitudes personales del que lo haga, para poder iniciarse en la soldadura hay que contar con un taller dotado de unas mínimas herramientas: • una superficie de trabajo amplia, bien iluminada • una toma de corriente próxima • cajones o baldas donde tener a mano, pero fuera de la mesa aquellas herramientas auxiliares que nos pudiesen hacer falta durante el montaje. El soldador: El soldador debe permitir las operaciones de soldadura con estaño correspondientes a la unión de dos o más conductores, o conductores con elementos del equipo. Debido a su frecuente empleo, el soldador deberá presentar, entre otras características, una gran seguridad de funcionamiento y durabilidad. Soldador de Lápiz En general, se trata de una masa de cobre recubierta (punta), que se calienta indirectamente por una resistencia eléctrica conectada a una toma de energía eléctrica. Aunque hay muchos tipos de soldadores, los más comunes son los de lápiz ; de 18 a 25 vatios serán suficientes.
- 2. UT3- SOLDADURAS El estaño: En realidad, el término "estaño" se emplea de forma impropia porque no se trata de estaño sólo, sino de una aleación de este metal con plomo, generalmente con una proporción respectiva del 60% y del 40%, que resulta ser la más indicada para las soldaduras en Electrónica. en cuanto al grosor, puede variar desde décimas hasta varios milímetros. Lo elegiremos dependiendo de la precisión que necesitemos y del área a cubrir en cada ocasión. Para evitar el uso de pasta de soldar (Flux), cuya misión es la de facilitar la distribución uniforme del estaño sobre las superficies a unir y evitando, al mismo tiempo, la oxidación producida por la temperatura demasiado elevada del soldador, utilizaremos estaño con resina en su interior. La composición de esta pasta es a base de colofonia (normalmente llamada "resina" y que en el caso del estaño que utilizaremos, está contenida dentro de las cavidades del hilo, en una proporción del 2~2.5%
- 3. UT3- SOLDADURAS Soportes y pinzas: Los hay con lupa, con iluminación y simples. Su función es sujetar los componentes a soldar facilitándonos la tarea de soldadura. Es un elemento del que podemos prescindir, pero puede resultar adecuado. Juego de alicates: Si bien con uno de precisión y uno de corte recto nos sobra, muchas veces será necesario acomodar los terminales de los componentes, cortar o pelar cables y puentes u otras operaciones. Por el precio de uno bueno, podemos obtener todo un juego de alicates de calidad media, ya que para nuestros propósitos no es necesario que sean capaces de soportar grandes esfuerzos aunque no estaría de más invertir en algunos de calidad.
- 4. UT3- SOLDADURAS Lija y otros abrasivos: Para la limpieza de la superficie del cobre, eliminación de oxido y para rematar acabados podremos usar lija al agua de grano muy fino, lana de acero también de grano fino y una goma de borrar lápiz y tinta. LA SOLDADURA Antes de iniciar una soldadura hay que asegurase de que: a) La punta del soldador esté limpia. Para ello se puede usar una esponja humedecida (que suelen traer los soportes). Se frotará la punta caliente suavemente contra la esponja. En ningún caso se raspará la punta con una lima, tijeras o similar, ya que puede dañarse el recubrimiento de cromo que tiene la punta del soldador. b) Las piezas a soldar estén totalmente limpias y a ser posible preestañadas. Para ello se utilizará una goma de borrar, lija muy fina, o estropajo, dependiendo del tipo y tamaño del material que se vaya a soldar. c) El soldador está lo suficientemente caliente, ya que con un soldador frío no conseguiremos buenas soldaduras y como aumenta el tiempo en que tarda en fundir el estaño, podemos llegar a quemar el componente por exceso de calor (aunque parezca un contrasentido el soldador frío quema más veces el componente que un soldador caliente). d) La potencia del soldador es la adecuada al tipo de trabajo que vamos a realizar. Con uno demasiado pequeño nos ocurrirá lo mismo que con un soldador frío y con uno demasiado grande podremos poner en peligro la integridad de los componentes. Cada tipo de soldadura tiene un procedimiento distinto dependiendo de la ubicación y el tipo de componente a unir. Aunque cada disposición de las piezas puede requerir un cambio de postura, el procedimiento siempre será el mismo:
- 5. UT3- SOLDADURAS SOLDADURAS. CALENTAR Y SOLDAR LA UNIÓN CALENTAR LA ZONA A SOLDAR: Situar la punta del soldador de tal forma que toque a la vez la patilla del conector y el cable que debe quedar soldado. Lo más importante es conseguir tanta superficie de contacto como sea posible. Aplicar estaño en el lado opuesto: Se debe aplicar el estaño a los elementos a soldar, no al soldador. Debemos asegurarnos de que los elementos a soldar, estén suficientemente calientes, de forma que el estaño se derrita cubriéndolos. Si hacemos esto, el estaño fluirá hacia la fuente de calor, rodeándo la zona a unir hasta cubrirla totalmente.
