ELT 254
CAPÍTULO 1AUTOMATISMOS
MEDIANTE CONTROLADORES LÓGICO
PROGRAMABLES PLC's
XELIER TAPIA GÓMEZ
DOCENTE ELT 254 AUTOMATIZACIÓN INDUSTRIAL II
CARRERA DE ELECTRICIDAD INDUSTRIAL
xeliertapia@yahoo.com
Celular 72494776
2025
UNIVERSIDAD TÉCNICA DE ORURO
FACULTAD TÉCNICA
CARRERA DE ELECTRICIDAD INDUSTRIAL
2.
1.1.- INTRODUCCIÓN
La automatizaciónindustrial es el uso de sistemas de control, como ordenadores, autómatas programables, robots y
tecnologías de la información para manejar diferentes procesos productivos y maquinarias en la industria, eliminando al
máximo la intervención de la mano de obra y reemplazando las operaciones de ensamblaje peligrosas por operaciones
automatizadas
La palabra `automatización’ deriva de las antiguas palabras griegas: Auto (que significa: por si solo) y Matos (que significa:
movimiento).
La automatización de un proceso, es decir, de una máquina, un conjunto de máquinas o más generalmente de un equipo
industrial, consiste en asegurar el buen funcionamiento automático de acuerdo a ciertas reglas para la cual ha sido
proyectado.
El objetivo de un automatismo es la menor intervención humana tomando decisiones por cuenta propia
V
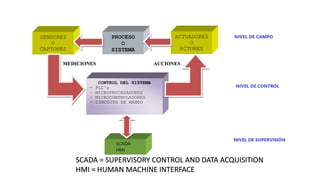
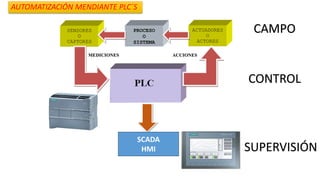
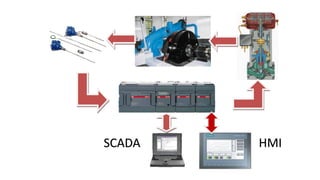
Un automatismo en su forma más simple y general, tiene la siguiente estructura de bucle cerrado:
3.
SCADA = SUPERVISORYCONTROL AND DATA ACQUISITION
HMI = HUMAN MACHINE INTERFACE
2.1 AUTOMATIZACIÓN INDUSTRIAL
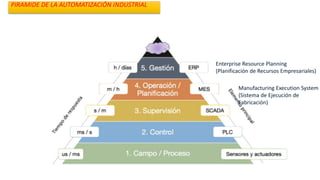
Laintegración de tecnologías queda representada en la llamada "pirámide de automatización", que recoge los cinco
niveles tecnológicos que se pueden encontrar en un entorno industrial. Las tecnologías se relacionan entre sí, tanto
dentro de cada nivel como entre los distintos niveles a través de los diferentes estándares de comunicaciones
industriales.
Un software MES ayuda a las organizaciones industriales a
monitorizar en tiempo real todas las operaciones de
fabricación.
Un ERP, en cambio, permite centralizar en un único sistema
toda la información sobre facturación, contabilidad, logística,
inventario, etc.
6.
PIRAMIDE DE LAAUTOMATIZACIÓN INDUSTRIAL
Enterprise Resource Planning
(Planificación de Recursos Empresariales)
Manufacturing Execution System
(Sistema de Ejecución de
Fabricación)
7.
INDUSTRIA 4.0
La Industria4.0 se puede definir como la integración de tecnologías digitales inteligentes en la fabricación y los procesos
industriales. Abarca un conjunto de tecnologías que incluyen redes industriales de IoT, IA, Big Data, robótica y
automatización. La Industria 4.0 permite la fabricación inteligente y la creación de fábricas inteligentes. Su objetivo es
mejorar la productividad, la eficiencia y la flexibilidad mientras posibilita una toma de decisiones y una personalización más
inteligentes en las operaciones de fabricación y de cadena de suministro.
La Industria 4.0 también se denomina la Cuarta Revolución Industrial
8.
