Descargado 1103 veces





























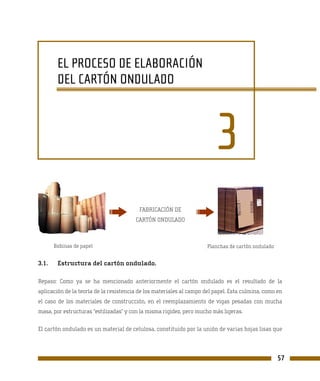


































































Este documento presenta un manual sobre la elaboración del cartón ondulado. Explica que el cartón ondulado está compuesto de varias hojas de papel, siendo las exteriores lisas y las interiores onduladas para dar rigidez. Detalla los orígenes del cartón ondulado en el siglo XIX y cómo fue evolucionando gracias a innovaciones tecnológicas. Además, presenta los diferentes tipos de cartón ondulado y su proceso de elaboración industrial.















