- 6. UT3- SOLDADURAS Tiempo: La soldadura deberá completarse entre 2 y 5 segundos si utilizamos estaño estándard 60/40, 63/37 de aleación con plomo, y hasta 7 segundos si usamos estaño sin plomo. El estaño sin plomo tarda más en hacerse fluido. Por norma general, debemos realizar las soldaduras tan rápido como nos sea posible. Si tardamos demasiado, podemos dañar el conector, arrancar alguna patilla, sobrecalentar los componentes, requemar los restos de flux, que se polimerizarán (haciéndose más difícil su eliminación) y también produciremos soldaduras más frágiles. La soldadura no es sólo la solidificación de un conjunto, el estaño aportado a la soldadura se disuelve y reacciona químicamente con el cobre dando lugar a una nueva zona de material, llamada "capa intermetálica". Si bien esta capa es la que provoca un excelente vínculo térmico y eléctrico, también es muy frágil, Si doblamos su espesor se reduce la resistencia a la tracción conjunta a la mitad. Dado que esta capa crece más rápidamente a temperaturas más altas, en las soldaduras debemos tener cuidado con la temperatura y el tiempo empleado. Si recalentamos una soldadura, sólo la empeoraremos. Por otra parte pasados 10 segundos, el flux se habrá quemado por completo y ya no servirá.
- 7. UT3- SOLDADURAS Por último, apartar el estaño, y a continuación el soldador: Debemos retirar el soldador con un movimiento rápido, con el fin de que no queden picos en la soldadura. ¿Cuánto estaño debemos aportar a la soldadura? no se necesitan grandes cantidades de estaño, sólo el necesario para recubrir los elementos sin discontinuidades.
- 8. UT3- SOLDADURAS Soldaduras movidas: Si movemos los componentes durante la solidificación, la estructura interna de la soldadura presentará fracturas, esto conlleva una alta resistencia óhmica y por tanto una conexión fallida, a la vez que una unión más frágil. La soldadura presentará un granulado típico que caracteriza a las soldaduras frías. Soldaduras muy defectuosas:
- 9. UT3- SOLDADURAS Como recordatorio del proceso debemos memorizar esta imagen: DESOLDANDO COMPONENTES Las tres formas más baratas de realizar la desoldadura de componentes se muestran en la fotografía: un desoldador de bomba de vacío o "chupón", la trenza de desoldar y el soldador con punta de desoldar con pera de goma.