El concepto Industria4.0 se apoya a una serie de tecnologías. Mencionamos algunas de ellas:
Internet of Things (IoT) – los dispositivos y equipos tendrán capacidad de recopilar datos, almacenarlos, procesarlos y
comunicar con otros dispositivos del proceso
Big data – Permite analizar cantidades enormes de datos, descubrir patrones de comportamiento y en definitiva
transformar el dato en conocimiento aprovechable
Impresión 3D o Manufactura aditiva – Permite la personalización de los productos sin incrementar por ello el coste
asociado
Inteligencia Artificial – Los “cerebros informáticos” procesan la información y aprenden de ella. El aprendizaje sirve para
realizar predicciones y tomar decisiones. El aprendizaje es retroalimentado de manera continua comparando el feedback
real con la previsión realizada
9.
• Primera revoluciónindustrial: referida a la mecánica, energía hidráulica, aparición de la máquina de vapor.
• Segunda revolución industrial: el avance estuvo dado por la producción en masa y la electricidad.
• Tercera revolución industrial: referida al surgimiento de la informática y automatización, aparición de las TIC’s.
• Cuarta revolución industrial: nuevos avances en robótica, inteligencia artificial, internet de las cosas (IoT).
Definición:
Un controlador lógicoprogramable es un dispositivo electrónico utilizado para el control y
automatización de un motor, máquina, equipo o sistema, mediante un programa almacenado
en su memoria
Qué significa PLC ?
PLC = Programming Logic Controller = Controlador Lógico Programable
En España se conoce como:
API = Autómata Programable Industrial
En Brasil se conoce como:
CLP = Controlador Lógico Programável
PLC = API = CLP
CONTROLADORES LÓGICO PROGRAMABLES PLC’s
Primer PLC: Fue construido por la empresa Bedford Associates en 1968 y se denomino:
MODICON AEG 984 MODICON = Modular Digital Controller PLC
MODICON AEG 984 Se convirtió en la Empresa MODICON fabricantes de PLC´s
13.
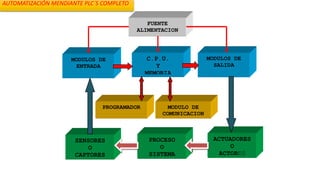
Estructura o componentesde un PLC
CONTROLADORES LÓGICO PROGRAMABLES PLC’s
Allen Bradley
Siemens
MODICON
Schneider Electric
OMRON
MITSUBISHI
KLOCKNER MOLLER
Telemecanique
ABB
WEG
Etc.
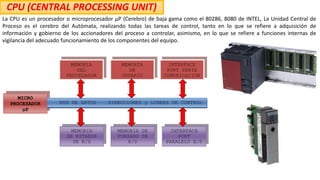
CPU (CENTRAL PROCESSINGUNIT)
La CPU es un procesador o microprocesador μP (Cerebro) de baja gama como el 80286, 8080 de INTEL, La Unidad Central de
Proceso es el cerebro del Autómata, realizando todas las tareas de control, tanto en lo que se refiere a adquisición de
información y gobierno de los accionadores del proceso a controlar, asimismo, en lo que se refiere a funciones internas de
vigilancia del adecuado funcionamiento de los componentes del equipo.
20.
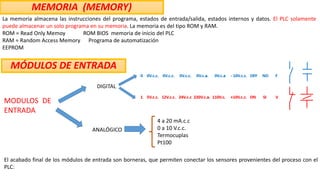
MEMORIA (MEMORY)
La memoriaalmacena las instrucciones del programa, estados de entrada/salida, estados internos y datos. El PLC solamente
puede almacenar un solo programa en su memoria. La memoria es del tipo ROM y RAM.
ROM = Read Only Memoy ROM BIOS memoria de inicio del PLC
RAM = Random Access Memory Programa de automatización
EEPROM
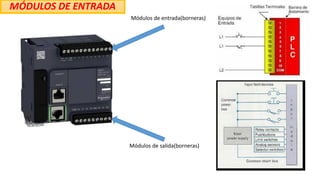
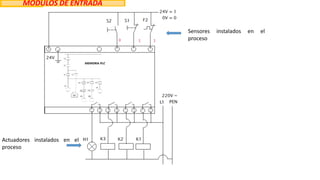
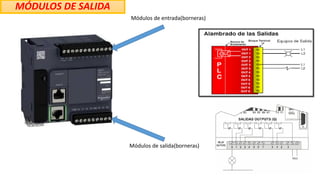
MODULOS DE
ENTRADA
DIGITAL
ANALÓGICO
MÓDULOS DE ENTRADA
4 a 20 mA.c.c
0 a 10 V.c.c.
