Descargar para leer sin conexión



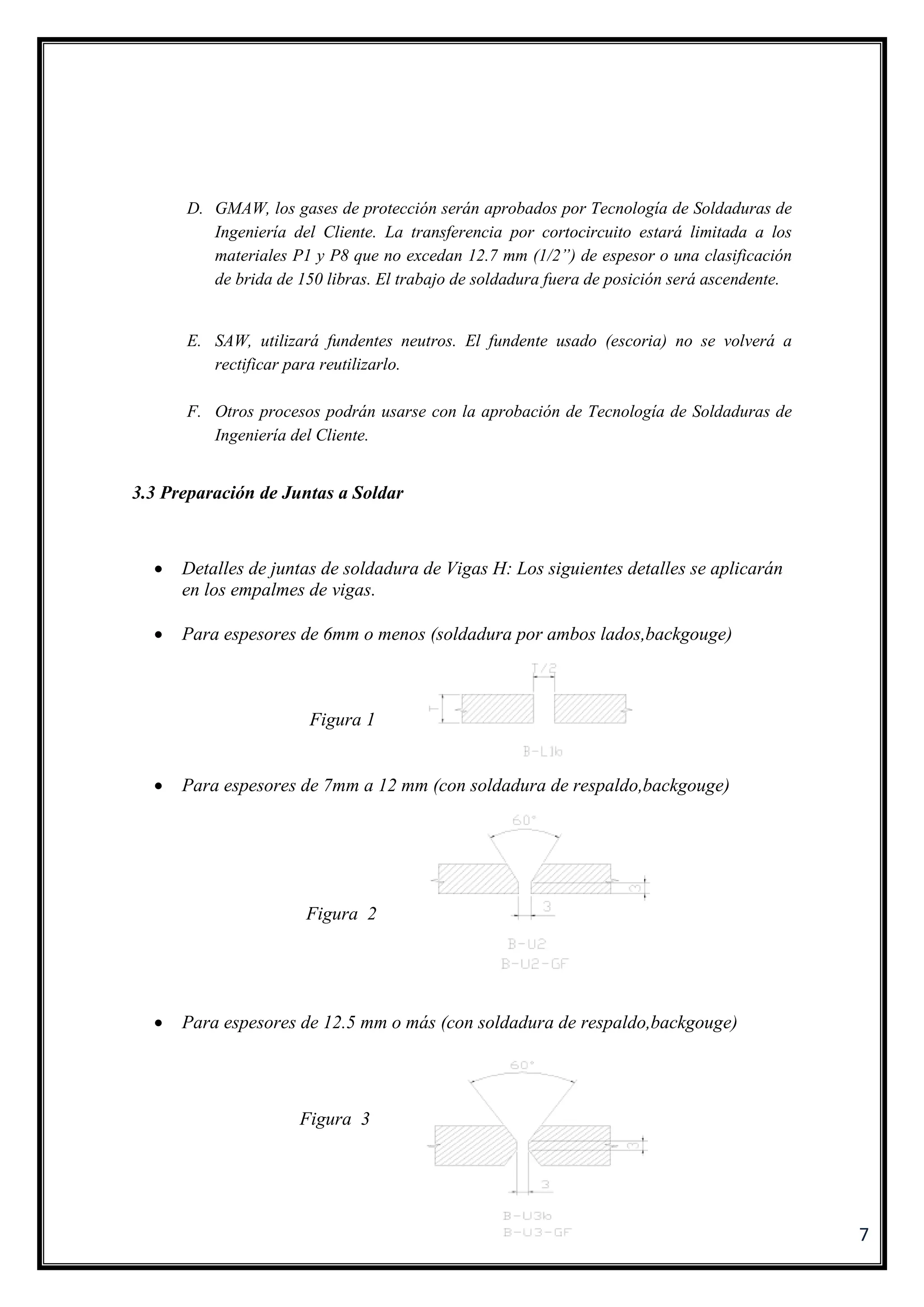




Este documento establece los procedimientos de soldadura para un proyecto. Detalla los requisitos generales de soldadura, incluidos los materiales de aporte, la ejecución y los exámenes no destructivos. También proporciona detalles sobre la preparación de juntas a soldar y los procedimientos para reparar defectos de soldadura.


























