- 10. UT3- SOLDADURAS Esta bomba de vacío permite retirar el estaño de las soldaduras en procesos de reparación y/o sustitución. Con el émbolo activado, se aplica calor a la soldadura con el soldador. Cuando el estaño se derrite se aplica el desoldador y se suelta el émbolo. Mediante absorción se retira el estaño. En los agujeros metalizados de las placas de doble o multicapa, puede ser necesario añadir algo más de estaño antes de absorver, ya que si hay algún pequeño punto sin estaño, el aire que pasa por él enfriará el estaño dentro del agujero y no se podrá extraer. Debe procurarse que se haga el vacío para absorber correctamente. El desoldador funciona igual que el anterior, pero es más sencillo de usar, pues el vacío lo
- 11. UT3- SOLDADURAS producimos soltando la pera, previamente presionada, una vez veamos que el estaño se hace líquido. Es importante dar calor a toda la zona de la soldadura, girando suavemente la punta sobre el conector mientras se calienta. Cuando no es posible desoldar el componente por completo con cualquiera de los dispositivos anteriores, podemos recurrir a la trenza de desoldar. Esta absorbe los restos de estaño por capilaridad. Está formada por una trenza de hilos de cobre muy finos recubiertos de flux. Si la colocamos sobre la soldadura a eliminar y a continuación aplicamos calor sobre ella, ésta se impregnará del estaño que haya en su parte inferior, al fluir éste hacia la fuente de calor. Este proceso mejora si el soldador tiene un poco de estaño en su punta, para favorecer el puente térmico. Los cables de audio Los cables que todos nosotros manejamos no son otra cosa que la agrupación de otros cables en un interior . Así pues, los clasificaremos en función de los cables que alberguen dentro: 2 cables y malla ó 1 cable y malla. Llamamos malla al cable que en vez de viajar de punto a punto normalmente va rodeando el resto de cables. Esto se hace para crear un campo alrededor del cable, intentando protegerlo de interferencias externas. Hay tres tipos principales de cables de audio: • con un solo núcleo/blindado (no balanceado)
- 12. UT3- SOLDADURAS • • el par/ blindado (balanceado) cable paralelo Línea balanceada de audio El término línea balanceada es un anglicismo derivado de Balance, que significa equilibrio, por ello también se le conoce como línea equilibrada. En una línea equilibrada se realiza mediante dos conductores, uno de ellos denominado vivo o caliente el cual porta la señal en fase (normalmente de color rojo), el otro denominado retorno o frío porta la señal desfasada 180º llamada contrafase (normalmente de color negro). Este par de conductores va cubierto por una malla conectada a masa. Con esta disposición, se logra mejorar la respuesta ante las interferencias que ofrece la línea no balanceada de audio. La diferencia entre ambas es considerable, pudiendo llegar a los 80 dB (más cuando se trata de líneas microfónicas de alta calidad). Línea no balanceada También es conocida como línea no equilibrada. Se trata de una línea de audio en la que el retorno de la señal (señal retorno o frío) se produce a través de la malla exterior que cubre el conductor de ida (señal vivo o caliente), protegiéndolo contra interferencias electromagnéticas externas, aunque no las elimina completamente. Las líneas no equilibradas terminan normalmente con conectores RCA, DIN o jack. Normalmente, las líneas no balanceadas no se utilizan para el audio profesional, porque cuando se requiere longitud de cable, el efecto acumulativo de las interferencias puede producir tal nivel de distorsión que el sonido final sea inemitible por su pésima calidad. Un sólo núcleo/blindado:
- 13. UT3- SOLDADURAS Par blindado: Cable paralelo: Se utiliza para interconexiones de equipos de audio (amplificadores, altavoces...) Conexionado y soldadura de conectores (audio) El cableado es el eslabón más débil de cualquier equipo; están por el suelo, los retorcemos, tiramos de ellos, sufren pisotones, les pasamos por encima con los fligth-cases…un montón de maltratos que nos pueden complicar la vida en medio de una grabación o durante un bolo. Llegado tal punto, siempre que hay un problema con alguna de las señales, el 99% de los casos está en el cableado. Así pues, vamos a investigar sobre ellos y aprender que nosotros mismos podemos reparar un cable roto o hacer los nuestros a medida con unas herramientas sencillas y un poco de habilidad. Cabe destacar que en todo caso estamos hablando de señal de audio entre equipos y no de cableado “de carga” (entre amplificador y altavoz). Conectores Llamamos conector a la conexión que tenemos en los extremos de los cables; piezas metálicas (a veces recubiertas de plástico) que son las que formarán parte de lo que queramos interconectar. Existen en el mercado multitud de conectores, destacando el XLR como estrella del catálogo seguido por los conectores TRS (Jack). Veamos en el siguiente cuadro los conectores de audio que
- 15. UT3- SOLDADURAS Aéreo simplemente nos indica que el conector está diseñado para ser instalado en un cable, al igual que el acodado, con la diferencia que este último se usa en aplicaciones donde el espacio es reducido y el conector no puede ocupar el espacio habitual. Los conectores de chasis son aquellos que nos encontramos en aparatos (mesas de mezcla, previos, compresores, puertas…); en definitiva, son los que están instalados en la carcasa de un aparato. Canales de entrada de la mesa de mezclas No hay reglas rígidas sobre qué tipo de equipo utiliza cada conector, pero aquí podéis ver una referencia rápida: • XLR: También conocido como CANON, es la conexión estrella entre los micrófonos y las mesas de mezcla. Tiene 3 pines; 1 malla, 2 vivo y 3 frío (return, hot, cold) Estos números nos los podemos encontrar dentro del conector al lado de cada patilla para identificarlo.
- 16. UT3- SOLDADURAS Se usa en: • TRS // TS : TRS, también conocido como Jack: en ningún caso deberíamos llamar a este conector como jack estéreo. Tiene 3 puntos de conexión; punta, anillo y malla (tip, ring, sleeve). El TS es igual que el TRS pero carece de anillo (ring), lo cual lo convierte en un conector con 2 puntos de conexión; punta y malla (tip, sleeve). El diámetro en ambos casos es de ¼ de pulgada (6,35 mm).
- 17. UT3- SOLDADURAS Se usa en: • RCA: RCA (cinch) es el más común de los conectores de audio que nos podemos encontrar en sistemas domésticos, mini cadenas hifi, reproductores de CD…sólo tiene 2 puntos de conexión, punta y cuerpo. Se usa en: Minijack: Popularizado por las salidas de auriculares de los reproductores portátiles; walkmans, minidiscs, reproductores de MP3…no se considera una conexión estándar o profesional, pero entendemos que es común al público en general y es positivo conocerlo. Tiene 3 puntos de conexionado, al igual que el TRS (tip, ring, sleeve). Su diámetro es de 1/8 de pulgada (3,175 mm).
- 18. UT3- SOLDADURAS El conector Combo: Se está estandarizando en pequeños interfaces de audio y mesas pequeñas. Este conector nos permite conectar un XLR macho, un TRS macho o un TS macho en el mismo conector hembra. Silent Plug: Sirve para los cables de guitarras, bajos y demás instrumentos con pastillas, y llevan un mecanismo que se encarga de “mutear” la señal mientras no está conectado, evitando los temidos “chisporroteos” en los equipos, que pueden llegar a ocasionar averías. Esta es sin duda la forma segura y rápida de enchufar y desenchufar nuestras guitarras “en caliente”, sin estar pendiente de que los técnicos muteen el canal.
- 19. UT3- SOLDADURAS Manguera multipar: También existen mangueras multipar que albergan en su interior 8, 16, 32 o más cables internos identificados por los dos extremos, de manera que si queremos conectar, por ejemplo, el escenario y el puesto de F.O.H. (Front of house, el técnico que se encarga de la mezcla para el público) no deberemos tirar tantos cables de micro como micros conectemos en el escenario, sino que una gran manguera los interconectará de forma ágil. Adaptadores: También cabe destacar la existencia de adaptadores que intercambian la terminación de un cable con cualquier conector en otra que nosotros elijamos, siendo esta una forma rápida y segura de convertir, por ejemplo un RCA –RCA en RCA-TS.