Termocuplas
Pt100
El acabado final de los módulos de entrada son borneras, que permiten conectar los sensores provenientes del proceso con el
PLC:
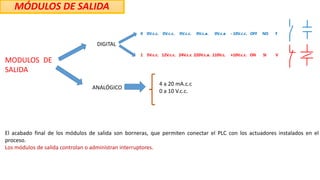
MODULOS DE
SALIDA
DIGITAL
ANALÓGICO
MÓDULOS DESALIDA
4 a 20 mA.c.c
0 a 10 V.c.c.
El acabado final de los módulos de salida son borneras, que permiten conectar el PLC con los actuadores instalados en el
proceso.
Los módulos de salida controlan o administran interruptores.
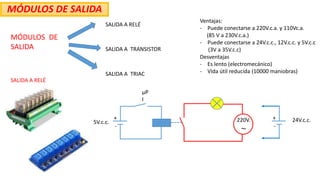
MÓDULOS DE
SALIDA
SALIDA ARELÉ
MÓDULOS DE SALIDA
SALIDA A TRANSISTOR
SALIDA A TRIAC
SALIDA A RELÉ
5V.c.c.
μP
I
+
-
220V.
~
Ventajas:
- Puede conectarse a 220V.c.a. y 110Vc.a.
(85 V a 230V.c.a.)
- Puede conectarse a 24V.c.c., 12V.c.c. y 5V.c.c
(3V a 35V.c.c)
Desventajas
- Es lento (electromecánico)
- Vida útil reducida (10000 maniobras)
24V.c.c.
+
-
26.
MÓDULOS DE SALIDA
SALIDAA TRANSISTOR (FET)
5V.c.c.
ICE =β IB
IB
Ventajas:
- Es veloz
- Vida útil infinita
- Silencioso
Desventajas
- Solo puede conectarse a corriente continua
24V.c.c., 12V.c.c. y 5V.c.c (3V a 35V.c.c)
- Baja corriente de salida
27.
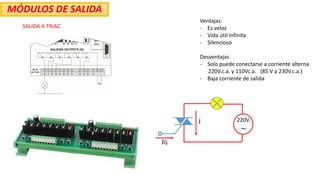
MÓDULOS DE SALIDA
SALIDAA TRIAC
IG
i
Ventajas:
- Es veloz
- Vida útil infinita
- Silencioso
Desventajas
- Solo puede conectarse a corriente alterna
220V.c.a. y 110Vc.a. (85 V a 230V.c.a.)
- Baja corriente de salida
220V.
~
MÓDULO DE COMUNICACIONES
Elmódulo de comunicaciones permite conectar el PLC a las redes industriales o buses de campo y también permite conectar el
computador personal con el PLC:
30.
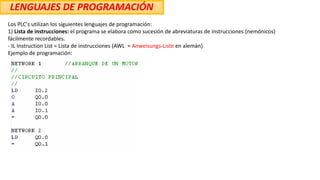
LENGUAJES DE PROGRAMACIÓN
LosPLC's utilizan los siguientes lenguajes de programación:
1) Lista de instrucciones: el programa se elabora como sucesión de abreviaturas de instrucciones (nemónicos)
fácilmente recordables.
- IL Instruction List = Lista de instrucciones (AWL = Anweisungs-Liste en alemán)
Ejemplo de programación:
31.
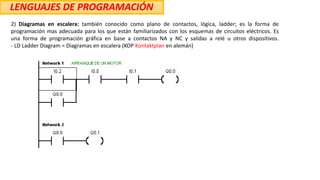
LENGUAJES DE PROGRAMACIÓN
2)Diagramas en escalera: también conocido como plano de contactos, lógica, ladder; es la forma de
programación mas adecuada para los que están familiarizados con los esquemas de circuitos eléctricos. Es
una forma de programación gráfica en base a contactos NA y NC y salidas a relé u otros dispositivos.
- LD Ladder Diagram = Diagramas en escalera (KOP Kontaktplan en alemán)
32.
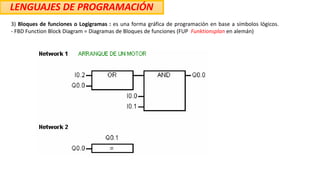
LENGUAJES DE PROGRAMACIÓN
3)Bloques de funciones o Logigramas : es una forma gráfica de programación en base a símbolos lógicos.
- FBD Function Block Diagram = Diagramas de Bloques de funciones (FUP Funktionsplan en alemán)
33.
