Descargado 348 veces




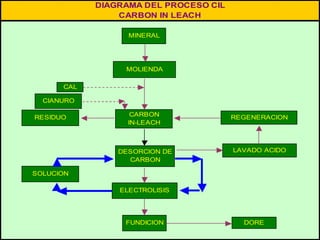












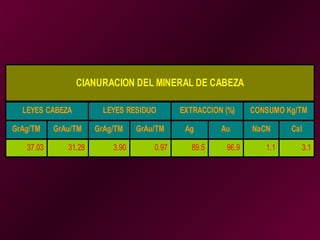
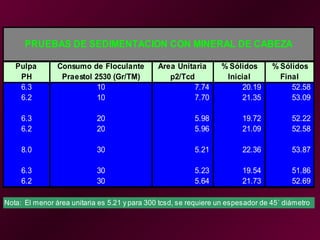





























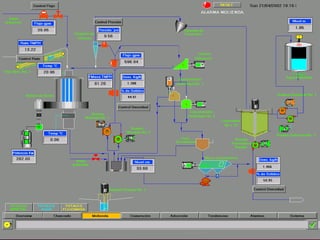

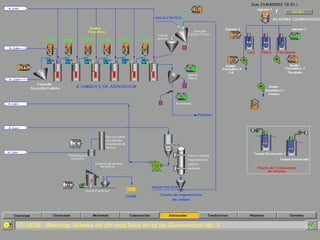


Este documento resume los principales métodos de lixiviación y recuperación de oro, incluidos los procesos de agitación y lixiviación con carbono en pulpa (CIP). Describe los rangos de aplicación, ventajas y desventajas de estos métodos. También incluye diagramas de flujo de los procesos CIL y CIP, así como parámetros de operación para una planta de procesamiento de oro que utiliza agitación y CIP.















