- 20. UT3- SOLDADURAS Tras esta pequeña introducción sobre cómo soldar correctamente y que tipo de conectores y cables podemos soldar, vamos directamente al grano y a continuación veremos los diferentes tipos de soldaduras. Soldadura conexión cables RCA-RCA RCA: Es uno de los conectores más comunes en el mercado. Por lo general lo encontrarás en rojo y blanco pero algunas veces también puede ser rojo y negro. El cable RCA viene en pares con dos conectores en cada extremo, el rojo para el audio derecho y el blanco o negro para el izquierdo; cuando viene integrado un tercer cable será para video y éste es de color amarillo. El conector macho tiene un polo en el centro (+), rodeado de un pequeño anillo metálico (-) (a veces con ranuras), que sobresale.
- 21. UT3- SOLDADURAS El conector hembra tiene como polo central un agujero cubierto por otro aro de metal, más pequeño que el del macho para que éste se sujete sin problemas. La señal de los RCA no es balanceada por lo que corresponde generalmente a -10dBV. Esto hace que no se utilicen profesionalmente.
- 22. UT3- SOLDADURAS Pasos para soldar un RCA 1.- Antes de nada, paso el cable por la carcasa de plástico (¡¡¡¡Ojo, puede parecer una tontería pero más de uno ha soldado el conector y luego se ha dado cuenta de que no ha pasado el cable!!!!) 2.- Sujeto el conector con el tornillo de banco.... 3.- Marco el cable con las tijeras (o pela-clables) y le quito el aislante exterior. ¡¡¡Cuidado con no romper los hilos interiores!!!!
- 23. UT3- SOLDADURAS 4.- Deshago la trenza y retuerzo la malla.
- 24. UT3- SOLDADURAS 5.- Estaño el cable 6.- Paso la malla por el agujero y le pongo con el soldador una “perlita” de estaño a cada contacto.
- 25. UT3- SOLDADURAS 7.- Coloco cada cable en posición para soldarlos. 8.- Sueldo el cable interior (el vivo), y después la malla.
- 26. UT3- SOLDADURAS 9.- Enrosco la caperuza y..... ¡ya tenemos soldado nuestro cable RCA!
- 27. UT3- SOLDADURAS Soldadura conexión cables RCA-TRS(JACK) El conector Jack (también denominado conector TRS) es un conector de audio utilizado en numerosos dispositivos para la transmisión de sonido en formato analógico. Hay conectores Jack de varios diámetros: El original, de ¼″ (6,35 mm) y los miniaturizados de 3,5 mm (aprox. ⅛″) y 2,5 mm (aprox. 3/32″). Los más usados son los de 3,5 mm que se utilizan en dispositivos portátiles, como los mp3, para la salida de los auriculares. El de 2,5 mm es menos utilizado, pero se utiliza también en dispositivos pequeños. El de 6,35 mm se utiliza sobre todo en audio profesional e instrumentos musicales eléctricos. De izquierda a derecha: mono de 2,5 mm; mono y estéreo de 3,5 mm; estéreo de 6,3 mmJack hembra aéreo
- 28. UT3- SOLDADURAS Distintas denominaciones que se les da a los Jack: • • • Tipos: 1/4" TRS Plug 6.5mm Jack Plug)
- 29. UT3- SOLDADURAS Soldadura JACK estéreo//2RCA. El conexionado es el siguiente: Cuando se usa un Jack estéreo 1/4” para una señal estéreo (en contraposición a una señal mono balanceada), las partes izquierda y derecha de la señal estéreo puede dividirse y asignarse a dos conectores separados. Por ejemplo, una salida de auriculares estéreo se puede dividir en conectores izquierdo y derecho. Un uso posible de este tipo de conexión podría ser para alimentar los altavoces izquierdo y derecho de monitoreo de una sala de grabación. Soldadura conexión cables balanceados (XLR) En los sistemas de audio es muy importante una correcta conexión en el cableado de los conectores para señales balanceadas y no balanceadas. Su principal función será evitar ruidos indeseados y pérdidas de nivel. Es recomendable usar cable apantallado de calidad para realizar cualquier tipo de conexionado.