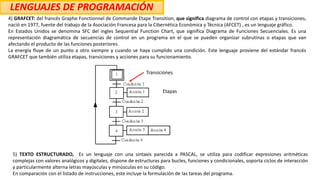
LENGUAJES DE PROGRAMACIÓN
4)GRAFCET: del francés Graphe Fonctionnel de Commande Etape Transition, que significa diagrama de control con etapas y transiciones,
nació en 1977, fuente del trabajo de la Asociación Francesa para la Cibernética Económica y Técnica (AFCET) , es un lenguaje gráfico.
En Estados Unidos se denomina SFC del ingles Sequential Function Chart, que significa Diagrama de Funciones Secuenciales. Es una
representación diagramática de secuencias de control en un programa en el que se pueden organizar subrutinas o etapas que van
afectando el producto de las funciones posteriores.
La energía fluye de un punto a otro siempre y cuando se haya cumplido una condición. Este lenguaje proviene del estándar francés
GRAFCET que también utiliza etapas, transiciones y acciones para su funcionamiento.
5) TEXTO ESTRUCTURADO, Es un lenguaje con una sintaxis parecida a PASCAL, se utiliza para codificar expresiones aritméticas
complejas con valores analógicos y digitales, dispone de estructuras para bucles, funciones y condicionales, soporta ciclos de interacción
y particularmente alterna letras mayúsculas y minúsculas en su código.
En comparación con el listado de instrucciones, este incluye la formulación de las tareas del programa.
Etapas
Transiciones
34.
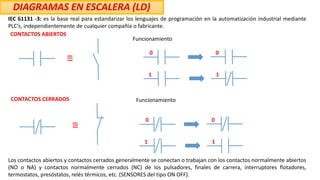
DIAGRAMAS EN ESCALERA(LD)
IEC 61131 -3: es la base real para estandarizar los lenguajes de programación en la automatización industrial mediante
PLC’s, independientemente de cualquier compañía o fabricante.
CONTACTOS ABIERTOS
Funcionamiento
0 0
1 1
0 0
1 1
CONTACTOS CERRADOS Funcionamiento
Los contactos abiertos y contactos cerrados generalmente se conectan o trabajan con los contactos normalmente abiertos
(NO o NA) y contactos normalmente cerrados (NC) de los pulsadores, finales de carrera, interruptores flotadores,
termostatos, presóstatos, relés térmicos, etc. (SENSORES del tipo ON OFF).
35.
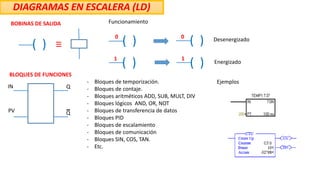
DIAGRAMAS EN ESCALERA(LD)
BOBINAS DE SALIDA Funcionamiento
0 0
1 1
BLOQUES DE FUNCIONES
- Bloques de temporización.
- Bloques de contaje.
- Bloques aritméticos ADD, SUB, MULT, DIV
- Bloques lógicos AND, OR, NOT
- Bloques de transferencia de datos
- Bloques PID
- Bloques de escalamiento
- Bloques de comunicación
- Bloques SIN, COS, TAN.
- Etc.
( )
( )
( )
( )
( )
Desenergizado
Energizado
PV
IN
Q
Q
Ejemplos
36.
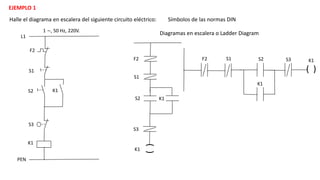
EJEMPLO 1
Halle eldiagrama en escalera del siguiente circuito eléctrico: Símbolos de las normas DIN
K1
L1
1 ~, 50 Hz, 220V.
F2
S1
S2
S3
PEN
K1
Diagramas en escalera o Ladder Diagram
(
)
F2
S1
S2 K1
K1
S3
( )
F2 S1 S2
K1
K1
S3
37.
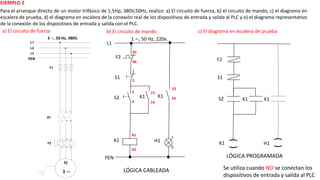
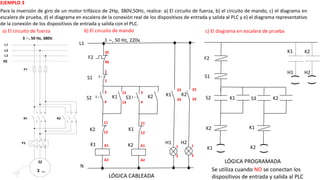
EJEMPLO 2
Para elarranque directo de un motor trifásico de 1,5Hp, 380V,50Hz, realice: a) El circuito de fuerza, b) el circuito de mando, c) el diagrama en
escalera de prueba, d) el diagrama en escalera de la conexión real de los dispositivos de entrada y salida al PLC y e) el diagrama representativo
de la conexión de los dispositivos de entrada y salida con el PLC.
K1
L1
1 ~, 50 Hz, 220v.
F2
S1
S2
PEN
K1
a) El circuito de fuerza
3 ~, 50 Hz, 380V.
b) El circuito de mando
PEN
~
K1
c) El diagrama en escalera de prueba
H1
95
96
1
2
3
4
A1
A2
13
14
23
24
1
2
(
)
F2
S1
S2 K1
K1
(
)
H1
K1
LÓGICA CABLEADA
LÓGICA PROGRAMADA
Se utiliza cuando NO se conectan los
dispositivos de entrada y salida al PLC
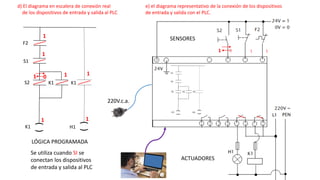
38.
e) el diagramarepresentativo de la conexión de los dispositivos
de entrada y salida con el PLC.
d) El diagrama en escalera de conexión real
de los dispositivos de entrada y salida al PLC
(
)
F2
S1
S2 K1
K1
(
)
H1
K1
LÓGICA PROGRAMADA
220V.c.a.
1
1
Se utiliza cuando SI se
conectan los dispositivos
de entrada y salida al PLC
0
1
1
1
1
1
SENSORES
ACTUADORES
1
42.
EJEMPLO 3
Para lainversión de giro de un motor trifásico de 2Hp, 380V,50Hz, realice: a) El circuito de fuerza, b) el circuito de mando, c) el diagrama en
escalera de prueba, d) el diagrama en escalera de la conexión real de los dispositivos de entrada y salida al PLC y e) el diagrama representativo
de la conexión de los dispositivos de entrada y salida con el PLC.
K1
L1
1 ~, 50 Hz, 220v.
F2
S1
S2
N
K1
a) El circuito de fuerza
3 ~, 50 Hz, 380V.
b) El circuito de mando
K2
c) El diagrama en escalera de prueba
H1
95
96
1
2
3
4
A1
A2
13
14
23
24
1
2
(
)
F2
S1
S2 K1
K1
(
)
H2
K1
LÓGICA CABLEADA
LÓGICA PROGRAMADA
Se utiliza cuando NO se conectan los
dispositivos de entrada y salida al PLC
PE
~
K1
3
4
A1
A2
S3
K2
K2
23
24
1
2
11
12
11
12
H1 H2
K2
K1
K2
(
)
S3 K2
K2
K1
(
)
K2
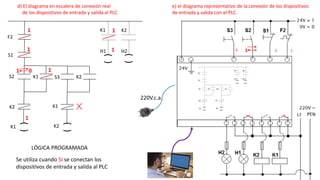
43.
e) el diagramarepresentativo de la conexión de los dispositivos
de entrada y salida con el PLC.
d) El diagrama en escalera de conexión real
de los dispositivos de entrada y salida al PLC
LÓGICA PROGRAMADA
220V.c.a.
1
Se utiliza cuando SI se conectan los
dispositivos de entrada y salida al PLC
0
SENSORES
ACTUADORES
H1
(
)
F2
S1
S2 K1
K1 (
)
H2
K1
K2
(
)
S3 K2
K2
K1 (
)
K2
1
1
1
1
1
1
1
44.
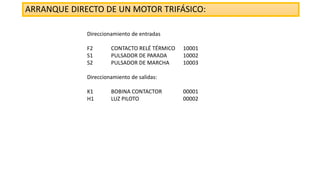
ARRANQUE DIRECTO DEUN MOTOR TRIFÁSICO:
Direccionamiento de entradas
F2 CONTACTO RELÉ TÉRMICO 10001
S1 PULSADOR DE PARADA 10002
S2 PULSADOR DE MARCHA 10003
Direccionamiento de salidas:
K1 BOBINA CONTACTOR 00001
H1 LUZ PILOTO 00002
45.