- 30. UT3- SOLDADURAS Para los conectores XLR, el conexionado es.... MASA de la señal al pin nº 1 del conector XLR. HOT de la señal (señal en fase) al pin nº 2 del conector XLR. COLD de la señal (señal en contrafase) al pin nº 3 del conector XLR.
- 31. UT3- SOLDADURAS Con referencia a la unión entre un XLR macho y un XLR hembra, conexión balanceada, el conexionado es el siguiente: Con referencia a la unión entre un XLR y los JACK balanceados, el conexionado es el siguiente: MASA de la señal del XLR al "cuerpo" (sleeve) del jack. HOT de la señal del XLR a la "punta" (tip) del jack. COLD de la señal del XLR al "anillo" (ring) del jack.
- 32. UT3- SOLDADURAS
- 33. UT3- SOLDADURAS Soldadura conexión cables no balanceados SEÑAL NO BALANCEADA En el caso de usar conexiones no balanceadas, es necesario cruzar los pines nº 1 (MASA) y el nº 3 (COLD), y dejarlos como MASA. El pin nº 2 seguirá siendo el envío de señal o HOT. En el caso de un jack no balanceado, cruzar el "anillo" (ring), señal COLD, con el "cuerpo"(sleeve)(MASA), y conectar la señal HOT a la "punta" (tip).
- 34. UT3- SOLDADURAS Otros tipos de conexiones De XLR to 1x RCA XLR to 2x RCA
- 35. UT3- SOLDADURAS Cables especiales Hay cables que se han desarrollado independientemente del estándar, por ejemplo: Cable en Y Se suele utilizar para alimentar varias etapas con una sola salida master de la mesa, sin necesidad de usar caros splitters, ni transformadores, con el inconveniente de que con cada extremo que añadamos estamos dividiendo la impedancia de salida de la señal, con lo cual el sistema en Y es limitado, pero para sistemas no profesionales es totalmente válido. Cable de inserto: Como su nombre indica, se usa para insertar procesadores (compresores, puertas…). Se usa un TRS y dos TS. Evidentemente, el inserto mediante este cable es no balanceado.
- 36. UT3- SOLDADURAS Inversor de polaridad: En casos en los que necesitemos invertir la polaridad (fase) y no dispongamos de un inversor en la mesa podemos hacer un cable que nos haga las funciones. Es muy importante marcar este cable con el símbolo Φ para evitar confusiones. Para hacerlo, simplemente debéis hacer un cable de micro común, y en uno de los extremos invertir el cable vivo por el frío. Patch pannels, pulpos y hartings Un patch pannel es una especie de centralita de todas las conexiones posibles de nuestro estudio. Así pues, al patch debemos conectarlo todo; las entradas y salidas de la mesa, los procesadores que insertemos, el cajetín del estudio, los reproductores.....
- 37. UT3- SOLDADURAS De esta manera, y mediante unos cables cortos llamados latiguillos, podremos hacer desde nuestro asiento cualquier conexión que nos apetezca, por rara que parezca. Desde alterar el orden en el que nos llegan las señales del cajetín en la mesa hasta cambiar compresores de canal rápidamente, o intercambiar si lo que queremos escuchar en un canal es el retorno del grabador o directamente lo que llega desde el cajetín. Fuentes de información: http://electronica.iesribera.es http://www.mediacollege.com/audio/connection/ http://www.taringa.net/posts/info/4321697/Conexionado-y-soldadura-de-conectoresaudio.html
- 38. UT3- SOLDADURAS TABLA RESUMEN SOLDADURAS