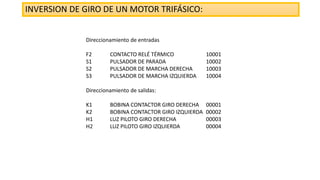
INVERSION DE GIRODE UN MOTOR TRIFÁSICO:
Direccionamiento de entradas
F2 CONTACTO RELÉ TÉRMICO 10001
S1 PULSADOR DE PARADA 10002
S2 PULSADOR DE MARCHA DERECHA 10003
S3 PULSADOR DE MARCHA IZQUIERDA 10004
Direccionamiento de salidas:
K1 BOBINA CONTACTOR GIRO DERECHA 00001
K2 BOBINA CONTACTOR GIRO IZQUIERDA 00002
H1 LUZ PILOTO GIRO DERECHA 00003
H2 LUZ PILOTO GIRO IZQUIERDA 00004
46.
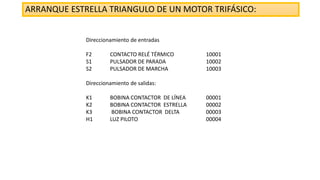
ARRANQUE ESTRELLA TRIANGULODE UN MOTOR TRIFÁSICO:
Direccionamiento de entradas
F2 CONTACTO RELÉ TÉRMICO 10001
S1 PULSADOR DE PARADA 10002
S2 PULSADOR DE MARCHA 10003
Direccionamiento de salidas:
K1 BOBINA CONTACTOR DE LÍNEA 00001
K2 BOBINA CONTACTOR ESTRELLA 00002
K3 BOBINA CONTACTOR DELTA 00003
H1 LUZ PILOTO 00004
47.
SISTEMAS CIBERFÍSICOS
Los sistemasciberfísicos han pasado de ser un concepto abstracto y distante a algo que ya está siendo usado a diario en
la vida de las personas. Son sistemas cuyos componentes se entrelazan con un software y se benefician de los avances en
mecatrónica y cibernética.
Se caracterizan por la capacidad de relacionarse con los objetos físicos para monitorizar como también por la utilización
de la información disponible en el mundo virtual.
Estos sistemas están presentes en numerosas industrias, permitiendo una interconexión entre productos, maquinarias,
personas y su entorno. Esto aumenta la eficiencia, facilitando una industria digitalizada.
INTERNET DE LAS COSAS (IoT)
Este es uno de los conceptos más conocidos y extendidos entre la sociedad actual, dado que se está abriendo camino en
elementos cotidianos y es muy reconocible por parte de todo tipo de personas.
Por lo tanto, IoT, por su sigla en inglés “Internet of Things” (Internet de las cosas), se trata de una red de objetos físicos los
cuales pueden conectarse a través de sensores y softwares para intercambiar datos con dispositivos y sistemas a través de
Internet.
Si Internet desde sus inicios se concibió como una ventana hacia la información, ahora ya no solo se conectan estos
equipos sino que todo tipo de herramientas, electrodomésticos y otras máquinas también están conectados.
48.
INTELIGENCIA ARTIFICIAL
Este conceptoengloba los sistemas creados para pensar, pudiendo recrear las capacidades cognitivas de los seres humanos,
tales como la capacidad de resolver problemas y actuar en consonancia.
Esta tecnología emerge en numerosos sectores involucrando nuevos métodos de softwares y sensores relativos a cada
actividad. Aunque suene un término abstracto, la inteligencia artificial conlleva algoritmos diversos, sistemas de
reconocimiento de voz, asistentes virtuales y machine learning.
La inteligencia artificial está presente en numerosos procesos industriales como la automatización, mejoras en la
operatividad y el desarrollo de nuevos productos, permitiendo una escalada hacia la transformación digital.
CULTURA MAKER
También conocida como “cultura hacedora”, “movimiento maker” es una cultura contemporánea que representa una
extensión basada en la tecnología de la cultura DIY (Do it Yourself o hágalo usted mismo). Esta filosofía promueve la idea
que todo el mundo es capaz de desarrollar cualquier tarea en vez de contratar a un especialista para realizarla.
El concepto del “hazlo tú mismo'' ha llegado a la industria a través de distintas vías y posibilidades, lo que ha hecho que la
cultura maker tenga una posición líder a la hora de entender esta revolución industrial. Los profesionales y expertos dejan
salir su máxima imaginación para llevar a cabo proyectos de todo tipo que están relacionados con la electrónica, la
ingeniería, la tecnología y la robótica.
Tiene como objetivo aplicar la creatividad, y el aprender haciendo, permitiendo una multiplicidad de saberes y disciplinas,
permitiendo la innovación y la apertura a nuevas perspectivas.